



1.试样设计要求
压缩试验对试件设计和试验条件要求十分苛刻,主要包括:
1)在试件不发生失稳的情况下,应尽量增加试件工作段长度,以利于试件工作段压应力分布均匀。
2)轴向压缩载荷传递给试件时要求有良好的对中性,防止试件发生纵向弯曲。
3)采用试件端面传递轴向压缩载荷时,要防止试件端面发生破坏。
4)利用夹具与试件的剪切力实施轴向压缩加载时,实现对中性的导向装置附加的摩擦阻力应尽量减小。采用该方法,可使试件端面加工精度要求降低,缩短加工周期,降低成本。
2.试件形式和尺寸
不同测试标准所采用的试件形状可能不同,对于目前普遍采用的试验方法,其规定的试件形状包括:矩形直条试件(带或不带加强片),直圆柱(含棒或管)或棱柱试件,哑铃形试件等,各标准试验方法对试件尺寸的规定一般不同。几种典型的试件如图10-4~图10-7所示,试样尺寸见表10-3。
表10-3 GB/T 5258—2008中的试件尺寸 (单位:mm)
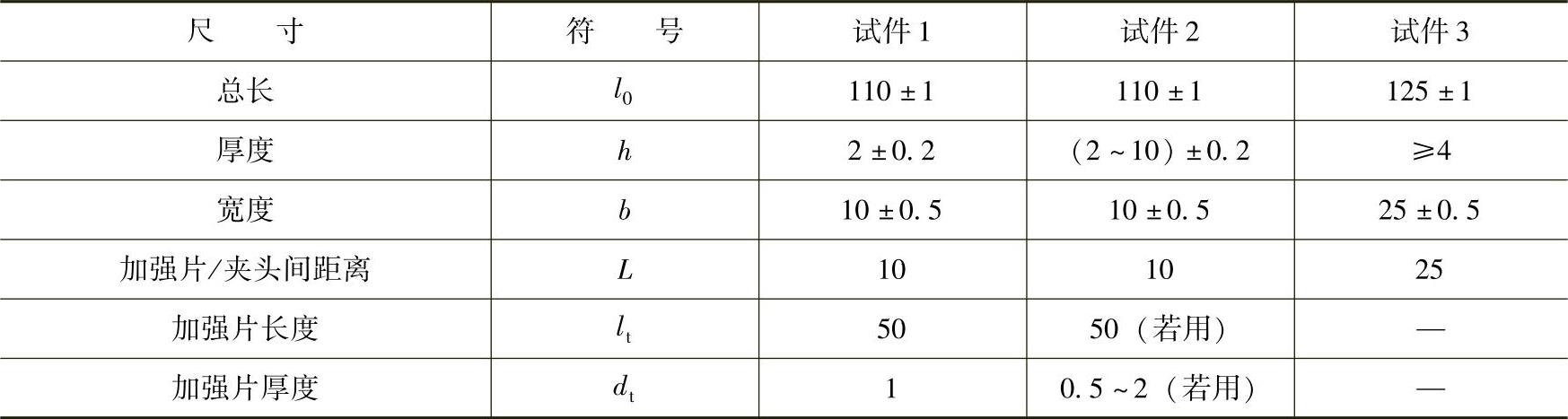
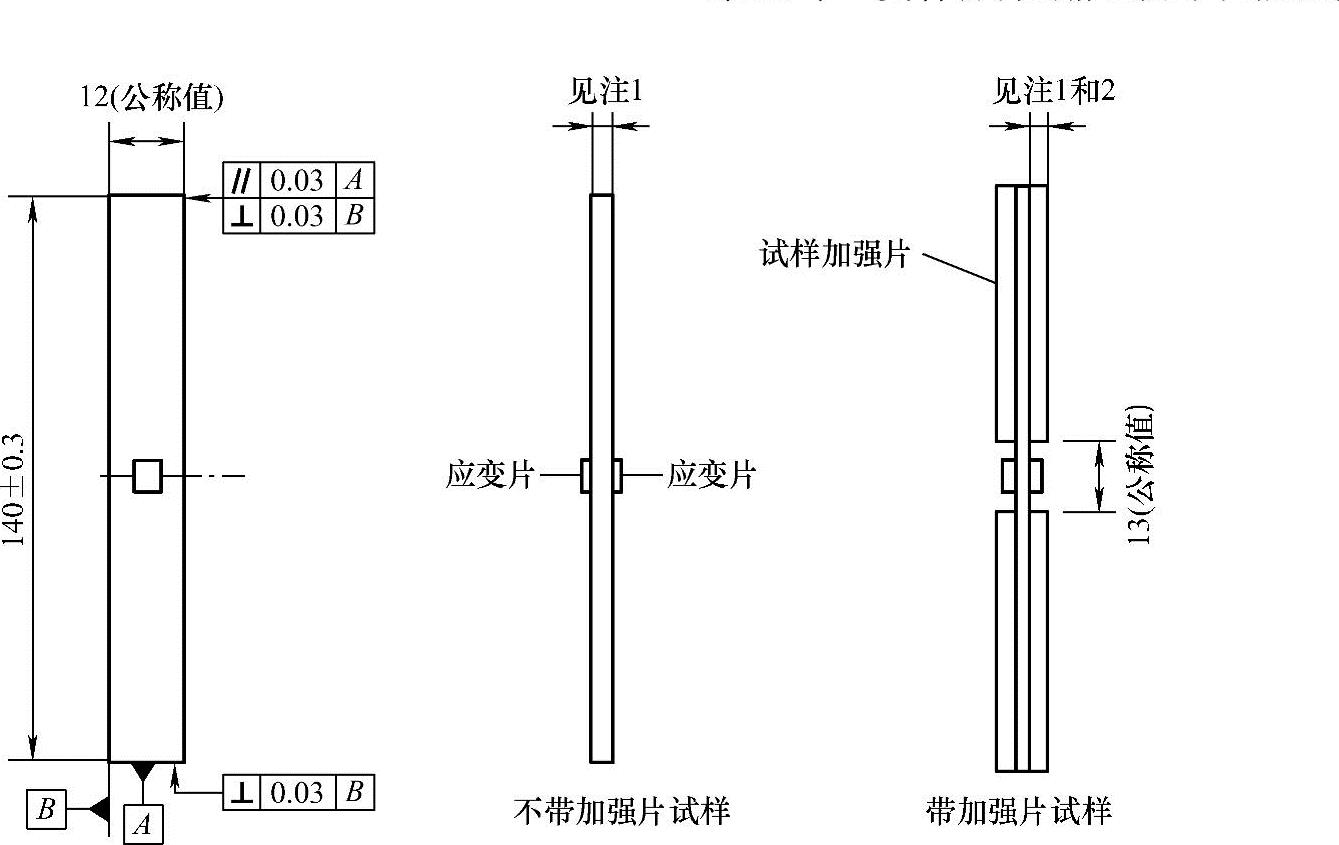
图10-4 ASTM D6641—2016和ASTM D3410—2016中的试件形状和尺寸(https://www.xing528.com)
注:1.试件和加强片的公称厚度是可变的,但必须均匀。厚度的偏差沿试件或加强片宽度方向不能超过0.03mm,沿夹块或加强片长度方向不能超过0.06mm;可以对试件的表面进行轻微打磨,消除表面局部缺陷和偏差,这样能提供较平的表面,有助于夹具的均匀夹持。
2.加强片端部为矩形,厚度为1.6mm,但其厚度可根据需求改变。

图10-5 ASTM D695—2015中的试件形状和尺寸
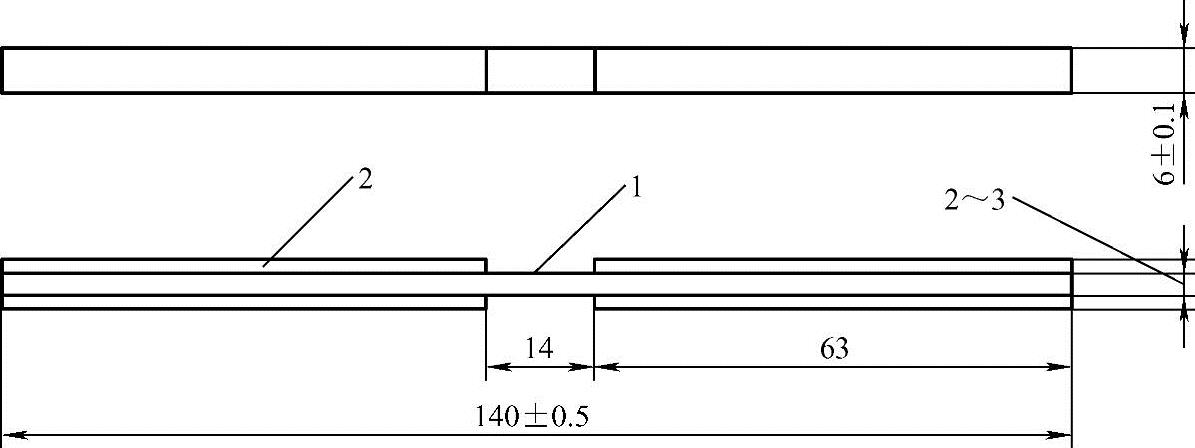
图10-6 GB/T 3856—2005中的试件形状和尺寸
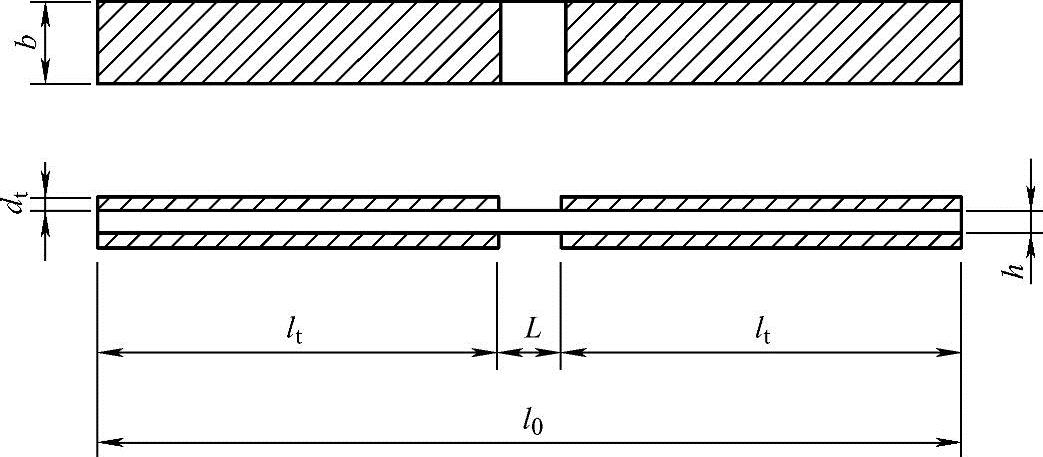
图10-7 GB/T 5258—2008中的试件形状
3.试件的制备
试件的制备工作主要包括层合板制造、切割、加强片的粘贴及固化、使用诸如超声C扫描进行质量检查等。国内外均有试件制备方面的参考标准,如ASTM D5687—2015,GB/T 1446—2005等。
当使用带加强片的试件时,若采用纤维增强塑料,最好采用先整体粘贴加强片,再切割加工单个试件的方法,这样可有效保证加强片的正确取向,从而大幅度降低偏心加载的影响。若加强片采用金属材料时,需要将切割好的加强片粘在每个试件上,此时要注意确保试件和加强片的正确取向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。