



【摘要】:金属管压扁试验原理是将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷,如图9-11所示。我国试验方法标准为GB/T 246—2007《金属管 压扁试验方法》,适用于外径不超过600mm,壁厚不超过外径的15%的金属管。下面以GB/T 246—2007中的试验方法要求介绍金属管压扁试验。压板的长度应不小于试样的长度。4)沿垂直于管子纵轴线方向移动压板进行压扁试验。6)压扁试验后检查试样弯曲变形处。仅在试样棱角处的轻微开裂不应判废。
金属管压扁试验原理是将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷,如图9-11所示。我国试验方法标准为GB/T 246—2007《金属管 压扁试验方法》,适用于外径不超过600mm,壁厚不超过外径的15%的金属管。下面以GB/T 246—2007中的试验方法要求介绍金属管压扁试验。
1.试样
试样长度应不小于10mm,但不超过100mm。试样的棱边允许用锉或其他方法将其倒圆或倒角。如要在一根全长度管的管端进行试验时,应在距管端面的试样长度处垂直于管纵轴线切取,切割深度至少达外径的80%。
2.试验设备
试验机应能将试样压扁至规定的两平行压板之间的距离。压板应具有足够的刚度。压板的宽度应超过压扁后的试样宽度,即至少为管外径的1.6倍。压板的长度应不小于试样的长度。
3.试验程序
1)试验一般应在10~35℃的室温范围内进行。对于温度要求严格的试验,试验温度应为23℃±5℃。
2)试样置于两压板之间。
3)焊接管的焊缝应置于相关产品标准所规定的位置。(https://www.xing528.com)
4)沿垂直于管子纵轴线方向移动压板进行压扁试验。
5)出现争议时,压板的移动速率不应超过25mm/min。
6)压扁试验后检查试样弯曲变形处。如产品标准未做规定,可不使用放大镜进行观察,如果无可见裂纹,应评定为合格。仅在试样棱角处的轻微开裂不应判废。
4.试验报告
应根据产品标准的要求提供试验报告。试验报告至少应包括产品标准及试验标准编号、试样信息(如材质、状态等)、试样尺寸、压板间距、焊接管焊缝的位置、试验结果等。
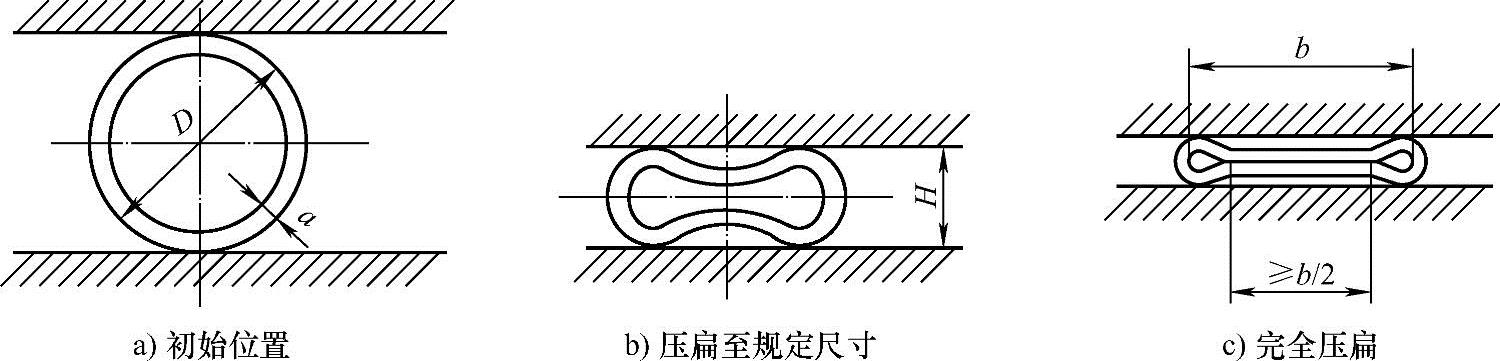
图9-11 金属管压扁试验示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。