



可加工塑料模具的结构与常用非金属模具基本相同,不同的是模具表面层材料为可加工塑料。
1.蒙皮拉形模及模胎
(1)数控加工的拉形模及模胎 当拉形模、模胎的外廓尺寸较小时,基体可采用铝板。设计时,建立模具的三维模型,结合可加工塑料板材的规格尺寸,在三维建模的型面上进行合理的“排料”,使其材料的利用率达到最大,建立基体模型,最终确定出基体的形状和尺寸。铝板相互之间采用螺钉联接。将选定的可加工塑料板分别用粘结剂粘结在基体表面的对应位置,通过外力使其相互粘结牢固后,进行数控加工。图9-38所示为蒙皮拉形模的结构。
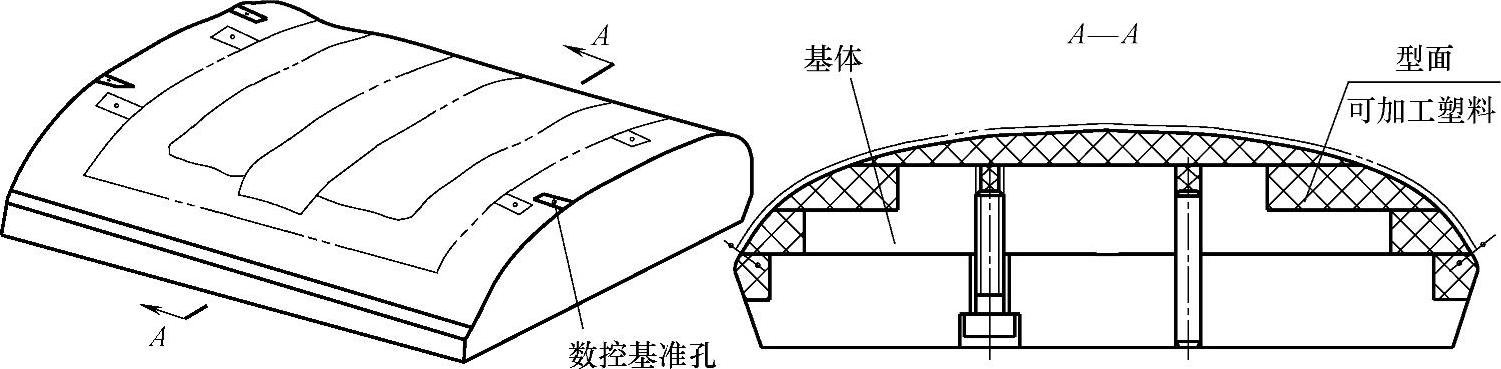
图9-38 蒙皮拉形模的结构(小型)
对于大、中型拉形模、模胎,采用液态可加工塑料在制造好的坯料基体上进行浇注,型面厚度为4~8mm(加工后的厚度)。浇注时,在零件等宽线外、模具边缘内用可加工塑料浇制出用于数控加工的基准孔位置,如图9-39中的B—B视图所示。
图9-39中,模具由可加工塑料型面和胶砂基体组成,型面采用液态树脂CW2215/HY5161浇注在基体上,固化后数控加工出型面。
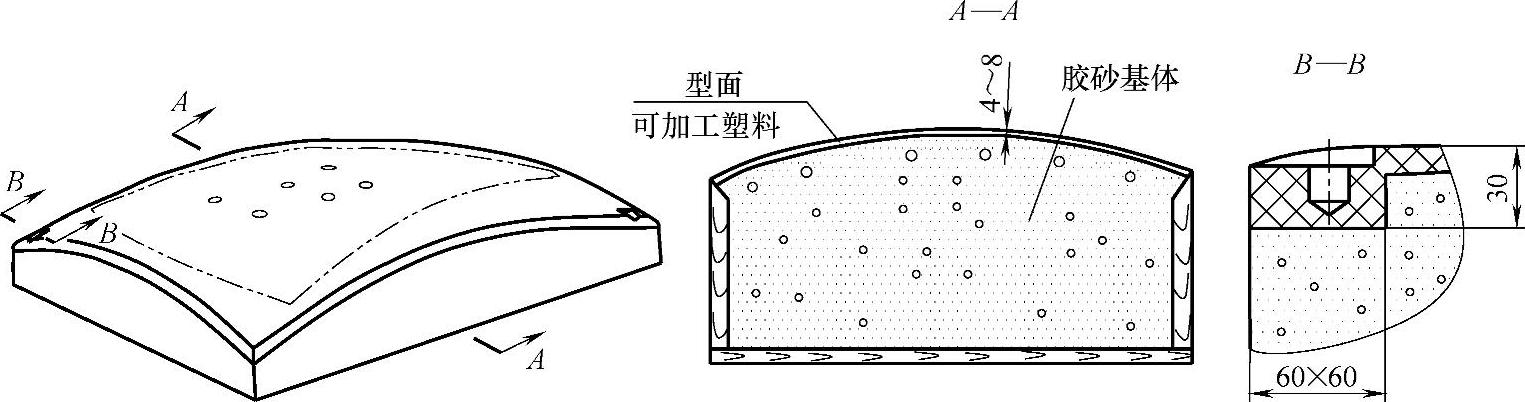
图9-39 蒙皮拉形模结构(大、中型)
(2)模拟量移形的拉形模及模胎 采用移形方法制造的拉形模、模胎,其表面可选用耐磨的改性环氧树脂作为表面胶衣,厚度为0.5~1.5mm,过渡层材料选用通用树脂加填料,厚度为4~10mm。模拟量移形的模胎结构如图9-40所示。
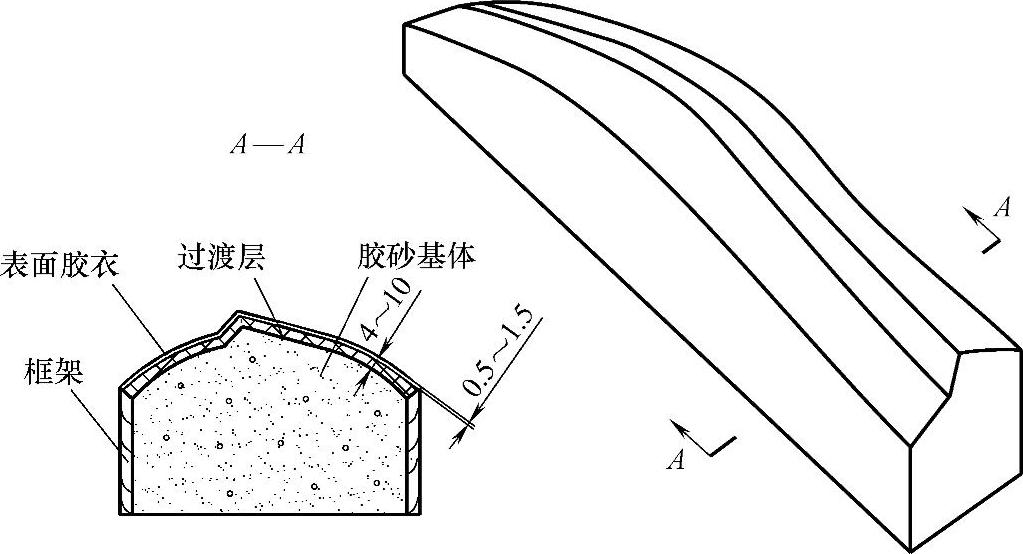
图9-40 模拟量移形的模胎结构
2.过渡模(https://www.xing528.com)
过渡模是采用模拟量移形的方法制造模具时,用于翻制相同曲面方向模具型面所用的过渡工装,如图9-41所示。
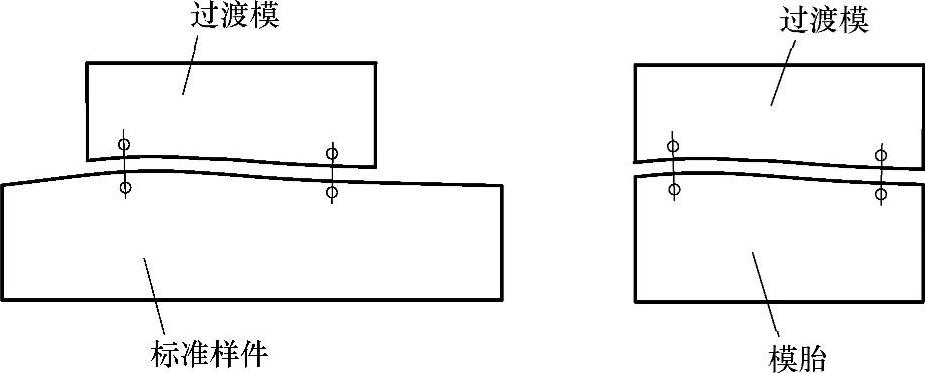
图9-41 模拟量移形过渡模示意图
图9-42所示为模拟量移形的过渡模,模具由表面胶衣、过渡层和基体组成,其表面采用厚度为1~2mm的白色胶衣,过渡层材料采用厚度为4~10mm的通用树脂加填料。
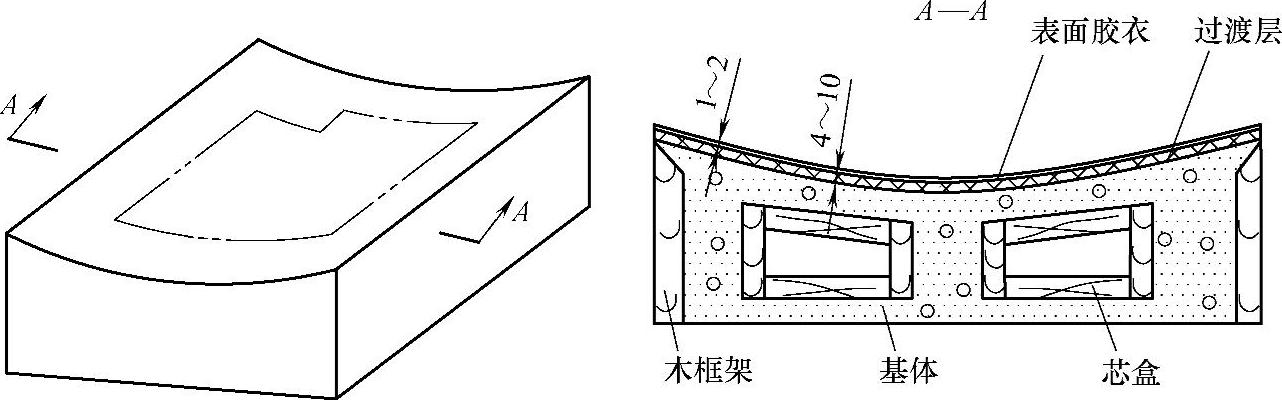
图9-42 模拟量移形的过渡模
3.检验模
设计检验模时,根据零件形状的不同,基体可分别采用槽钢、方钢、铝板、钢板、木板等组成框架,在基体上局部浇注、堆积或粘结可加工塑料板作为型面和靠块。
图9-43所示为两个型材零件共用的检验模,模具由靠块、型面和钢基体等组成。该模具采用槽钢作为基体,在槽钢表面浇注可加工塑料,靠块直接堆积糊状料,固化后数控加工出基体型面和靠块型面。
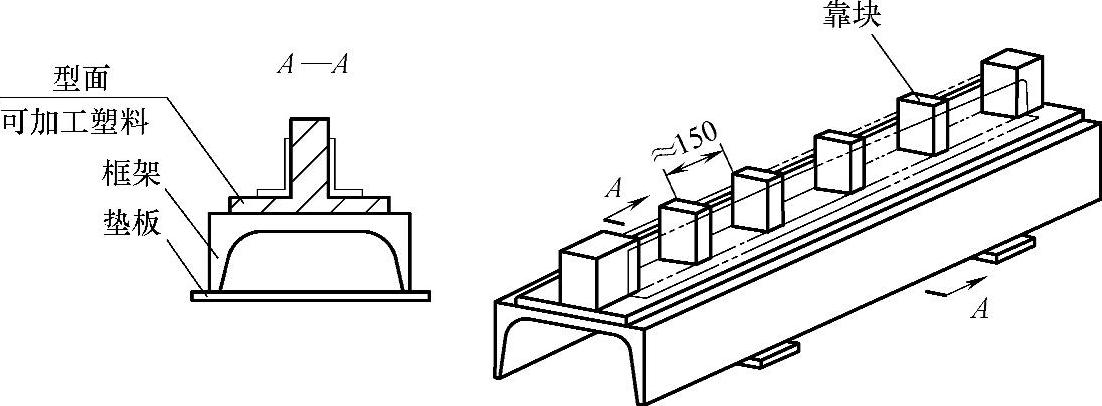
图9-43 两个型材零件共用的检验模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。