



1.概述
型材零件的冲切、切断、冲孔等工序都在冲床的压力作用下完成,通常这类零件两面都带缺口,需要多套模具完成。
2.型材冲切模的分类及功用
型材专用模具的设计制造中,缺口冲模与切断模使用最多,占型材类模具比例最大。
(1)缺口冲模 对各种型材零件的缺口进行冲切。
(2)切断模 完成型材零件的切断。
(3)型材零件冲孔模 完成型材零件的冲孔,一般用通用与专用模具完成。
(4)型材零件下料模 对各种断面如丁字槽形型材下料,下料模可制成通用模形式。
3.型材冲切模的结构设计原则
1)根据型材零件的形状确定刃口形状和部位,在冲切过程中,切去零件废料。
2)根据型材零件确定工序顺序。
4.专用与通用型材冲切模
(1)专用型材冲切模 在实际生产中,应用专用型材冲切模较多,其优点是不用调整,使用方便。专用型材冲切模有以下几种。
1)敞开式型材缺口冲模,如图9-18所示,为导柱敞开式,冲切质量高,适宜于批量生产,实际生产中选用较多。
2)导板式型材缺口冲模,如图9-19所示,为单凸模,结构简单,在生产过程中使用较多,不带孔的型材零件成形常用此结构冲模。
3)渐进式型材切断模,如图9-20所示,导柱导向,上模敞开,适宜于多种型材的切断。
4)角材切断模,如图9-21所示,为单凸模,卸料板作导向用,结构简单,不带孔的角材零件成形,常用结构。
(2)通用型材冲切模 通用型材冲切模可以冲切多种断面的型材,但在实际使用中,需要调整定位位置,使用起来不太方便,实际中应用不多,因此,本书不做介绍。

图9-18 敞开式型材缺口冲模
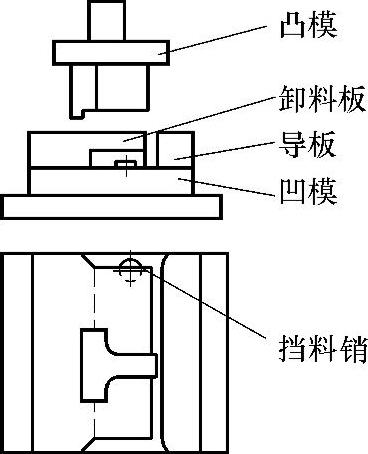
图9-19 导板式型材缺口冲模

图9-20 渐进式型材切断模

图9-21 角材切断模
5.型材冲切模典型零部件的设计
(1)凸模的设计
1)凸模刃口用于切除废料。
2)无刃口的一面制成凸台形式,起导向作用。
3)凸模结构有如下几种:(https://www.xing528.com)
①整体式。整体式凸模的材料有45钢、T8钢,是一种常用结构。这种模具结构简单,由卸料板导向,如图9-22所示。
②组合式凸模。组合式凸模应用较广,其结构简单,由卸料板导向,如图9-23所示。
(2)凹模的设计 根据产品结构的不同,凹模结构各不相同,分为敞开式凹模、封闭式凹模,材料为45钢、T8钢等。
1)敞开式凹模的结构简单,下模为敞开式,如图9-24所示。
2)封闭式凹模的下模有卸料板,结构简单,如图9-25所示。
3)冲缺口、切断的刃口区,如图9-26所示。

图9-22 整体式凸模

图9-23 组合式凸模

图9-24 敞开式凹模

图9-25 封闭式凹模
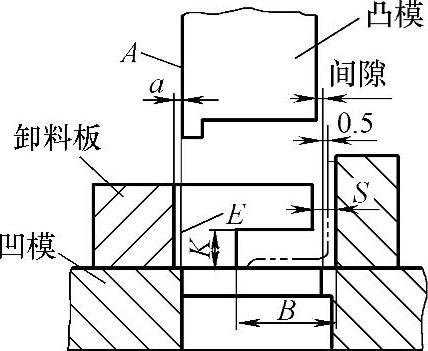
图9-26 刃口区
注:1.凸模A面与凹模E面滑合,其余面保持冲切间隙。
2.有导向时,a=0.2~0.5mm;无导向时,a=0.02~0.1mm,此时a值应小于凸、凹模单面间隙。
3.S=(t+Δ)+(0.1~0.2),t为型材料厚,Δ为型材料厚正公差。
4.B按型材宽度加2~3mm,K取5~8mm。
4)冲切凸、凹模的间隙见表9-16。
表9-16 冲切凸、凹模间隙

5)挡料销位置有如下几种。
①冲缺口时,挡料销的位置如图9-27所示。
②切断时,挡料销的位置如图9-28所示。
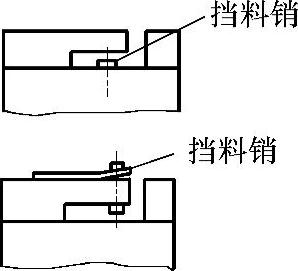
图9-27 挡料销的位置

图9-28 挡料销的位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。