



钛合金热成形属于热蠕变成形的范畴,借助于温度、压力及时间等工艺因素来成形零件。其中,温度的作用是降低变形抗力、提高塑性和改善成形状态;压力是平衡成形时的变形抗力;时间是满足压力松弛和进入蠕变状态。
较复杂的钛合金钣金零件一般都需要热成形,并且需要专用热成形机床。
钛合金钣金零件的热成形适用于航空航天、医疗器械、仪表、化工行业产品及大量民用产品,同时也适用于所有尺寸稳定、比刚度高、耐高温、耐腐蚀、表面美观且硬度高的各类零件。
1.钛合金热成形工艺参数
(1)加热温度与成形的关系
1)低温(低于消除应力温度)。加热到177~260℃可改善钛板成形性能(与室温成形相比),抑制开裂。对于大多数钛板来说,要避免在288~455℃范围内成形,因为此温度范围对抑制开裂不利。
2)中温(消除应力温度范围)。加热到482~649℃,可提高塑性、解决回弹问题和减小成形力。
3)高温(再结晶退火和相变温度范围)。加热到732~950℃,钛板材料内部结构产生位错和扩散蠕变,成形力降低而塑性提高。若设置与温度匹配的变形速率,则可实现超塑成形和蠕变成形。
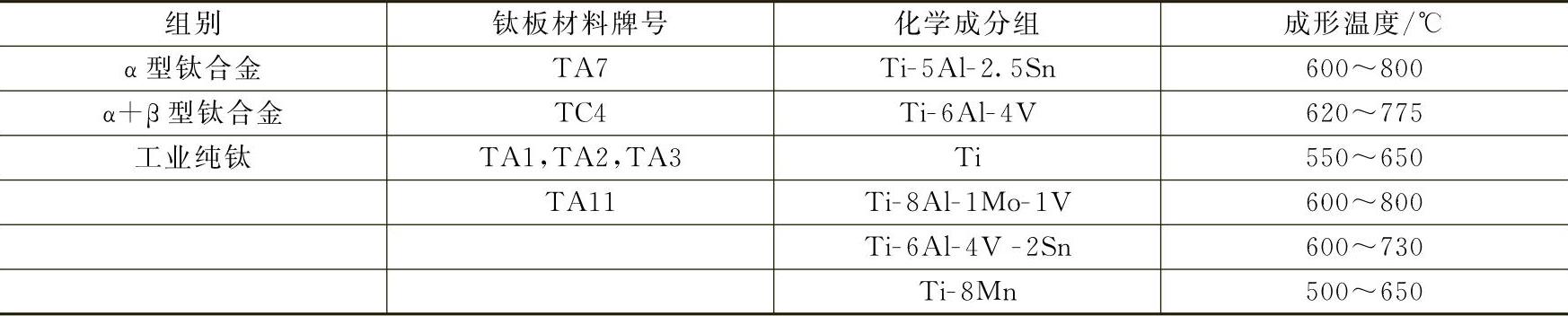
某些退火钛合金的热成形温度见表8-11。
表8-11 某些退火钛合金的热成形温度
(2)成形压力 成形压力的大小对消除已出现的皱纹有明显的效果,但对抑制卸载后的回弹作用不大。为避免工装变形和节约能源,在选定温度下一般采用最小压力。
(3)成形加载速度 低温成形时,加载速度对变形抗力和塑性影响不大。中温成形、高温成形时,较高的加载速度会稍微加大变形抗力、降低塑性。
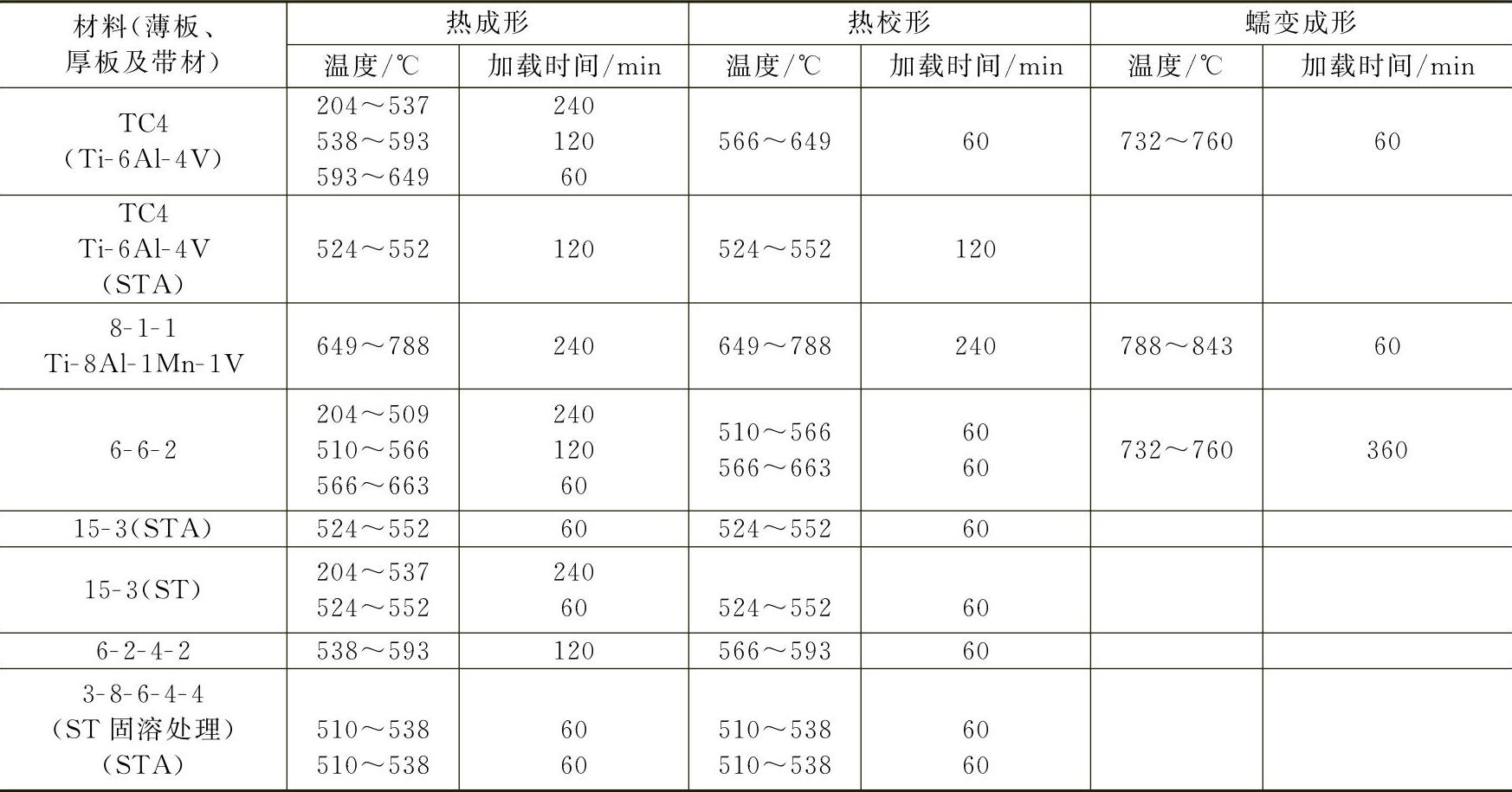
(4)成形时间 较长的成形时间,会增加钛板表面污染层的厚度。若采用表8-12中更高的温度,应相应减少成形时间。
表8-12 钛合金加热温度和加载时间

(续)
2.热成形氧化膜的产生与去除
钛及钛合金零件在热成形过程中,由于气体介质的存在,零件表面会产生污染(氧化)层,其厚度差别甚大。过程后期要进行酸洗、打磨及清洗工序以去除零件表面污染(氧化)层。
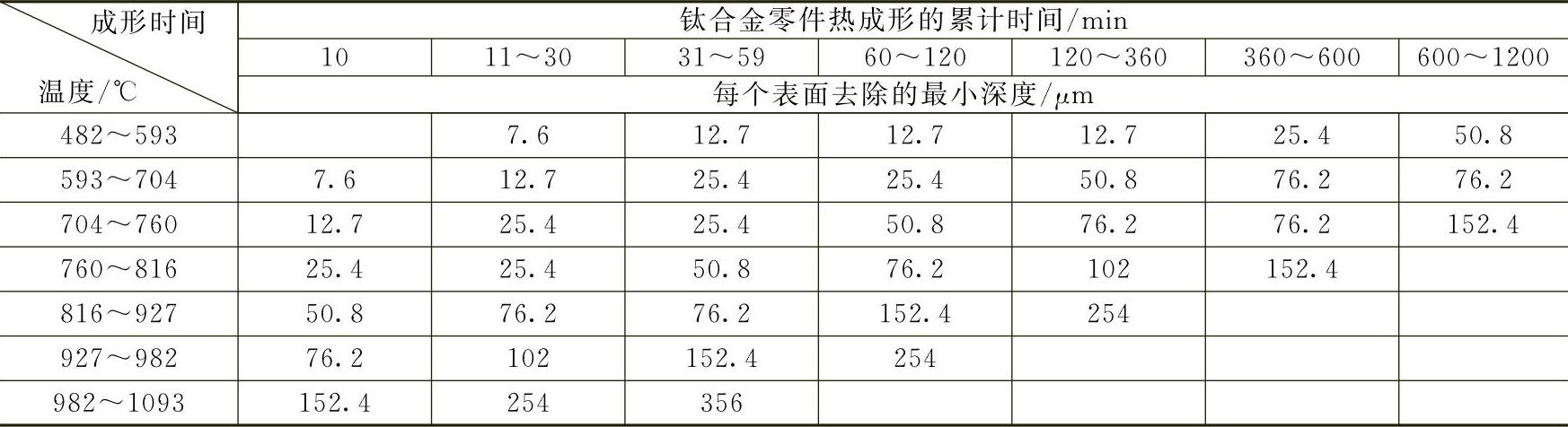
零件在氩气、真空度高的氛围中热成形时,表面会形成草黄色氧化膜。一般可以不去除。表8-13描述了带有污染(氧化)层的钛零件基本金属去除量。
表8-13 基本金属去除量
3.热成形润滑剂和涂料
热成形用润滑剂和涂料见表8-14。
表8-14 热成形用润滑剂和涂料

4.加热方法
(1)坯料加热方法
1)在空气电炉内加热。
2)坯料直接通电的自阻法加热。
3)红外线辐射区加热。
4)电感应法加热。
5)坯料与热模具接触加热。
6)喷灯和焊炬等燃气加热。(https://www.xing528.com)
(2)模具加热方法
1)电阻丝、棒或带加热。
2)燃气加热。
3)管状或板状加热器加热。
4)感应加热。
5)热成形专用机床上加热。
5.热成形工艺流程(使用热成形机床)
1)准备坯料,下料、修边、清洗、涂润滑剂。
2)在热成形机床内安装模具,调整机床及上、下模间隙,完成后抬起上模。
3)加热模具至规定温度范围。
4)放置坯料在下模指定位置,预热至规定时间。
5)上、下模加压合拢热成形零件,并保压一定时间。
6)取件,切边、清洗、检验及包装交付。
6.钛合金热成形典型零件
钛合金热成形典型零件如图8-32~图8-35所示。
图8-32 型材
图8-33 框板
图8-34 蒙皮
7.钛合金热成形适用材料
钛合金热成形适用材料可参考表8-12及表8-16所列出的材料。
图8-35 拉深件
8.钛合金热成形工装
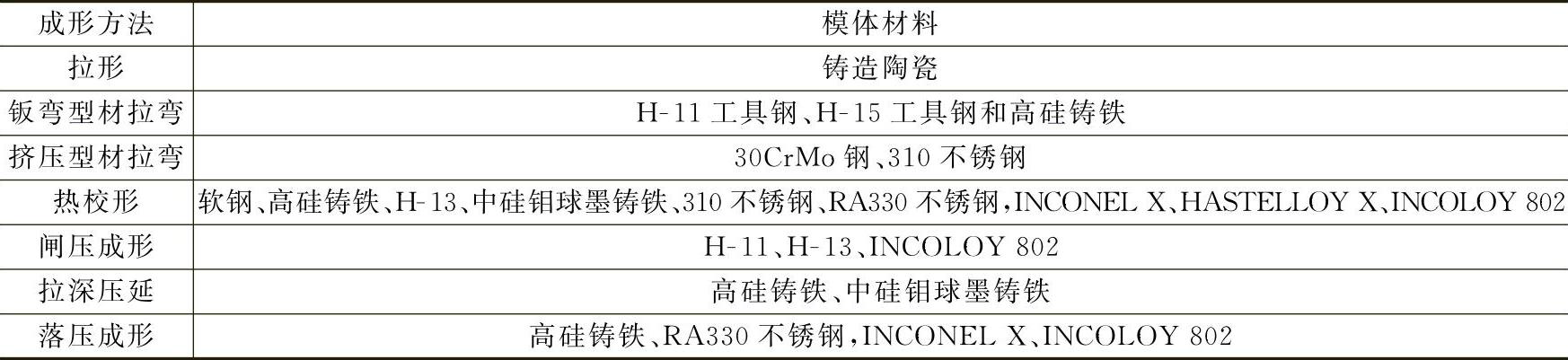
1)钛合金热成形模体材料一般选用高温刚度和强度好、不易氧化、热膨胀差值小、对钛板无污染及加工制造方便的材料。禁止使用含有或镀有锡、铅、锌、铋等的合金材料。热成形模体材料见表8-15。
表8- 15热成形模体材料
2)钛合金热成形模具的设计、制造详见本书第9.4节所述。
9.钛合金热成形设备
钛合金热成形设备详见本书第10.2节、第10.3节所述。
10.钛合金热成形零件的典型工艺流程
排样下料→边缘修光→清洗→涂覆涂料→清理模具→调整热成形机床→安装模具→升温→试压→首件检验→放置坯料→预热→成形或校形→取件→切边→清洗→检验→包装发送。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。