



铝合金零件热成形工艺是20世纪80年代逐渐发展起来的新工艺,它主要解决了室温成形的种种工艺问题,如减薄量超差、表面粗糙、表面裂纹、开裂及起皱等。在此以前,铝合金零件的热成形(防锈铝、锻铝除外)几乎成为航空制造业界的“禁区”。
热成形时,铝合金板材加热到相变温度以下的某个温度范围,立即成形,既改善、提高了材料的塑性变形性能,又能保证材料的热处理状态不会改变。
各种钣金成形工艺方法在一些特定的温度范围内,都可采用热成形。
1.适合热成形的铝合金零件类型
(1)延伸系数过小的拉深件
(2)原材料为“T××××”、O状态的零件
(3)凹形转角小、拉深高度偏大、减薄量要求严格的盒形件
(4)带有多个鼓包或鼓包深度过大的零件
(5)凹形转角小、弯边高、局部易开裂的橡胶成形零件
(6)带有压窝、凸缘翻边孔等局部变形量过大的局部成形零件
(7)弯曲半径远远小于材料最小弯曲半径的零件
(8)其他需要热成形的零件
2.热成形工艺设计
铝合金板材热成形温度及累计加热时间 铝合金板材的热成形温度及累计加热时间按表8-9所列的下限选择。
表8-9 铝合金板材的热成形温度及累计加热时间
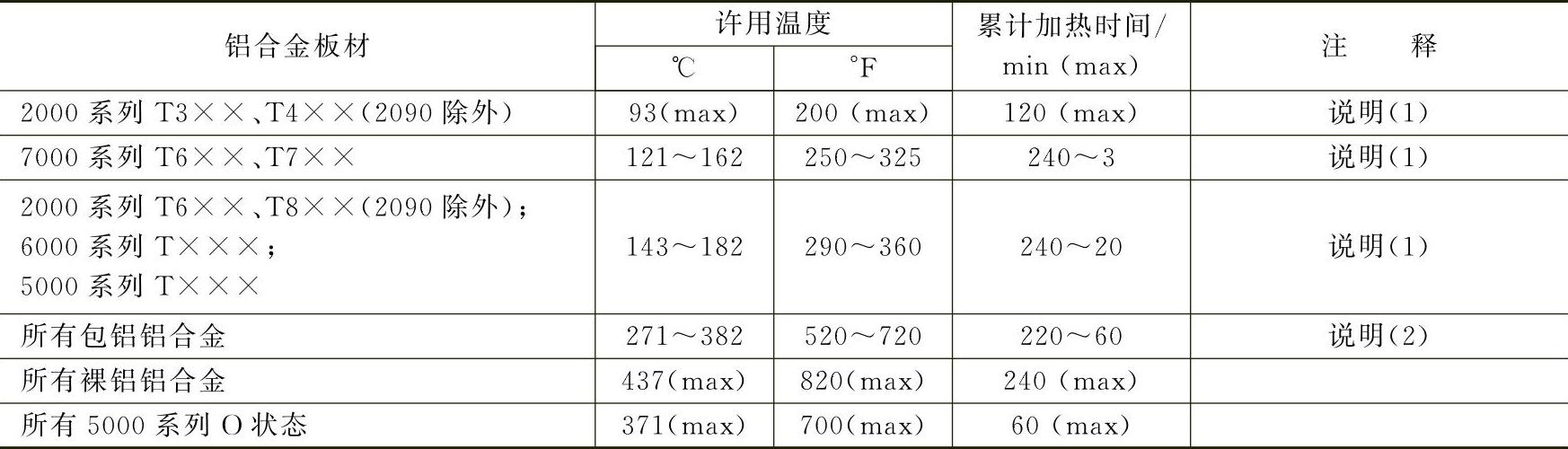
说明:(1)指定合金和状态在热氛围中的最长暴露时间,除非重复热处理或情况表明合金强度已经丧失。
(2)根据某公司热处理的规定,如果在热氛围中暴露时间像退火或热处理那样受控,2024-O、7075-O包铝板的名义厚度>0.025in(0.635mm)时,可以在720~820°F(382~437℃)温度范围内热成形。
在热氛围中的最长暴露时间如下所示:
板材名义厚度 720°F(382℃)以上的允许时间
0.026~0.032in(0.66~0.81mm) 70min(https://www.xing528.com)
0.033~0.053in(0.84~1.35mm) 80min
0.054~0.090in(1.37~2.29mm )90min
0.091~0.125in(2.31~3.18mm) 100min
>0.125(>3.18mm) 120min
3.热成形模具
铝合金热成形模具与室温成形模具基本相同,只是在模体上制出几个通孔,以便插入电热管加热模具。
4.加热设备
铝合金热成形用的加热设备有可控温的电炉、加热平台、电源加热车及红外线加热器等,加热温度控制在±5℃。
5.铝合金热成形过程
1)调试机床,安装模具到位。模具与机床接触面之间加垫隔热石棉板。
2)将电热管插入模具加热孔中,所用电热管的数量按需要确定。模具表面覆盖石棉布以起保温作用。
3)接通电加热装置,设置目标温度,持续加热,使模具表面达到期望的温度。该加热过程用时较长。
4)使用热电偶或测温笔测量模具表面温度(三点测量),判断其是否达到使用温度(零件热成形温度+50℃)。
5)加热零件坯料达到热成形温度,可以放在模具上依靠热传导加热,也可以放在电炉内、加热平台上加热。随时用热电偶或测温笔测量是否达到热成形温度。该加热过程瞬间完成。
6)当模具、零件坯料载体温度同时达到目标温度时,迅速转移坯料至模具上,起动机床,成形一次完成。
6.铝合金板材热成形工艺要点及对策
1)模具加热温度高于零件加热温度,一般高50℃左右,以避免成形过程中温度降低过多。
2)零件坯料在模具上加热时,要随时使用热电偶或测温笔进行监控测量。
3)若零件坯料加热后需要在工作现场转移时,应取较高的温度值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。