



1.起伏成形的定义
使板材某些部位拉薄而产生局部的凸起或凹进的钣金成形工艺称为起伏成形。起伏成形主要用于增加零件的刚度和强度,如压加强筋、加强窝等,也可根据要求压凸包、压字、压花纹等。
典型的起伏成形结构有加强筋和加强窝,其简图分别如图8-4、图8-5所示。
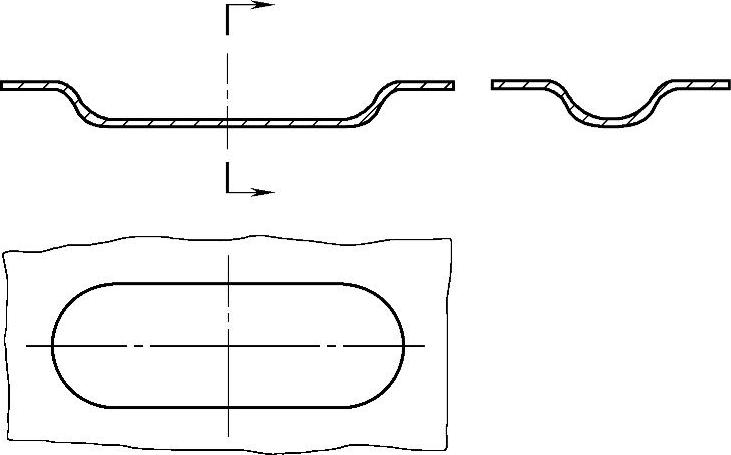
图8-4 加强筋简图
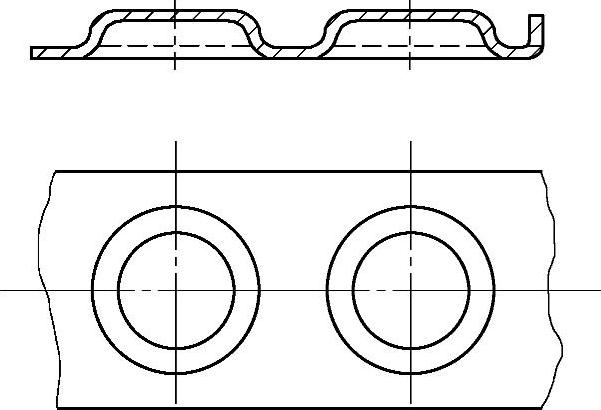
图8-5 加强窝简图
2.起伏成形的方法
常用的起伏成形主要有两种方法,即刚性模成形和软模成形,如图8-6所示。
3.起伏成形的参数
对于一般的形状比较简单的加强筋零件,按下式近似地确定其极限变形程度

式中 l0——起伏成形前的材料长度(mm);
l——起伏成形后的材料长度(mm);
[δ]——材料的延伸率。(https://www.xing528.com)
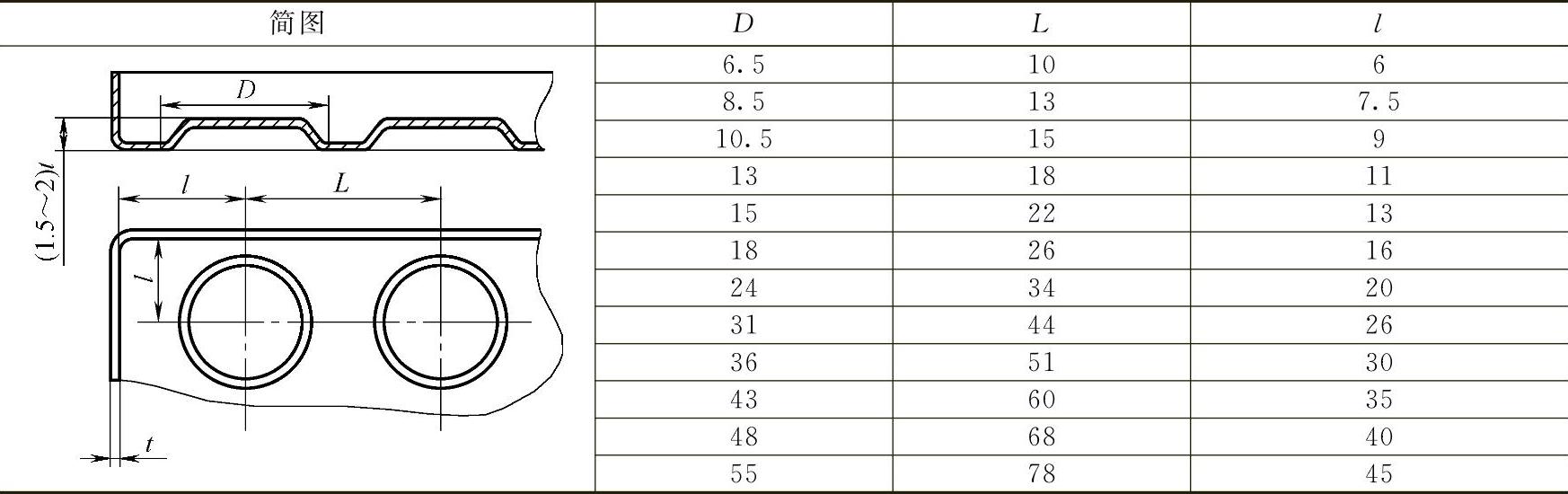
表8-2列出了一个零件起伏成形时,起伏的间距和起伏距边缘的极限尺寸。
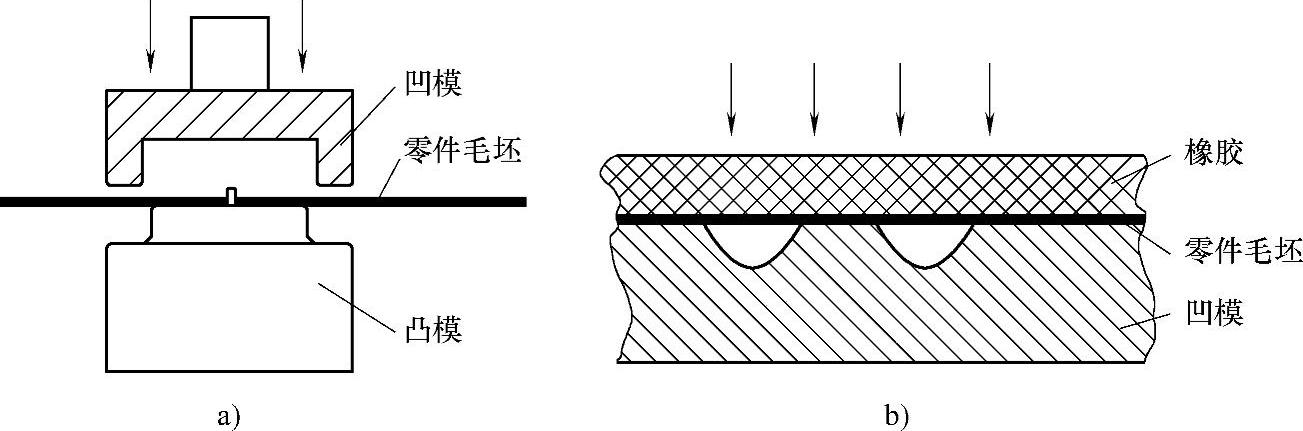
图8-6 起伏成形的方法
a)刚性模成形 b)软模成形
表8-2 起伏的间距和起伏距边缘的极限尺寸 (单位:mm)
4.典型工艺流程
起伏成形的典型工艺流程为:下料→按模具定位→冲压起伏成形或液压成形→修整零件。
5.起伏成形的模具设计
冲压起伏成形的工装分为带压边装置冲模和不带压边装置冲模。不带压边装置冲模结构简单,是航空制造业常用的形式(见图8-7),但成形薄料时易产生板料的翘曲和褶皱,需要进行校正;带压边装置的冲模结构稍复杂,冲压成形质量较好。
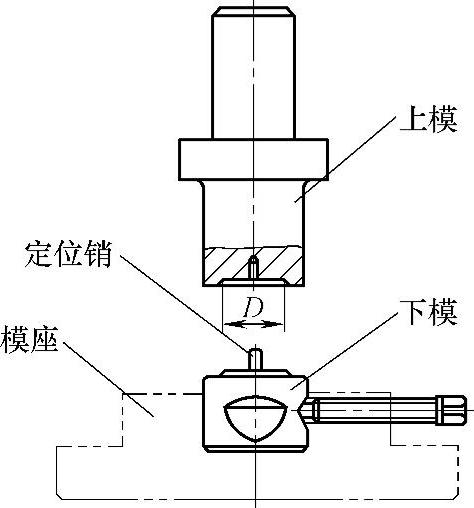
图8-7 加强窝冲模结构示意图
液压起伏成形的工装通分为凹模成形和凸模成形,一般采用凹模为刚性模,凸模为橡胶模。与冲压起伏成形相比,液压起伏成形的模具结构简单,零件成形极限高,表面质量好,但轮廓不清晰。对于材料薄且压窝尺寸大的零件,应在液压模具上开排气孔,以利于零件贴胎和取件,凹模的排气孔应在模腔底部。图8-7所示为加强窝冲模结构示意图。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。