



1.旋压成形模具
旋压成形模具包括工作部分、与机床的连接配合部分、坯料定位及压紧部分。组合模制造复杂,装拆不便,分瓣组合模用于母线中部凹凸的轻型件。分段组合模用于母线中部凹陷的工件。
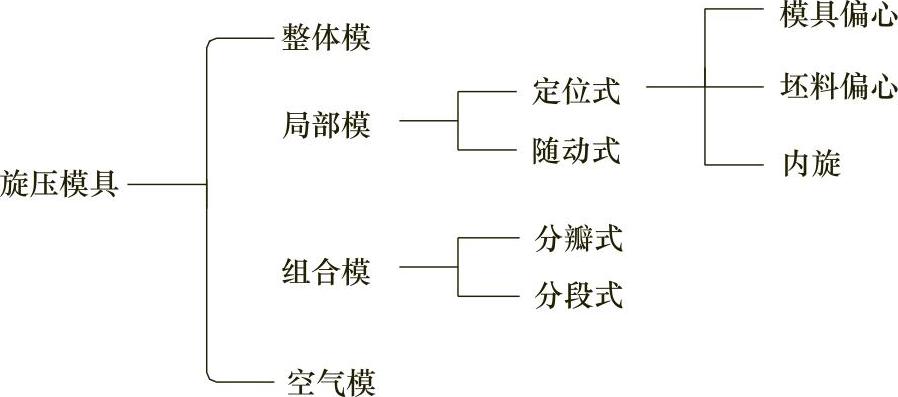
旋压成形模具包括整体模、偏心定位式局部模、内旋定位式局部模、随动局部模、分瓣式组合模及分段式组合模等,详见表7-18。
表7-18 旋压模具的类型
模具外形与工件内形基本相同,考虑工件的壁厚回弹和直径胀缩,模具直径尺寸可参考工件内径尺寸公差的中下限。
强力旋压模具的有效工作段较简单,其硬度、尺寸精度及表面粗糙度要求则较高。普通旋压模具的硬度和尺寸精度要求不及强力旋压模具,但有些模具形状比强力旋压模具复杂。
旋压模具要承受旋压力、尾顶力及弯矩和扭矩,因此应具有足够的强度、刚度和硬度。
旋压模具要求顶端圆角半径取(0.5-1.0)t0,并有便于装坯料的锥角。旋压模具的空载径向圆跳动应不大于0.10mm。成形工件时,模具与坯料内表面接触,产生轴向滑动摩擦,因此模具工作表面宜精磨光滑,以减少轴向摩擦。
旋压成形高强度钢工件时,模具表面硬度应在58~62HRC范围,尤其是旋压大直径薄壁筒形件时,模具表面硬度不小于60HRC、淬硬层厚度应大于5.0mm才能满足旋压工艺要求。
强力旋压大直径筒形件时,模具设计为空心,壁厚为80~150mm。旋压强度低的铝合金材料,模具可采用铸造成形;旋压高强度金属材料,模具需锻造成形。此时,冷旋模具表面硬度需要大于55HRC,以保证筒形旋压筒件的内表面高质量。
2.旋轮
管材旋压时,旋轮与坯料之间的单位接触压力可高达1000~3500MPa,旋轮需整体淬硬。常用的旋轮材料为工具钢、高速钢、硬质合金,硬度达60~63HRC。热旋时,旋轮采用热模具钢,硬度大于55HRC。
根据机床不同,旋轮外径的范围Dρ为120~380mm。旋轮外径大,有助于限制坯料的横向流动及扩径,可选用较大的旋轮轴承,提高其寿命。旋轮空载径向圆跳动应为0.01~0.03mm。
单旋轮旋压时,于工件圆柱面上的变形区沿螺旋线纵向推进,不平衡的径向旋压力影响工件精度。因此,单旋轮旋压适宜薄壁、粗短件。双旋轮旋压可平衡径向旋压力,但是细长件仍易出现模具振动。
三旋轮均布受力最合理,优于三旋轮非均布。三旋轮旋压可增加坯料夹紧的可靠性,减少模具偏心,增加塑性区及有益于应力分布。旋压的旋轮的分布图如图7-10。(https://www.xing528.com)
三旋轮旋压时,不但径向力可互相平衡,而且变形区由点接触变为近似环形接触,在旋压成形过程中,工件圆柱面上的环形变形区沿螺旋线纵向前进,变形条件得以改善,工件的尺寸、形状及表面精度大大提高。
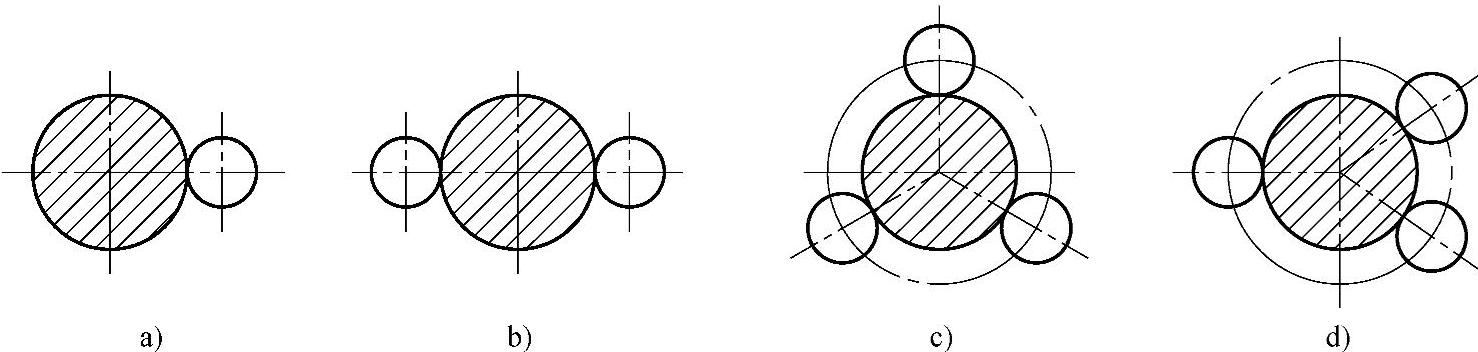
图7-10 旋压的旋轮分布图
a)单旋轮 b)双旋轮 c)三旋轮均布 d)三旋轮非均布
旋轮工作部分外形如图7-11所示。R型旋轮用于旋压延展性好的材料,以及筒形件。α型和h-α型旋轮用于旋压时,能避免旋轮前形成的隆起与堆积。成形角αρ过小易扩径,过大易失稳隆起,常选择的范围是15°~30°。圆角半径rρ≈(0.5~1.5)t0,对于硬度高的材料取小值。

图7-11 旋轮工作部分外形图
a)R型旋轮 b)α型旋轮 c)h-α型旋轮
均布三旋轮旋压时,通常采用错距旋压,即旋轮互相之间沿径向或轴向错开一定的距离来成形零件。采用错距旋压,可以在一道次中完成非错距旋压时几道次完成的工作,使效率成倍提高,并可提高工件的直径精度,但总旋压力和主轴功率相应增大。
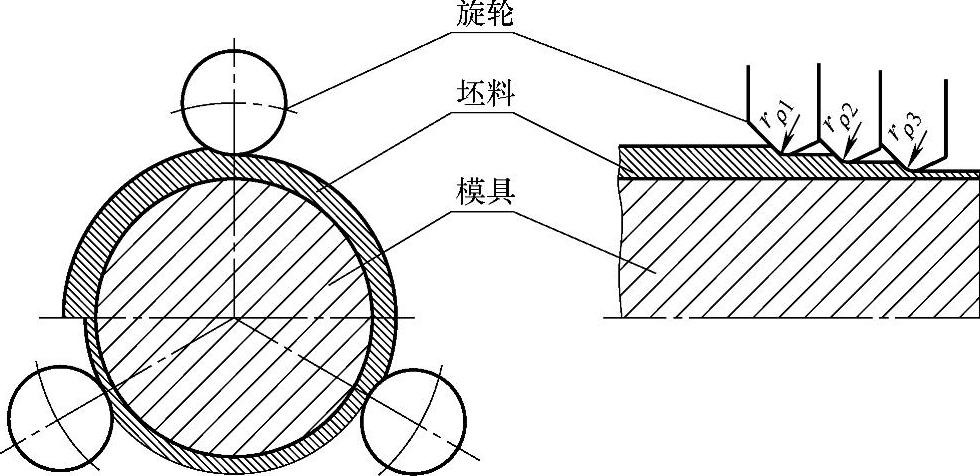
图7-12 错距旋压示意图
错距旋压有两种形式,一是径向错距,另一种是轴向错距,如图7-12所示。多数错距旋压两种形式同时采用。互成120°均匀分布的三个旋轮错距旋压时,三个旋轮径向错开一定距离,轴向也错开一定的距离,这相当于一道工序完成了三道工序的压下量。
采用错距旋压,道次变形率大,工序少,效率高,工艺流程短,工件的尺寸精度及形状精度及表面质量明显提高。
错距旋压在均布三轮旋压机上已获得广泛应用,在双旋轮旋压机上也可采用。坯料起旋处应预制与多旋轮工作相应的台阶。径向压下量的分配要使各旋轮受力大体相当。旋轮型面参数取:rρ1≥rρ2≥rρ3。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。