



1.常规机械弯管原理
在前面已经讲述了数控弯管原理,现在再讲述常规机械弯管原理。从技术的角度来看,将数控弯管机的三个轴的数控功能代之以手动开关来控制弯曲、直线送进、前后两个弯曲平面夹角旋转。弯曲角度是靠限位开关(受到人的反应速度影响而增加可以移动设置的限位开关)控制的,弯曲之前按照实样钢丝样板(也称比尺)的角度设置好限位开关的位置(当然要考虑回弹而多加一定的过弯量)。直线段的送进依靠手动开关比照实样钢丝样板就可以完成(因为可以来回修正达到尺寸精度,没有弯曲角度那种受到人的反应速度限制而超差还不可以更改的致命问题)。前后两个弯曲平面夹角的确定只需要手动开关来控制夹头的夹紧与松开而人工旋转角度与实样钢丝样板比照而达到,或者在夹头夹紧导管后用手动开关控制夹头顺时针或逆时针旋转而达到。
常规机械弯管的模具与数控弯管的模具相同,唯一的差别是常规机械弯管的压力模的压力与助推压力不可以预先编程设置;并且大部分的常规机械弯管机没有压力模径向压力液压缸,夹紧模也没有径向压力液压缸,两者均使用四杆凸轮机构实现径向加压。为了实现2D及2D以下甚至1D的弯曲,有的安装了压力模轴向压力液压缸实现压力模助推以弥补导管材料塑性不足。助推的效果相当于将应力中心层向弯曲外侧移动而减少弯曲外侧的拉伸和内侧的压缩。图6-5所示为常规机械弯管机。
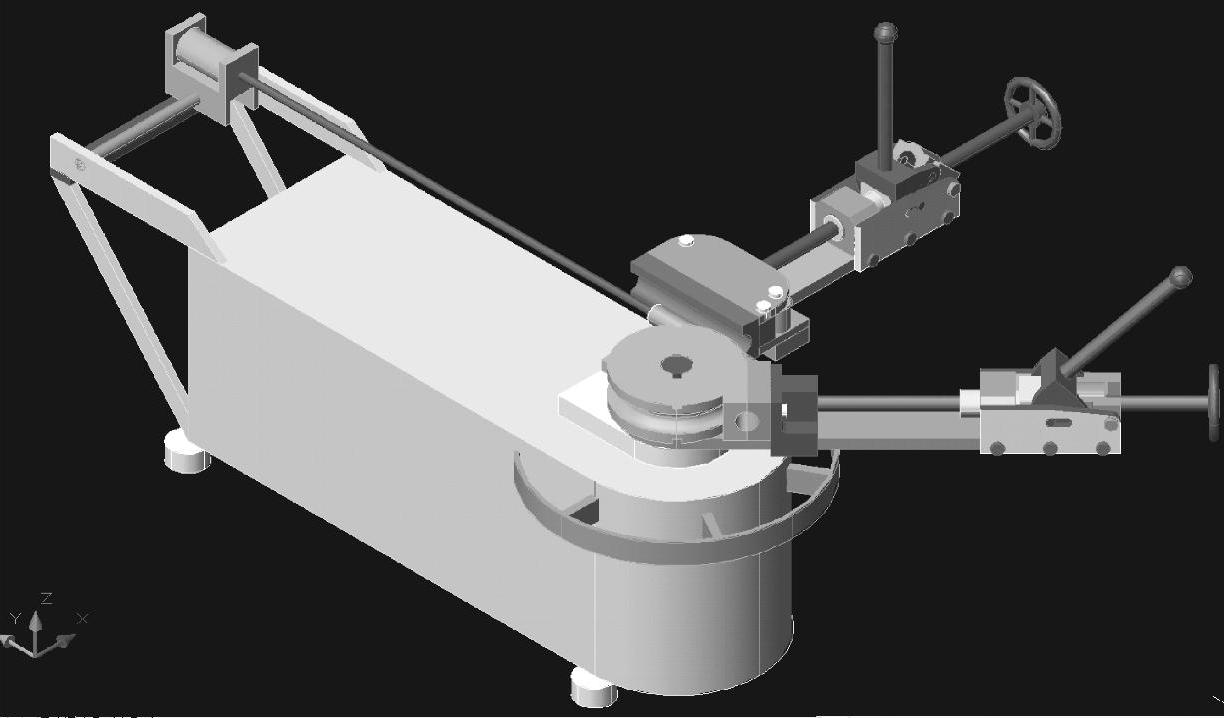
图6-5 常规机械弯管机(https://www.xing528.com)
2.常规机械弯管的误差修正
常规机械弯管的误差修正只能依靠人工凭积累的经验来完成。误差主要表现在弯曲回弹上,施加一定的过弯量(经验值)可以达到修正目的。修正的基准依据是导管实样和钢丝样板。图6-6所示为导管实样与钢丝样板。
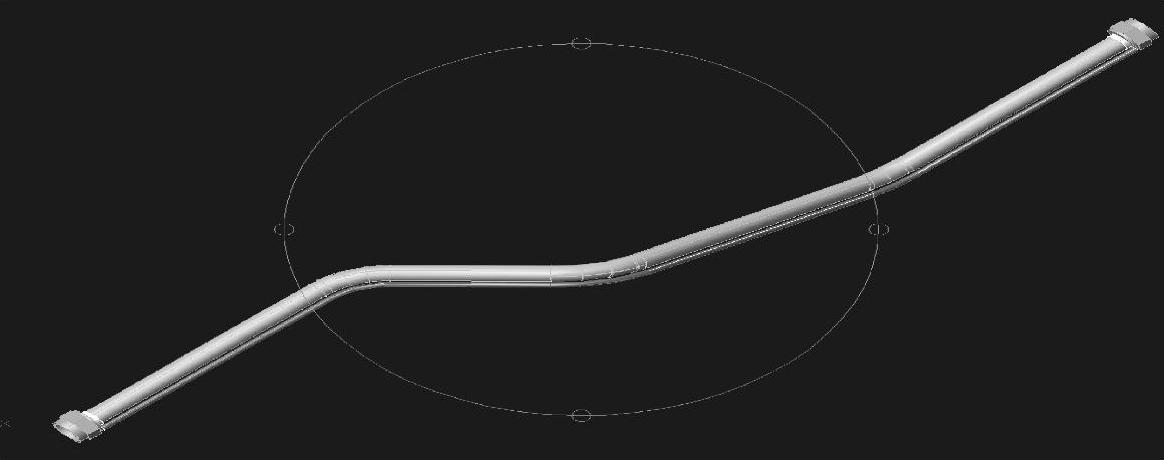
图6-6 导管实样与钢丝样板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。