



1.概述
型材滚弯成形工艺常用于飞机机身结构框、火箭结构框、高速列车横隔框和建筑行业曲面幕墙骨架的制造过程。
型材四轴滚弯机(简称“四轴辊”)是型材滚弯成形的专用设备。国内现有型材四轴滚弯机的型号及主要技术参数,请参阅第10.2节、第10.3节的内容。
型材从四个同步旋转的辊轮间通过,在辊轮作用力和摩擦力的作用下,向前推进并产生弯曲变形,如图5-28所示。
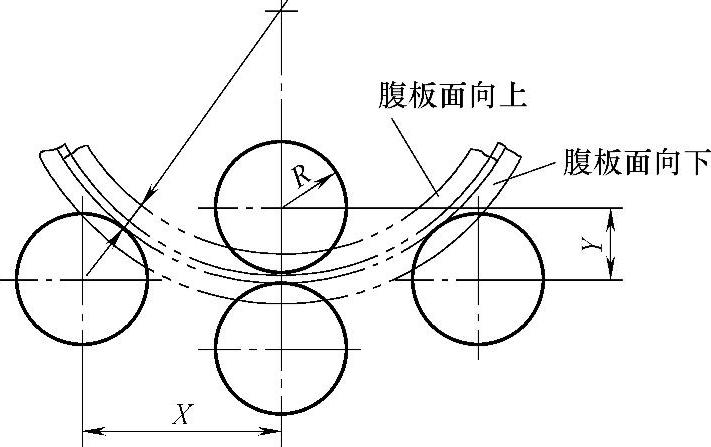
图5-28 型材滚弯
四轴型材滚弯成形适合于大曲率半径,截面形状简单的型材零件成形,最适合等曲率、对称截面型材的成形。
2.典型型材滚弯零件
典型型材滚弯零件见表5-8。
表5-8 典型型材滚弯零件

3.型材滚弯成形工艺要点及对策
(1)型材绕纵轴扭转,产生歪扭畸变 对于非对称截面型材而言,由于型材截面承受弯曲合力的作用点偏离型材零件形心垂面,从而导致零件扭曲。
对策:
1)在型材滚弯机上增加侧挡装置,使型材受控在一个平面内弯曲。
2)若有可能,采用组合滚弯成形,将非对称截面成对组合为对称截面。
(2)型材形状及角度畸变 滚弯过程中,型材各部位受力不均和板料各向异性所致。
对策:
1)提高机床刚性及辊轮质量。
2)限制型材缘板变形。
4.型材常用材料(https://www.xing528.com)
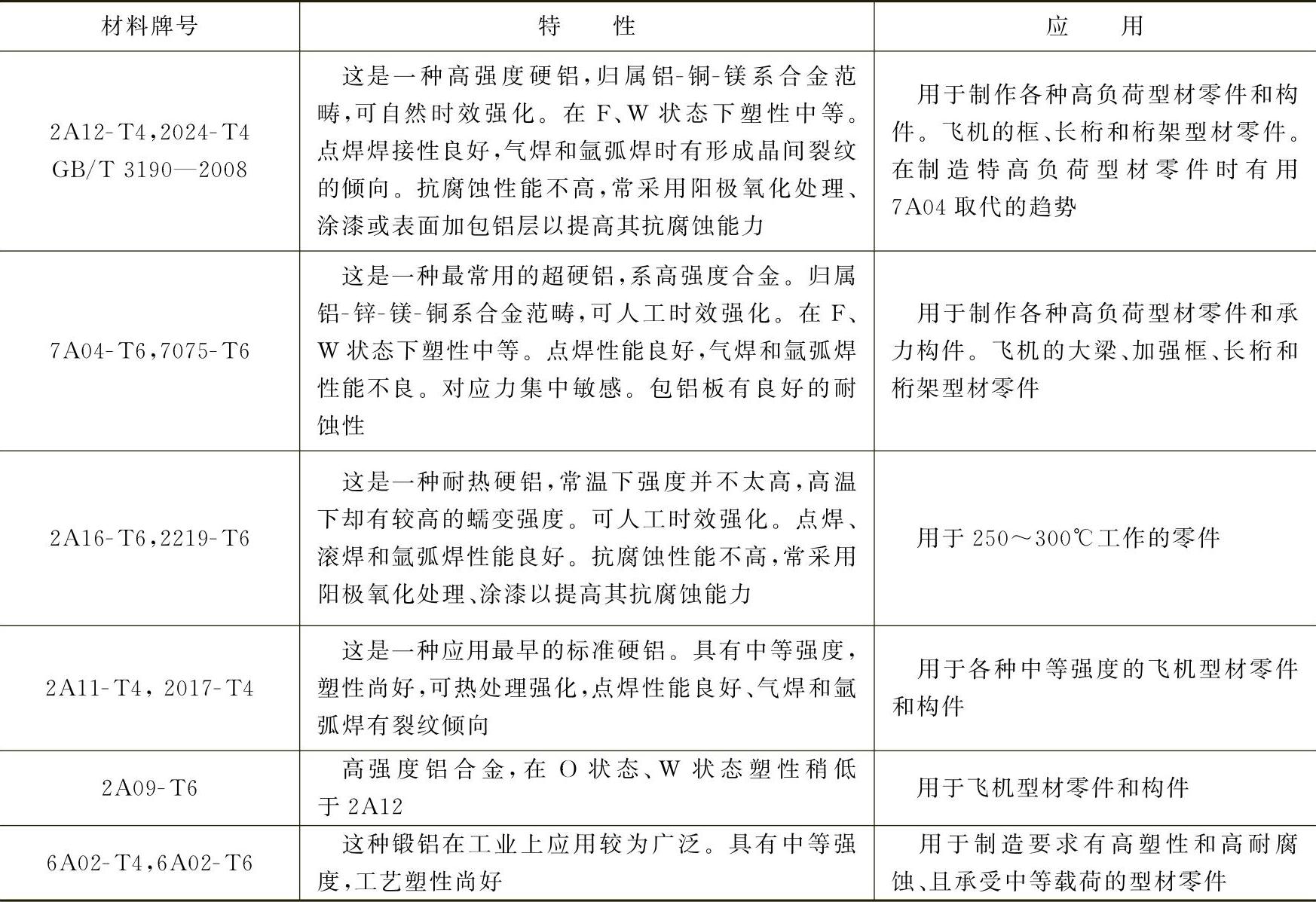
型材常用材料见表5-9。
表5-9 型材常用材料
5.型材滚弯工艺装备
辊轮是与零件直接接触的成形工装,而型材四轴滚弯机需要四套辊轮(两套弯曲辊轮、两套导向辊轮)。对于不同的型材零件截面,要选择不同的成套辊轮。一般来说,L形、T形、∏形等截面可选用通用辊轮,其他异型截面则选用专用辊轮。
(1)辊轮的结构形式辊轮一般为拼合结构,由内侧轮片、外侧轮片和垫板按型材截面形状的不同组合而成,如图5-29所示。
(2)辊轮与零件的间隙型材内边缘与辊轮之间的合理间隙值选取范围为0.1~0.2mm。
(3)辊轮直径的选择
1)适当加大上导轮、下导轮直径,使型材与导轮之间有较大的接触面积,以改善型材在导轮间的支撑状态。
2)尽量减小弯曲轮和导向轮之间的中心距,缩短型材悬空段长度。
6.型材滚弯机床设备
国内现有型材四轴滚弯机型号及主要技术参数,请参阅第10章的内容。它们主要用于航空、航天业界。
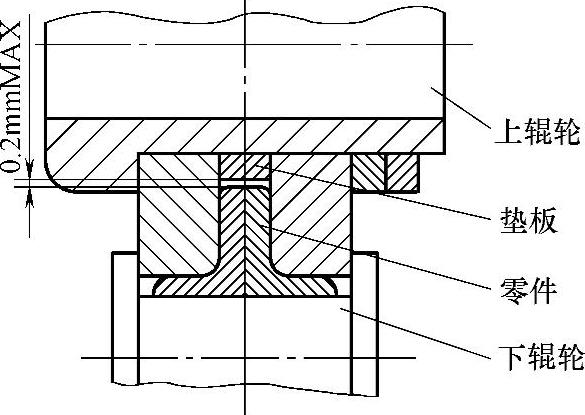
图5-29 组合式辊轮
7.典型零件工艺流程
飞机机身型材隔框 型材滚弯成形,材料2A12-T3-δ1.2或2024-T3-t0.05,零件草图如图5-30所示。
工艺流程:按型材展开长度(加上1.3倍的弯曲轮中心距长度)下料→滚弯成形→切割→按检验模手工校正→检验。
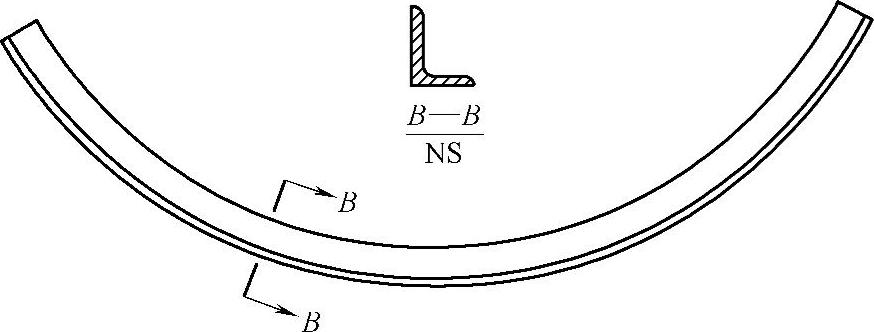
图5-30 飞机机身型材隔框
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。