



按驱动方式分类,常用的闸压床有两种类型,即机械折弯机和液压折弯机。
1.机械折弯机
机械折弯机又可分为机械式折板机和机械式板料折弯机。前者简称折板机,后者简称压弯机。前者结构比较简单,适用于简单小型零件的生产;后者结构比较复杂,适用于大中型复杂零件的生产。
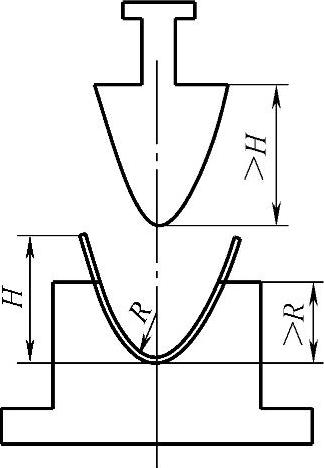
图4-99 蒙皮零件闸压模具
2.折板机
按传动方式分类,折板机有手动和机动两种,一般都是使用机动的。机动折板机主要由床架、传动丝杆、上台面、下台面和折板等组成。折板机结构简单,工作部分是固定在台面和折板上的镶条,其安装情况如图4-100所示。上台面和折板的镶条,一般是成套,具有不同的角度和弯曲半径,可根据需要选用。
折板机的操作过程如下:
1)将选好的镶条装在台面和折板上。如所弯制零件的弯曲半径比现有镶条稍大时,可加特种垫板,如图4-101所示。这样在工作时,垫板要垫在坯料的下边。
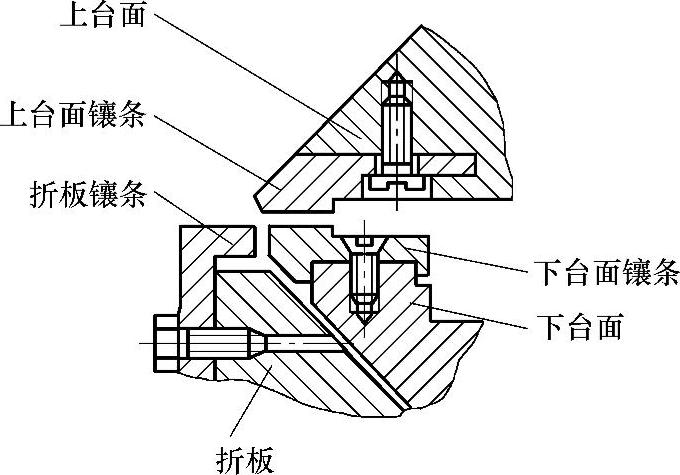
图4-100 折板机上镶条的安装情况
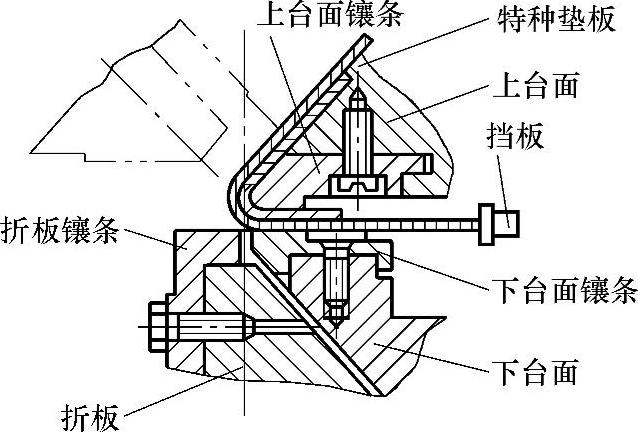
图4-101 镶条的使用情况
2)下降上台面,翻起折板至90°角,调整折板与台面的间隙,以适应材料厚度和弯曲半径,为避免折弯时擦伤坯料,间隙应稍大些。
3)退回折板,升起台面,放入的坯料靠紧后挡板。若弯折较窄的零件,或不用挡板时,坯料的弯折线应对准台面镶条的外缘线。
4)下降上台面,压住坯料。
5)翻转折板,弯折至要求角度。为得到尺寸准确的零件,应注意回弹,必须很好地控制弯折角度。
6)退回折板,升起上台面,取下零件。
手动折板机的结构及工作原理与机动的相似,只是台面的起落,靠人力摇手轮来实现;折板的转动是靠人力直接往上抬来弯折零件。
折板机所弯折的零件一般精度较低,折板机工作效率也很低,因此,小型折板机使用较广,当产品较大,要求较严时常用机械式板料折弯机。
3.机械式板料闸压床
它采用曲柄连杆滑块机构,将电动机的旋转运动变为滑块的往复运动。只要保证传动系统和工作机构有足够的刚度与精度,就能使工件具有相当高的尺寸重复精度。它的每分钟行程次数较高,维护简单,但机构庞大,制造成本较高,多半用于中、小件闸压。
机械式板料闸压床的结构类似于普通开式双柱双点压力机。图4-102所示为机械式板料闸压床的传动系统。工作时,拖板的起落和上下位置的调节,是两个独立传动系统。拖板位置的调整是靠电动机,通过齿轮带动轴转动,装在轴上的蜗杆使连杆螺丝旋入连杆内,通过电动机换向,便可上下调节拖板位置。拖板起落是靠电动机,通过皮带轮、齿轮带动传动轴转动,通过齿轮带动曲轴转动,使连杆带动拖板起落,进行闸压工作。(https://www.xing528.com)
机械式板料闸压床的操作过程如下:
1)将拖板下降至最低位置,调整拖板的最低点到工作台面的垂直距离(即闭合高度)比上下两弯曲模总高度大20~50mm。
2)升起拖板,安装上模和下模。一般是先把下模放在工作台上,然后下降拖板再装上模。在安装上模时,要保持两端平行,从拖板固定槽的一端,一边活动一边往里推至拖板中间位置,使机床受力均衡,并用螺钉紧固。
3)开动拖板的调整机构,使上模进入下模槽口,并移动下模,使上模顶点的中心线对正下模槽口的中心线,将下模固定。
4)升起拖板,按弯曲尺寸调整挡板,如图4-103所示。下模侧面至挡板距离可按下式计算A=L+B/2+C (4-14)
式中 A——下模侧面至挡板距离,单位为mm;
B——下模槽口宽度,单位为mm;
C——下模侧面至下模槽口边缘的距离,单位为mm;
L——弯曲线至坯料边缘的距离,单位为mm。
工作时,一般标出A值,经过试弯作适当调整后确定下来。
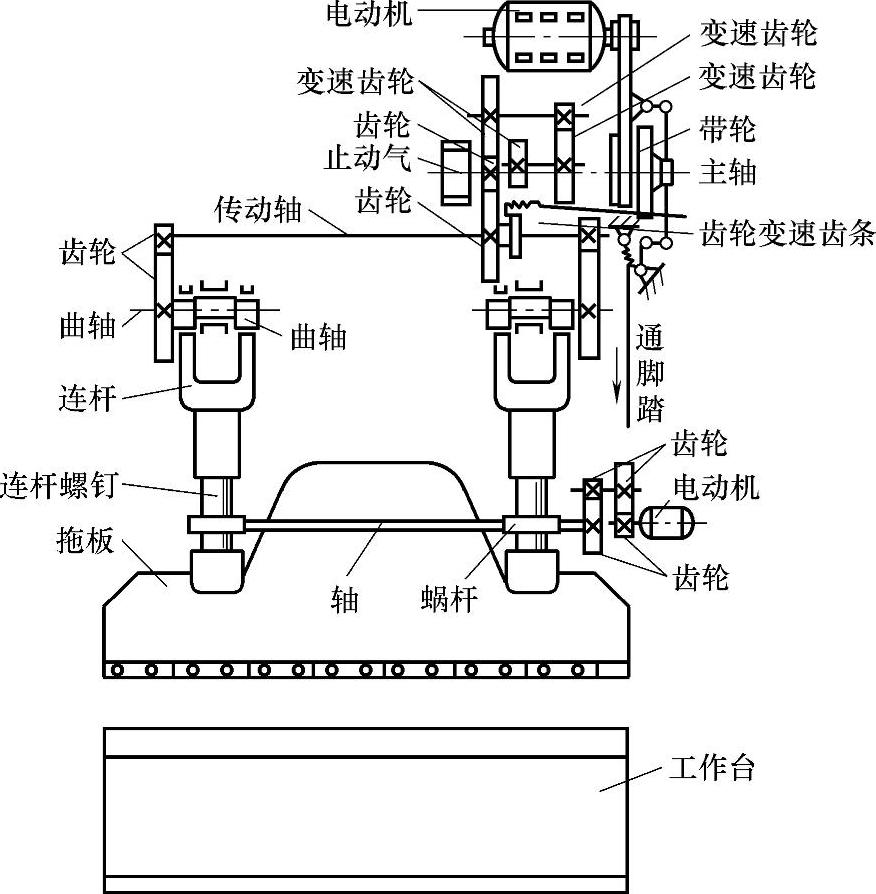
图4-102 机械式板料闸压床的传动系统
5)按要求调整闸压角度。只需调整上模进入下模的深度,闸压角度就很容易达到要求。一般先用废料试调,调好后再正式进行弯曲工作。
4.液压板料闸压床
液压板料闸压床采用油泵直接驱动。由于液压系统能在整个行程中对板料施加全压力,过载时自动保护,易于实现自动控制,因此液压闸压床是现代最常见的闸压床。一般它采用两个竖直油缸推动滑块运动。为防止滑块在运动过程中产生过大的偏斜,还设有同步控制系统。
5.数控闸压床
随着钣金零件准确度与表面质量要求的不断提高,以及数控设备的逐渐发展,数控闸压床已逐渐应用于板材闸压成形中。
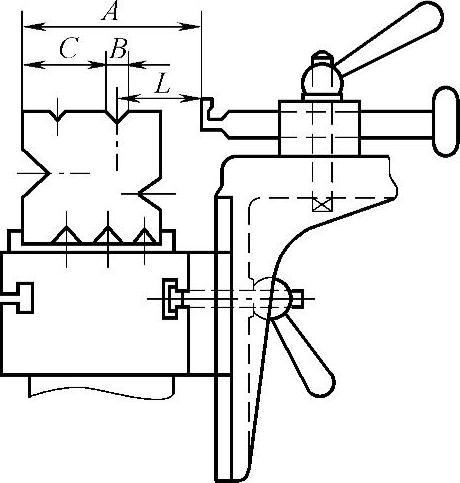
图4-103 挡板位置确定
闸压成形主要是通过安装在滑板上的凸模下降,将放在下模上的板料弯成一定角度,凸模的下降是通过传动系统准确调节滑板的下死点位置来控制的。床台后装有位置可调节的挡板用于坯料定位。数控闸压床是将挡板和上模的动作数控化,它主要是计算机根据输入的程序,计算出折弯每一道弯边凸模下降的深度和挡板所需的位置,并选择模具不与零件干涉的最佳闸压顺序,然后指令机床按程序逐步闸压各个弯边,每完成一个闸压动作,凸模都会退回原位,挡板按指令前进或后退,左移或右移,升高或降低进入下一道闸压所需的位置,然后送料,凸模再次下降到达新弯角所需的深度后返回。如此往复,最终完成整个零件的闸压。
在整个闸压过程中,数控闸压床可通过指令控制机械手自动递送和翻转材料。另外,机床可通过测量系统检测出成形后零件的角度和弯曲中心线直线度的实际值,通过计算得出角度回弹值和挠度补偿值,并指令闸压床动作完成回弹补偿。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。