



1.平板闸压成形特点
平板闸压成形的特点是闸压弯曲线为直线。
2.平板零件闸压工艺方法
(1)闸压成形零件的关键要素
1)弯曲半经。弯曲半径r≥板材最小弯曲半径。
2)弯边高度。
H≥r+2t
式中 H——弯边高度。
L≥B/2+t
式中 L——零件边缘至弯曲中心线距离;
B——下模槽宽。
3)止裂孔、止裂槽的大小及位置。弯曲线不应通过零件宽度突变处,如必须在宽度突变处弯曲,应事先制出止裂孔或止裂槽(见图4-85)。
4)孔边缘距离弯曲处的位置尺寸要求如图4-86所示。当t<2mm,B≥t;当t≥2mm,B≥2t。
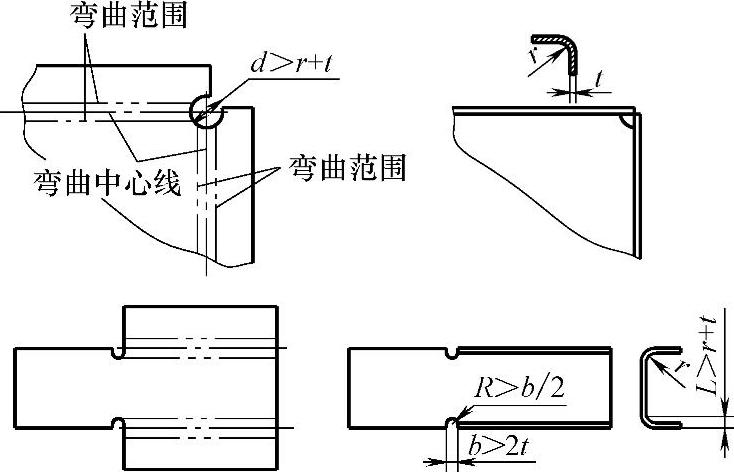
图4-85 闸压零件止裂孔(槽)要求
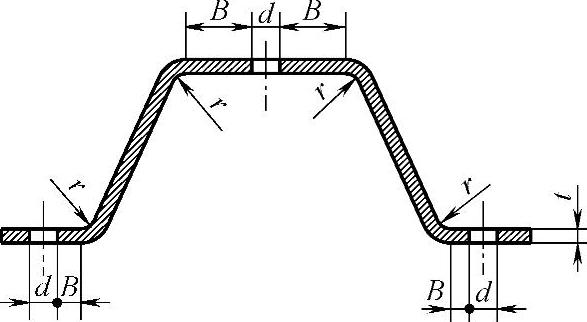
图4-86 闸压零件上孔的位置要求
5)材料纤维方向与弯曲线的夹角。材料的纤维方向最好与弯曲线垂直。零件需在不同方向折弯时,最好使弯曲线与材料纤维方向成45°夹角。当零件在结构形状和尺寸无法满足上述要求时,应在结构设计时加大弯曲半径。
6)零件在闸压时的开敞性要求如图4-87所示。
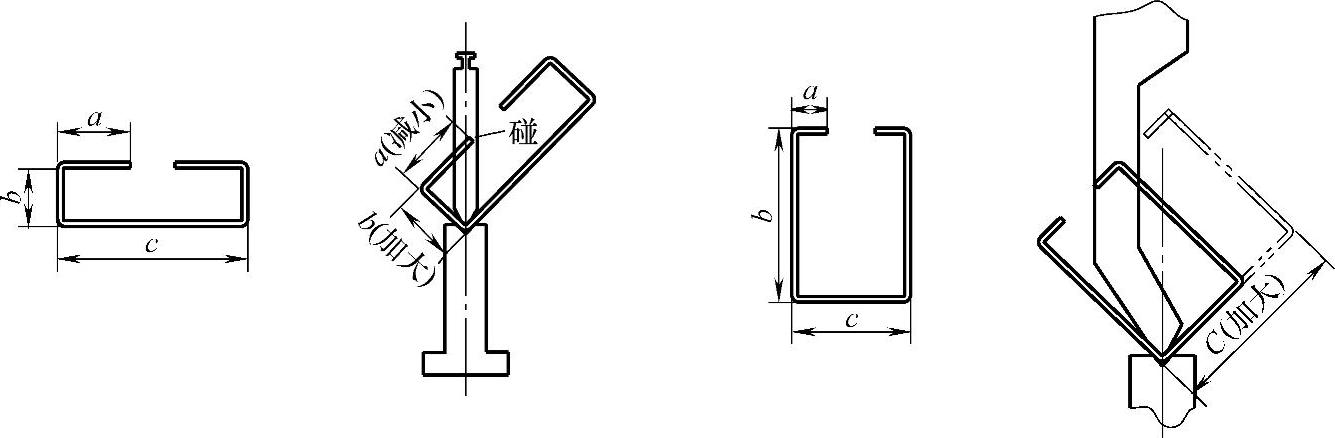
图4-87 闸压零件的开敞性要求(https://www.xing528.com)
(2)闸压成形坯料尺寸的计算 在计算闸压成形零件的展开尺寸时,一般是按闸压次数将零件分解为若干部分(见图4-88),按公式4-12计算每次闸压零件的展开尺寸后,再将各个展开尺寸依次相加,得到的尺寸与图形为零件最终的展开尺寸L和图形。
L=L1+L2+π(r+Kt)α/180 (4-12)
式中:L1、L2——各直线段尺寸,单位为mm;
r——闸压件弯曲半径,单位为mm;
K——中性层位置系数,见表4-26;
t——材料厚度,单位为mm;
α——弯曲角度,单位为°,如图4-88所示按外侧角度值计算。
表4-26 闸压90°时的中性层位置系数K的选取

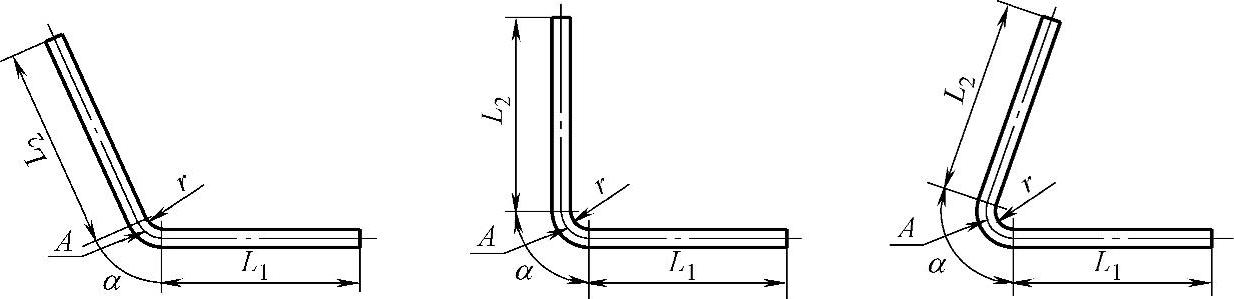
图4-88 闸压零件的展开尺寸计算示意图
材料在弹性弯曲变形或在变形程度较小的塑性弯曲时中性层与弯曲坯料截面中心轨迹相重合。但板料在实际成形时,变形程度较大,这时中性层不与坯料截面中心层重合,而是向内移动。中性层位置系数K就体现了中性层的内移量,其具体值可通过查表得到,表4-26列出了闸压90°时的中性层位置系数K的选取。
(3)闸压成形工序的安排
1)一次闸压。对于简单的V形、U形件,也就是零件上只有一条弯曲线的零件,采用一次闸压成形,零件截面如图4-89所示。
2)多次闸压。对于形状复杂,即弯曲线为两条或两条以上的零件,一般采用二次或多次闸压成形。需要多次闸压时,闸压顺序一般是先两端、后中间,前次闸压应考虑后此闸压有可靠的定位边,并且后次闸压不能影响或破坏前次闸压的形状。多次闸压成形零件截面如图4-90所示。

图4-89 一次闸压成形零件截面
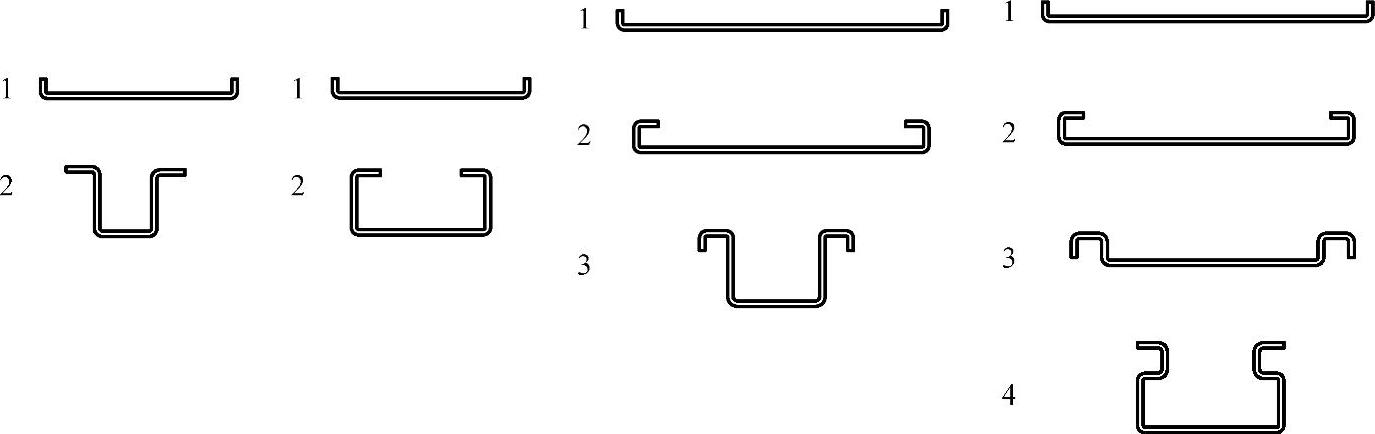
图4-90 多次闸压成形零件截面
当闸压件截面几何形状不对称时,为避免闸压时坯料偏移,可采用成对闸压,然后再切成两件。成对闸压成形零件截面如图4-91所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。