



1.拉深成形零件设计的总体要求
(1)形状要求
1)形状越简单、对称,则越易成形,要尽量避免零件轮廓的突变。
2)对于非直壁的拉深件,最好在根部增加一段直壁,可使材料充分拉紧,可有效防止零件腔内材料的失稳起皱。
3)对于半敞开及非对称的拉深件设计可考虑将两个或多个零件组合成一个整体成形后再切断。
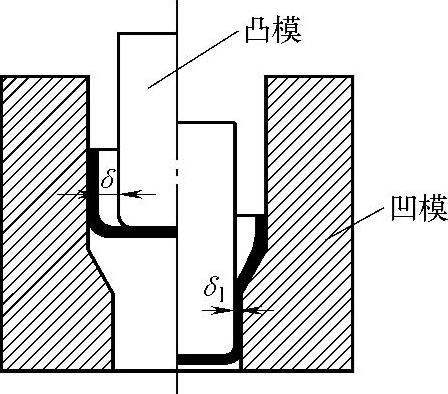
图4-64 变薄拉深示意图
4)各部位形体比例恰当,对于凸缘过宽或深度过深的零件成形是十分困难,甚至无法成形。
(2)对零件的尺寸要求
1)由于材料厚度变化,所成形出的各部位壁厚不均匀,尺寸精度不能很高,而且一般只标出所必须保证的尺寸。
2)有凸缘的拉深件,其凸缘大小需合适,太大会超出材料的变形极限,太小则不利于压边装置消皱。
3)一般法兰及口端增厚,接近底部变薄,其变化量约为(0.6~1.2)t,而且口端会发生回弹,在满足装配的情况下应允许存在一定的工艺斜度。
(3)对零件圆角半径的要求
1)凸缘与壁部间的圆角半径rf应大于2倍料厚,合理的取值范围为rf=(4~8)t,如果较小时,应进行专门的圆角修整。
2)底部与壁部间的圆角半径rd应大于2倍料厚,合理的取值范围为rd=(3~5)t;当rd较小时,应在成形后对其进行修整。
3)盒形件四壁间的圆角半径ry>3t,为了减少拉深次数,并使坯料的展开形状简单,应尽量使ry≥0.2h(高度)。盒形件几何标注如图4-65所示。
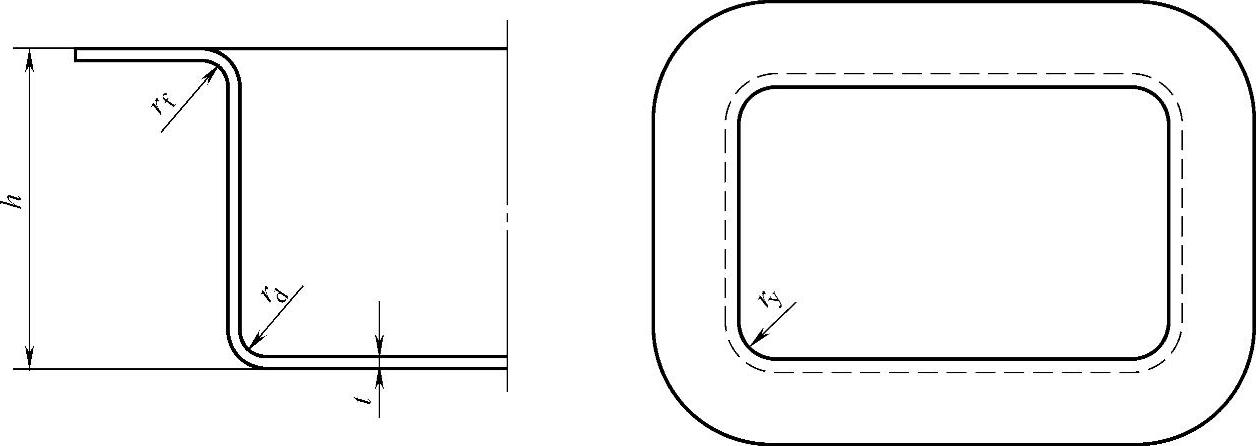
图4-65 盒形件几何标注示意图
2.坯料形状及尺寸的确定
(1)简单筒形件坯料尺寸计算 零件在普通的拉深成形过程中,材料厚度虽有变化,但其平均直径与坯料的原始厚度十分接近。因此坯料的展开尺寸可根据坯料面积等于拉深件面积的原则来确定,坯料的直径可按式(4-5)确定

式中 A0——包括修边余量的拉深件的表面积;
∑A——拉深件各部分表面积的代数和,一般简单的旋转体可分解为圆柱,圆台、球面,环面等,这些均可通过初等数学的计算方法来求得。如果需要计算请参阅《冲压模具设计手册》(马朝兴主编,化学工业出版社,2009.9)中拉深模设计相关内容。
(2)复杂旋转体拉深件坯料尺寸的确定 复杂旋转体拉深件面积由久里金法则求出,即任何形状的母线绕轴旋转一周所得到的旋转体的表面积,等于该母线的长度与其形心绕该轴线旋转所得圆的周长的乘积,
即: A=2πXL
根据拉深前后表面积相等,形状相似的原理,可求出πD2/4=2πXL

式中 A——旋转体表面积,单位为mm2;
X——旋转体母线形心到旋转轴线的距离(又称旋转半径),单位为mm;
L——旋转母线长度,单位为mm;
D——坯料直径,单位为mm。
要求出坯料的直径,只需要知道旋转体母线长度及其形心到轴线的距离就可以了。如果母线比较复杂时,可先将其分成简单的直线或圆弧,分别求出直线或圆弧的长度L1,L2,…,Ln和其形心到旋转轴的距离X1,X2,…,Xn,再求坯料直径。
(3)盒形件坯料计算 盒形件的拉深成形,就其变形性质是与旋转体的拉深相同的,但其变形要比筒形件复杂,由于沿盒周边的变形是不均匀的,转角材料会向侧壁部位流动,增加了侧壁的高度,影响了坯料的形状及尺寸。一般情况下,要根据盒深、短边长度及圆角半径将盒形件分成几个区域,对不同的区域根据变形情况分别进行计算,并通过作图法或计算法将各部分光顺,见表4-12、表4-13、表4-14、表4-15。
表4-12 小圆角、低盒形件坯料确定方法
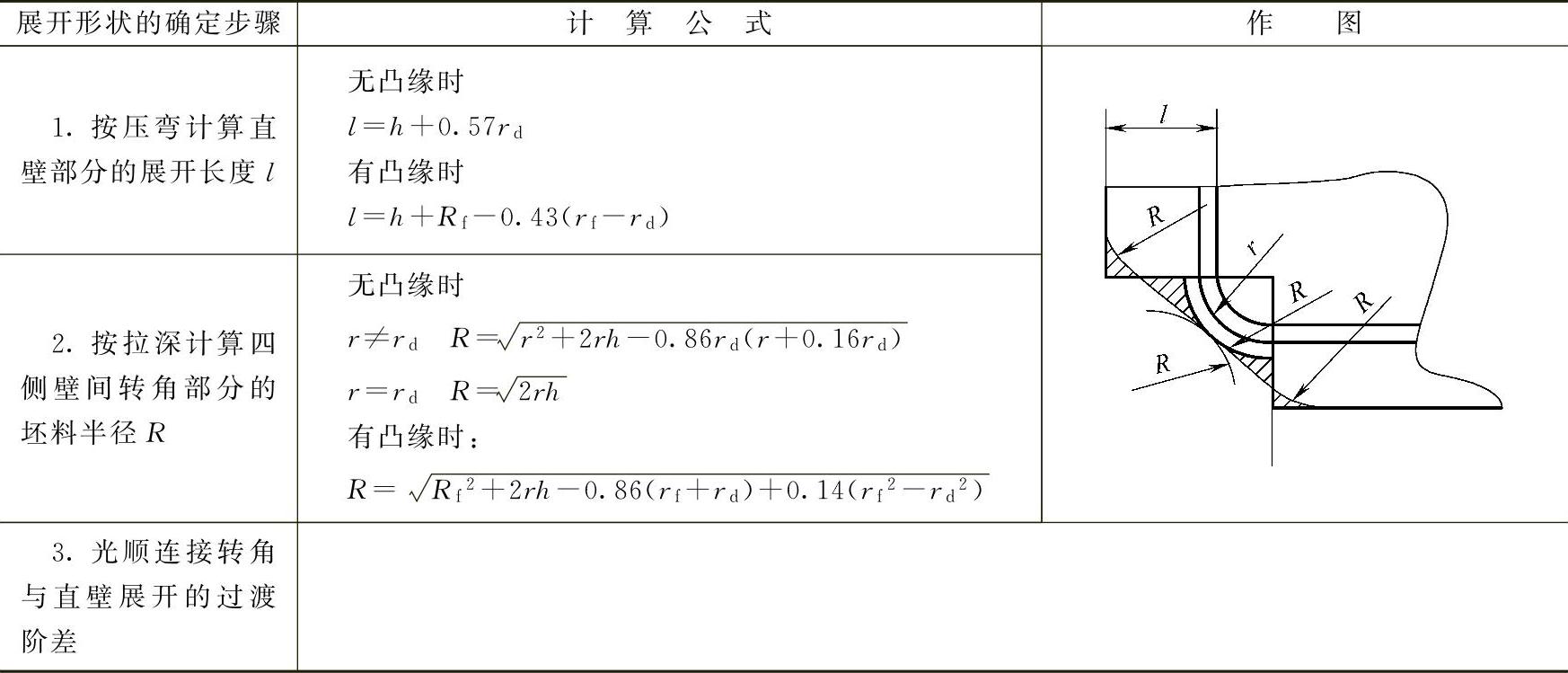
表4-13 大圆角、低盒形件坯料确定方法
(续)

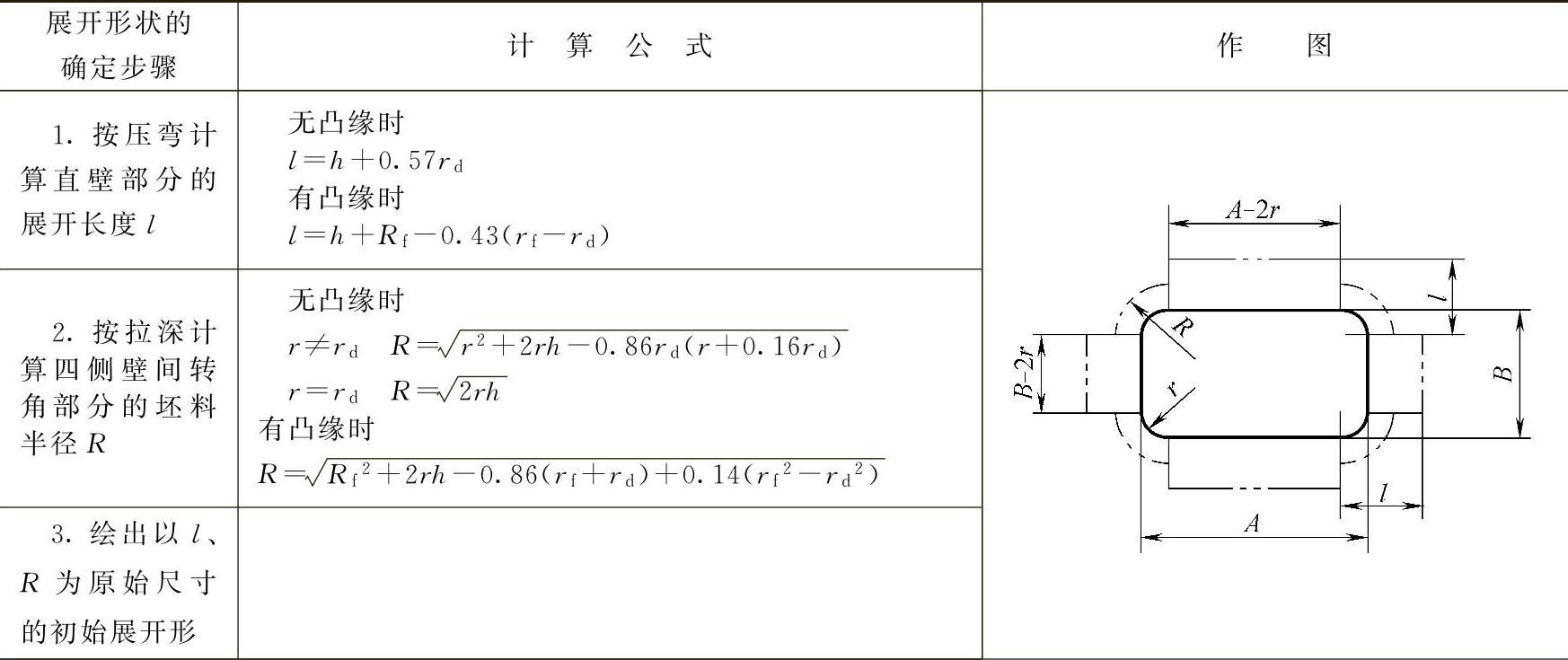
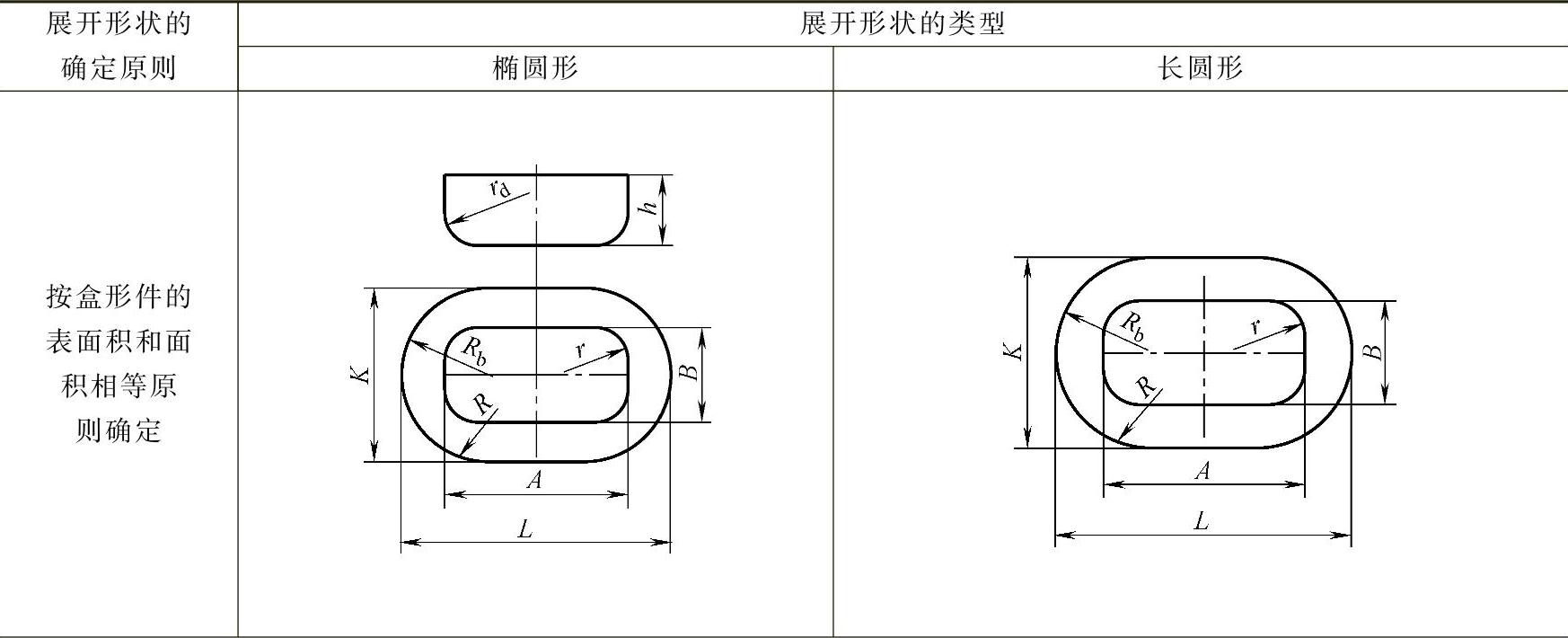
表4-14 大圆角、较深盒形件坯料确定方法
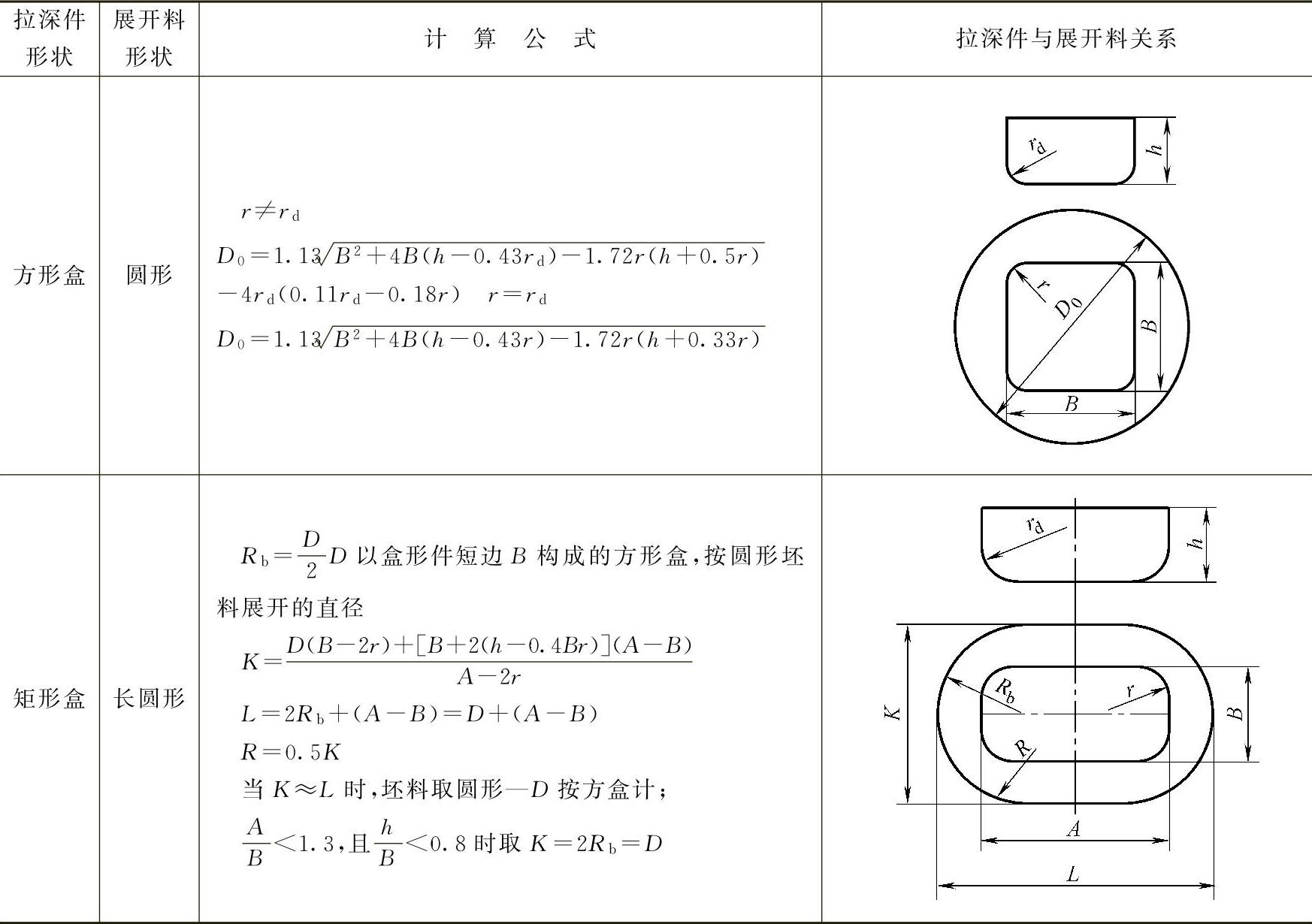
表4-15 深盒形件坯料确定方法
(续)

(4)复杂异形零件展开料的计算 在飞机结构中,有许多复杂的钣金立体零件,其形状既不是旋转体,也不是规则的盒形件,这类零件不仅形状不规则,而且材料的塑性变形情况也是很复杂的。形状确定一般遵循以下原则:
在实践中,通常是把这类零件的形体依据各部位的几何特征作必要的简化,再按照简化后的形体进行展开。将经过简化后的形体展开料作为雏形,经试压、逐步修正,最后求得合适的坯料展开形状与尺寸,并依此制作一块坯料样板,以备后续量产时下料用。
近年来,随着数字化设计制造的发展,使有限元技术及相关专业软件得到了长足的发展,可以通过对成形过程反向求解,即可求得所需坏料的形状及尺寸,大大提高了坯料确定的准确性。
3.拉深成形工艺要求
(1)拉深系数
1)筒形件拉深系数。为了能够衡量拉深成形时材料的变形程度,引入拉深系数的概念,其定义是圆筒形拉深件每次拉深后直径与拉深前坯料(或半成品)直径的比值,用m来表示,它是衡量拉深变形程度的指标,其倒数(1/m)称为拉深比,如图4-66所示。
第一次拉深系数 m1=d1/D
第二次拉深系数 m2=d2/d1
第n次拉深系数 mn=dn/dn-1
多次拉深的总拉深系数 m=dn/D=m1m2…mn
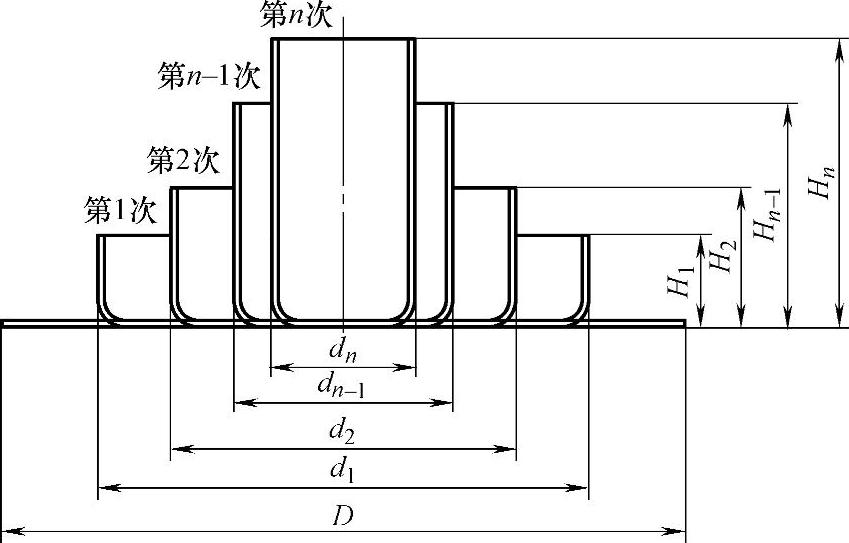
图4-66 筒形件拉深系数m的定义
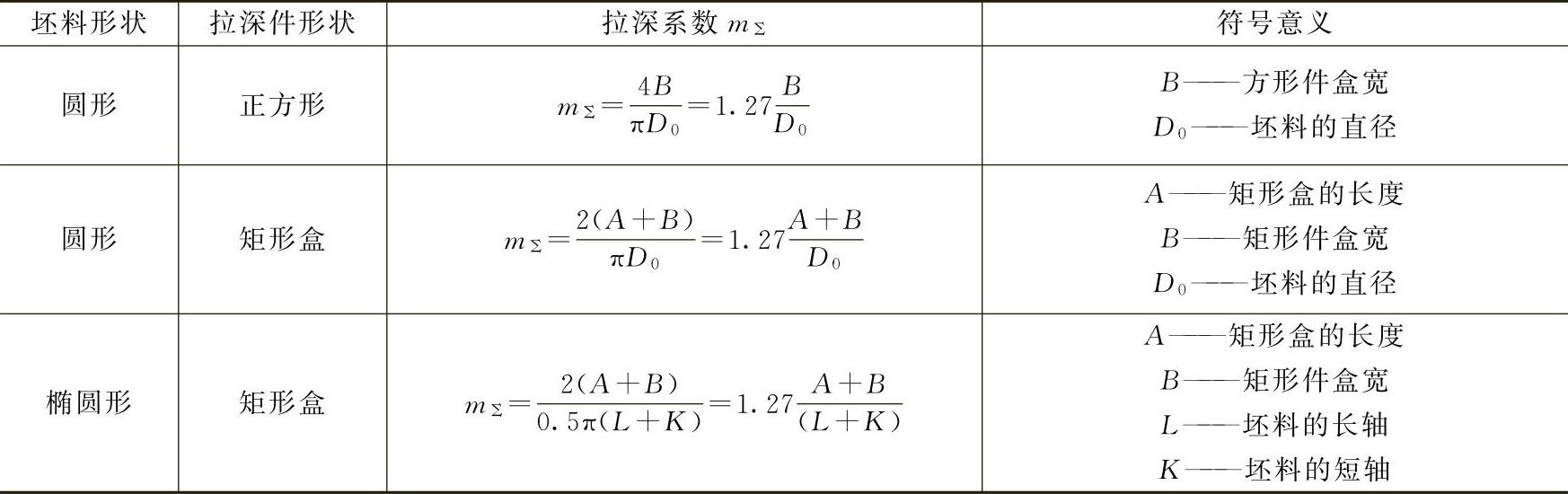
2)盒形件拉深系数。对于低盒形件,由于侧壁间圆角相对于直壁变形程度大,故其变形程度可根据侧壁圆角半径(r),将四个角假想构成一个旋转筒形件,按该旋转筒形件来计算拉深系数,即

式中 r——盒形件侧壁间的圆角半径;
Ry——假想筒形件展开坯料半径。
对于高盒形件一般需要多次成形,其总拉深系数的计算公式见表4-16。
表4-16 高盒形件总拉深系数的计算公式
3)影响拉深系数的因素。
①材料的物理力学性能:材料塑性好、屈强比小,则m就小。
②材料的相对厚度t/D:t/D越大,则m越小。
③材料在厚度方向的强度与平面方向的强度之比越大时,材料的抗变薄能力越强,危险断面承载能力越大,则m就可小些。
④拉深方式:有压边圈时,m可能小些,没有压边圈时,m则要大些。
⑤拉深次数:拉深之后材料会产生加工硬化,塑性降低,故第一次拉深m可小些,以后各次拉深m应逐次增大。(https://www.xing528.com)
⑥凹模与凸模的圆角半径较大,则m可小些,但凹模与凸模的圆角半径都不能太大,一般取3~5倍料厚为宜。
⑦润滑条件及模具表面情况:凹模表面光滑、润滑良好,m可取较小值。
⑧凸凹模间隙:间隙要合理,不宜过大或过小。
⑨拉深速度:对于复杂零件或者对于速度敏感的金属(钛合金、耐热钢等)有影响,速度降低,可使m在一定程度上降低。
对于材料极限拉深系数mj的确定是在理论计算的基础上,通过实践的校核后获得的,并制作成相应的表格,供工艺设计时使用。根据拉深件形状与尺寸,在进行工艺工序安排及模具设计时,必须确定出拉深件的成形次数与每次拉深后工件所能获得的高度,其方法将根据工件的形状特点而定,通常有计算法、查表法及估算法,具体方法可参考相关专业书籍。
(2)拉深力的计算 一般情况下的拉深力随凸模行程的变化而变化,其变化的总体趋势如图4-67所示。
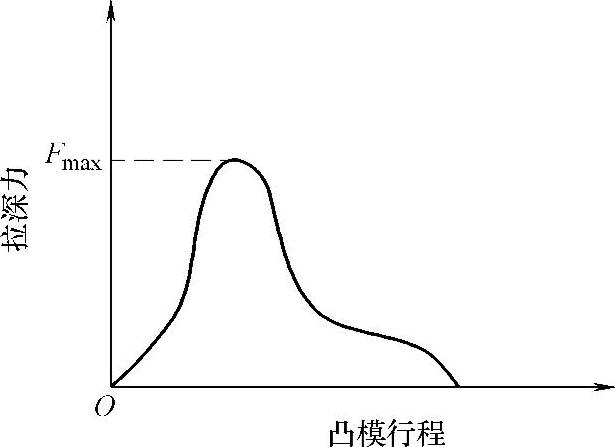
图4-67 拉深力与凸模行程的关系
由于影响拉深力的因素比较复杂,按实际受力和变形情况来准确计算拉深力比较困难,所以,在实际生产中通常是以危险断面的拉应力不超过其材料的抗拉强度为依据,采用经验公式来计算
首次拉深 F=K1πd1tRm (4-8)
以后各次拉深 F=K2πditRm(i=2,3,…,n) (4-9)
式中 F——拉深力,单位为N;
d1,d2,…,dn——各次拉深工件直径,单位为mm;
t——板料的厚度,单位为mm;
K1,K2——修正系数,与拉深系数有关;
Rm——拉深件材料的抗拉强度,单位为MPa。
为了方便计算拉深力,可采用表4-17推荐的公式。
表4-17 拉深力计算
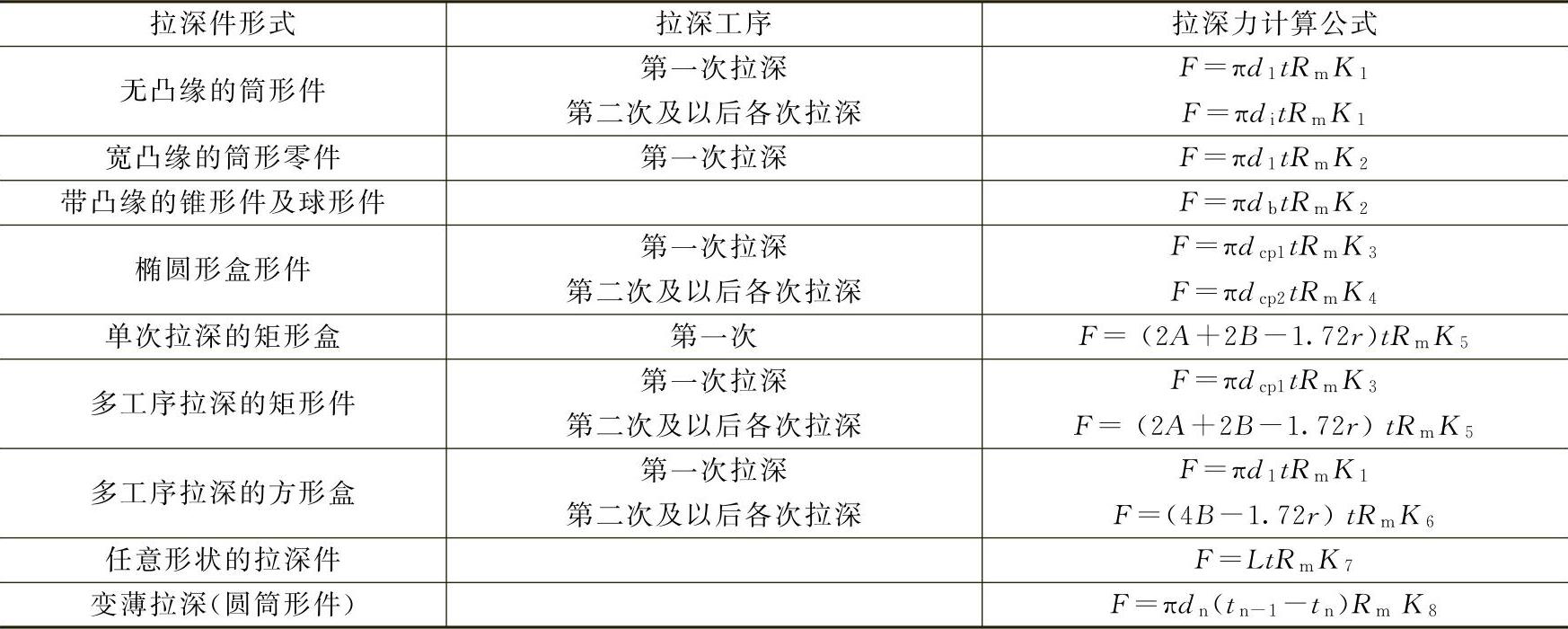
注:F——拉深力,单位为N;d1,d2——筒形件第一次及第二次工序直径,根据材料中心线计算,单位为mm;t——材料厚度,单位为mm;dcp1,dcp2为椭圆形零件的第一次及第二次工序后的平均直径,单位为mm;dn——为n次工序后的零件外径,单位为mm;
A、B——盒形件的长与宽,单位为mm;R——盒形件的圆角半径,单位为mm;
tn-1,tn——n-1次及n次拉深工序后的壁厚,单位为mm;Rm——材料的抗拉强度,单位为MPa;L——凸模的周边长,单位为mm;
K1~K7——系数,分别查表4-18~表4-24而定;
系数K8与材料有关,黄铜取1.6~1.8,钢取1.8~2.25。
表4-18 系数K1取值
表4-19 系数K2取值
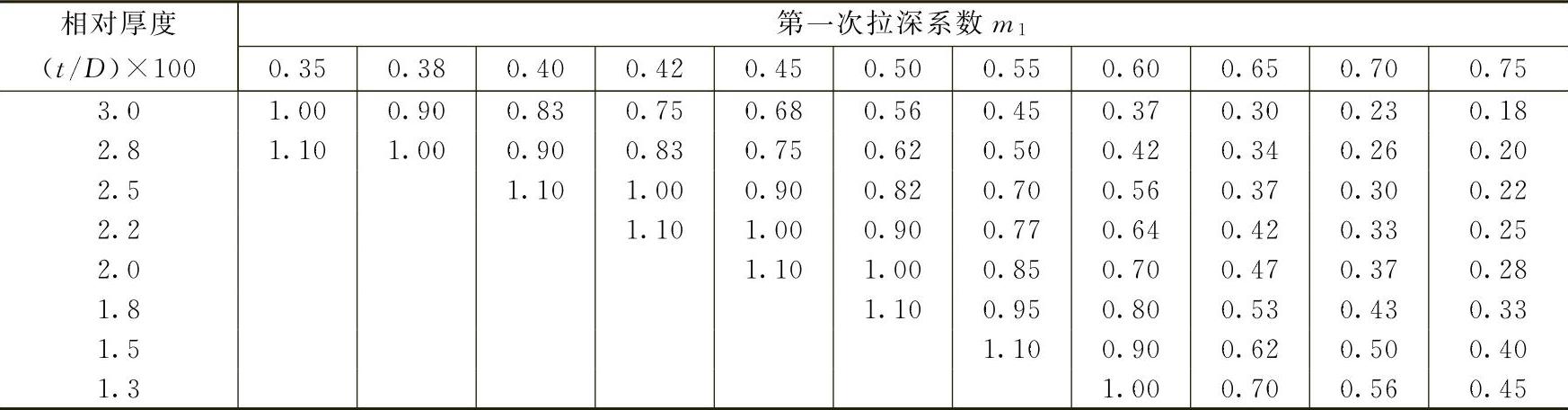
表4-20 系数K3取值
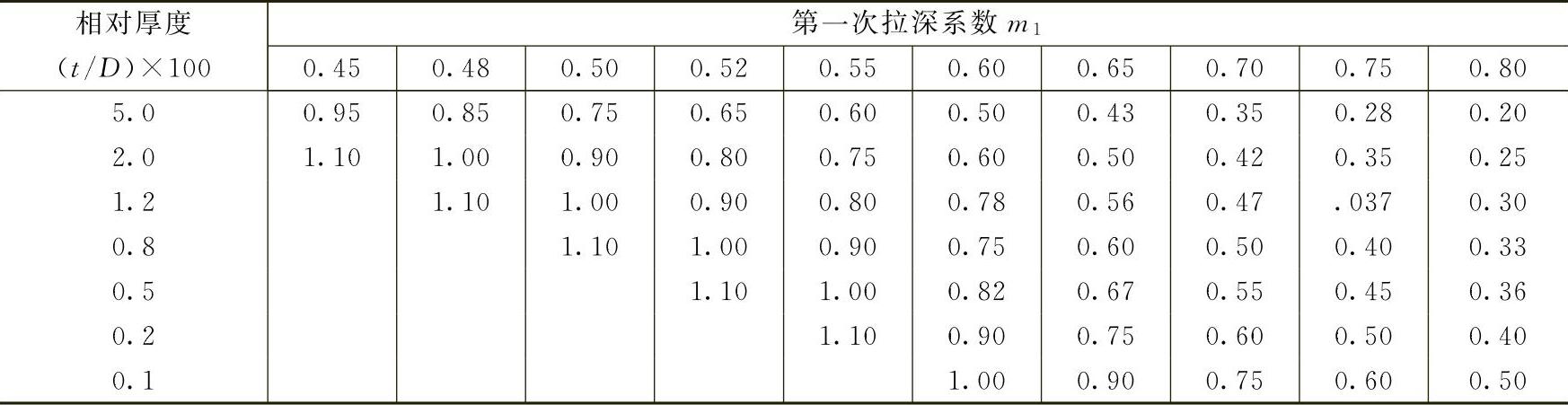
表4-21 系数K4取值
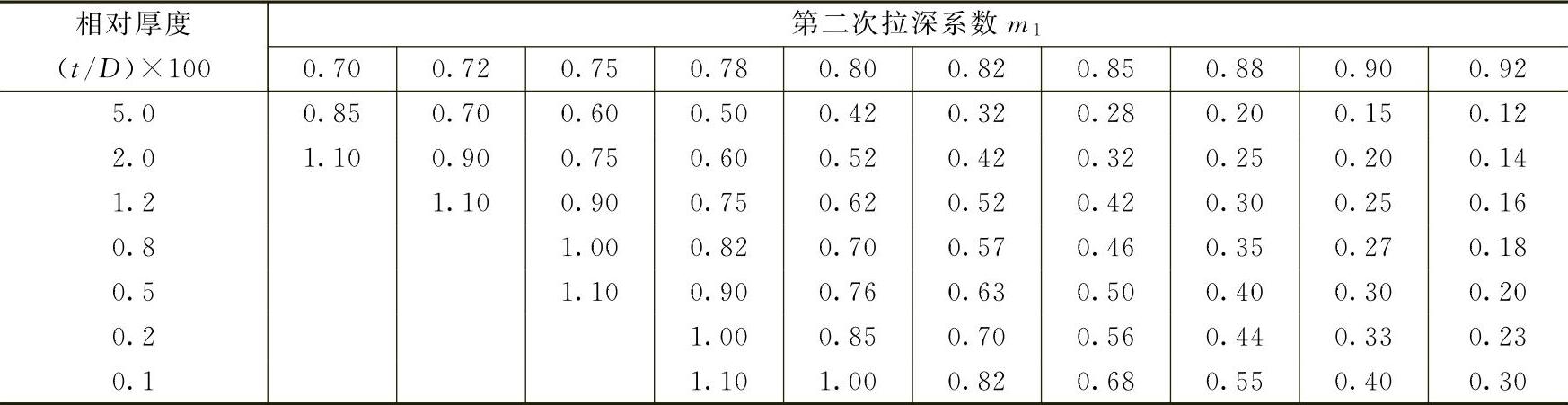
表4-22 系数K5取值
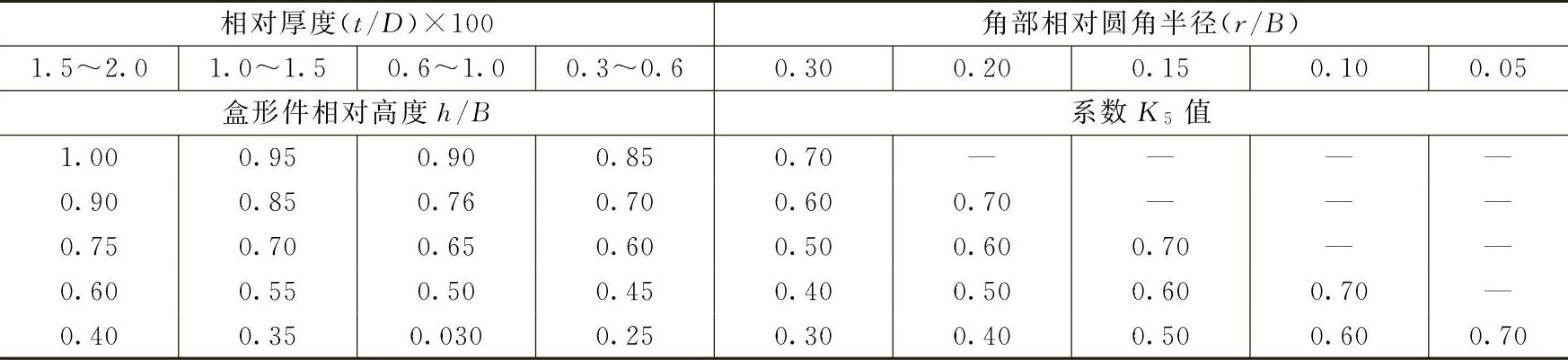
表4-23 系数K6取值

表4-24 难度系数K7取值

(3)压边力的计算 为了防止拉深过程中,工件的壁部或凸圆角起皱,应使坯料(或半成品)被拉入凹模圆角以前,保持稳定状态,其稳定程度主要取决于坯料的相对厚度(t/D)×100,或以后各次拉深半成品的相对厚度(t/dn-1)×100,拉深时采取压边的条件。
为了做出准确的估计,还应考虑拉深系数的大小,在实际生产中可用下述公式进行计算。
锥形凹模拉深时,材料不起皱的条件是首次拉深 以后各次拉深
以后各次拉深 普通平端面凹模拉深时,坯料不起皱的条件是首次拉深
普通平端面凹模拉深时,坯料不起皱的条件是首次拉深 以后各次拉深
以后各次拉深
压边力可按以下经验公式计算
Fy=Ap (4-10)
其中 Fy——压边力,单位为N;
A——压料圈下坯料的投影面积,单位为mm2;
p——单位面积压边力,单位为MPa,可查表4-25而定。
表4-25 单位面积压边力

压边力Fy的经验计算公式为

其中 z——各工序拉深系数的倒数;
Rm——坯料的抗拉强度,单位为MPa;
t——材料厚度,单位为mm;
D——坯料直径,单位为mm。
4.拉深件的工序设计
(1)浅筒形件的拉深 一般情况下,将浅拉深分为无凸缘和有凸缘的拉深,而对于凸缘要分为宽凸缘与窄凸缘,当dt/d=1.1~1.4时,通常认为是窄凸缘件。对窄凸缘可按无凸缘来设计,差别是最后的修形与切边略有不同。这类零件应根据零件的实际要求进行工序设计,如图4-68所示。如果对于壁部和高度尺寸准确度要求低的零件,可直接拉深而无需校形与切边;对于壁部平直度要求较高的零件,应进行校形;对于侧壁表面质量要求高的零件,先进行带有5°~8°侧壁倾角的拉深,然后再校形;对于小直径或薄料零件,应先拉成锥台,再经小R校形。
图4-68 浅筒形件的拉深
(2)深筒形件的拉深 深筒形件的拉深过程如图4-69所示。深筒形件一般需经过多次拉深,如果是无凸缘或窄凸缘件,则先按无凸缘的筒形件进行拉深,在拉深的最后两道工序可采用锥形凹模和锥形压料圈进行拉深,留出锥形凸缘,在最后一次工序用整形方法压成所需要的窄凸缘零件;如果是宽凸缘筒形件,在拉深时的原则是在第一次拉深时必须使凸缘尺寸等于拉深件的凸缘尺寸(带有切边余量),以后各次拉深时凸缘尺寸保持不变。
零件的结构特点导致其通常不能用拉深系数来反映材料实际的变形程度大小,可采用相对拉深高度h/d来反映其变形程度;宽凸缘筒形件多次拉深时,第一次的拉深必须将凸缘尺寸拉到位,以后各次拉深中,凸缘尺寸保持不变,在工序设计时通常第一次拉入凹模材料比最后一次拉入所需材料增加3%~5%(按面积计算)。

图4-69 深筒形件的拉深
(3)锥形件的拉深 锥形件拉深的主要困难是:坯料悬空面积大,容易起皱,凸模接触坯料面积小,变形不均匀,在锥顶圆角半径较小的情况下坯料极易变薄甚至破裂。根据锥形件各部分尺寸的不同,分为一次拉深法、二次拉深法及多次拉深法,如图4-70所示。
(4)阶梯件的拉深 阶梯形圆筒形件拉深的变形特点与圆筒形件拉深的特点相似,可以认为是圆筒形件以后各次拉深时不拉到底而得到的阶梯形件,变形程度的控制也可采用筒形件的拉深系数,但是,其冲压的过程、工序的次数、顺序安排与筒形件有很大的区别。
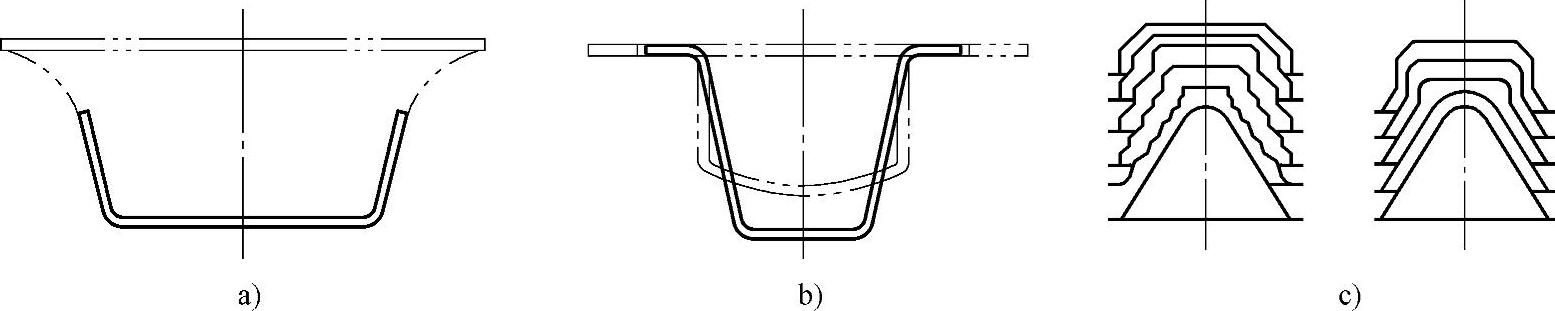
图4-70 锥形件的拉深
a)一次拉深 b)二次拉深 c)多次拉深
一般情况下,对于各阶直径差值小,深度浅,只有2~3个阶梯的阶梯件,可以一次拉深成形。对于其他则需进行计算,判断是否可一次拉深成形,如果不可以一次拉深成形,则需进行多次拉深成形。对于多次拉深的可根据相临阶梯直径的关系来确定具体的拉深工艺方法,一般采取由大阶梯到小阶梯的拉深,也可采用由小阶梯到大阶梯的拉深,与锥形件的多次拉深相似。
(5)盒形件的拉深 旋转体零件的拉深过程中应力和应变是轴向对称的,而盒形件拉深过程的应力和变形比较复杂,沿盒形件周边不均匀分布,其不均匀程度随相对高度H/B及角部的相对圆角半径r/B的大小而变化,这两个比值决定了圆角部分材料向工件侧壁转移的程度及侧壁高度的补偿量。在工程上根据H/B、r/B、t/D制作了盒形件拉深分区图(见图4-71)。曲线1和曲线2表明,当坯料的相对厚度(t/D)×100=2及(t/D)×100=0.6时,在一道工序内所能拉深的盒形件的最大高度。图4-71中H为计入修边余量的工件高度,B为矩形件的短边宽度,r为盒形件壁与壁之间的圆角半径,D为坯料尺寸,对于圆形坯料为其直径,对于矩形坯料则为其短边宽度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。