



①“流线形刀具路径”是UG NX6.0一种新的刀具路径功能(在UG NX5.0中首先给予展示),如图1-3所示。流线形刀具路径特别适合于高速加工。利用它,编程人员能够定义一种根据零件的形状来优化切削方向和模式的加工策略。与其他系统相比,编程人员不必构建新的几何结构来修复建模不好或者转换不好的曲面。在处理任何模型方面,流线形刀具路径提供了高度灵活性。自动定义流方向和交叉曲线,以驱动路径的流方向,使其与零件拓扑结构的关键元素相关。流线形刀具路径还可以调节切削模式和刀轴,从切削区域的一段平顺地过渡到另一段。
②更新的“拐角”功能利用一种新的方法来使任何2轴或2.5轴模式平滑,粗切削比以前更快、更平滑,如图1-4所示。不管是非常紧密还是相对敞开,拐角处保持平衡和一致。不管是否需要额外回路来达到要求,拐角处始终保持平滑的顺铣。可以调用平滑、快速的步进,作为从一个刀路到下一个刀路的过渡,或者可以把它们合并到拐角本身之中,最终合并到统一的、快速的区域,没有生成多余的运动。
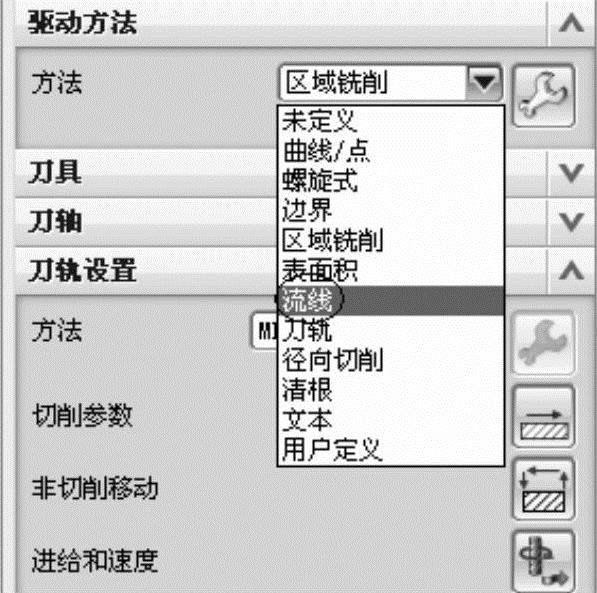
图 1-3
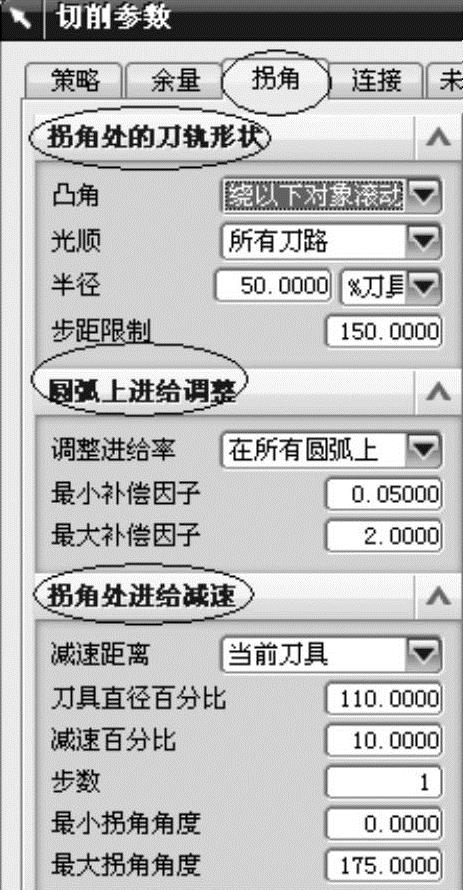
图 1-4
③更新的“曲线/边缘加工”方法把流行的流线形选择风格集成到曲线/边缘类型的加工中。曲线/边缘类型可以相对于实体边缘来进行加工,无需任何线框几何结构。负值型材容差结合线框、边缘和文本对象(包括三维文本),能够轻易地进行跟踪和雕刻应用。更新的曲线/边缘加工提供了多重偏置,并能在3轴和5轴加工中应用。
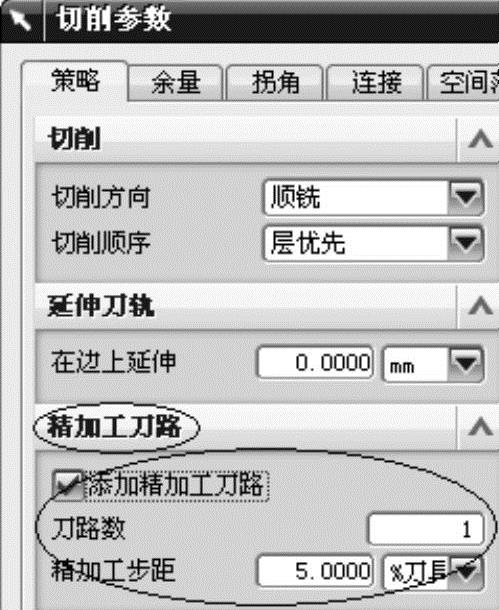
④在二维平面铣削(FACE_MILLING或PLANAR_MILL)和型腔铣削(CAVITY_MILL)中均增加了“精加工刀路”选项,如图1-5所示。二维平面铣削中的“精加工刀路”选项可简化UG二维平面铣削操作,使二维零件的粗、精加工在一个程序中就可实现,而不需编制两个程序;型腔铣削中的“精加工刀路”选项可优化曲面型腔零件的开粗质量,为后续的半精加工和精加工提供质量更高的毛坯。
⑤增加了铣削模块的进刀类型。为改善进刀处的表面质量和降低进刀痕的影响提供了多种解决方法,改进后的进刀类型如图1-6所示。
⑥将UG NX4.0定轴铣中的“区域驱动”更改为了“表面积驱动方法”,并增加了“曲面偏置”功能,增强了该功能使用的灵活性,具体如图1-7所示。
⑦增加了刀轨的功能,对刀轨的操作更加方便,如图1-8所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图 1-5
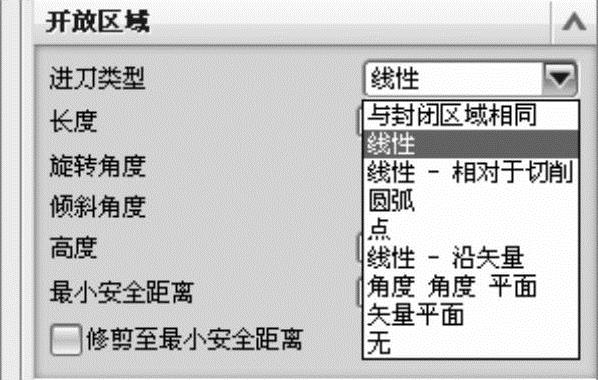
图 1-6

图 1-7
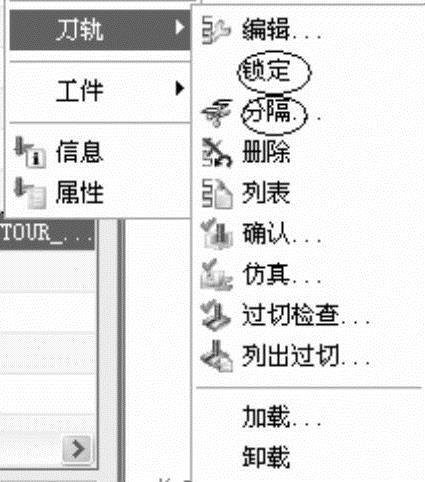
图 1-8
⑧在UGCAM模块里进行等高加工时,软件自动调整工件加工的精度,在比较平顺的地方,则减少进给量以提高精度。
⑨刀具轨迹可以进行分割,并按照时间或运行距离分割成容量小的NC文件,便于检查和仿真。需要注意的是,已经分割过的刀具路径,无法再进行第二次分割。
⑩在等高精加工刀具路径中引入了“刀轴倾斜”功能,通过刀轴倾斜实现等高精加工。倾斜角度可以简单地指定为“距离零件”,也可通过点或者曲线精确约束。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。