



聚氯乙烯焊条是以悬浮法PVC树脂为主原料,用单螺杆挤出机把原料熔融塑化后,从成型模具口挤出成型的一种圆柱形制品。塑料焊条挤出成型生产线如图12-11所示。
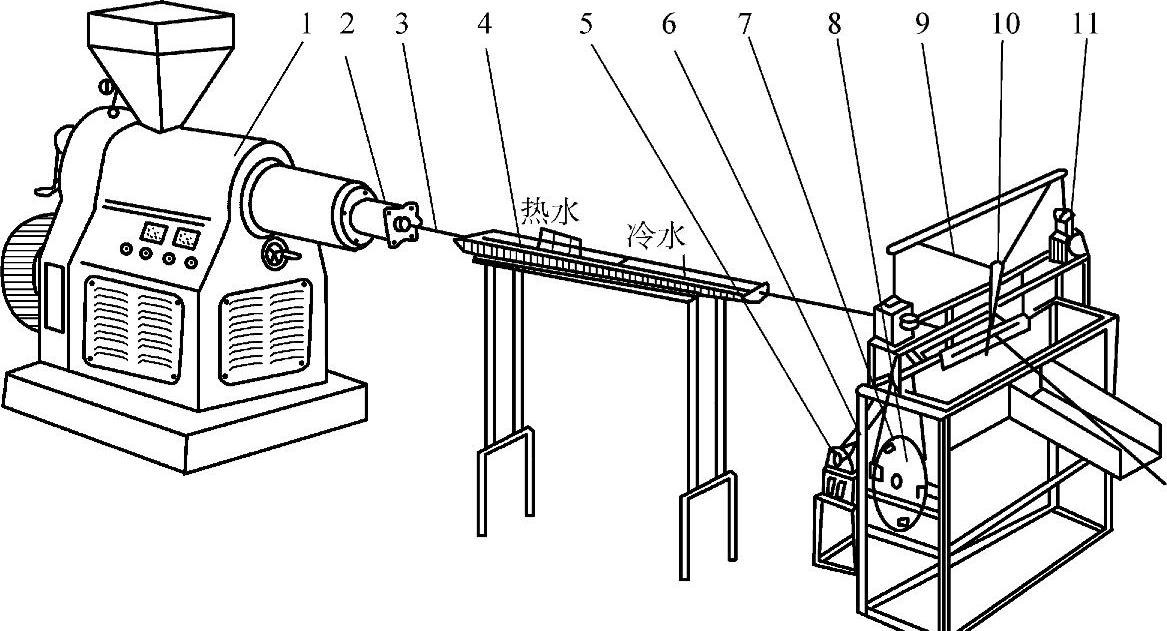
图12-11 塑料焊条挤出成型生产线
1—单螺杆挤出机 2—成型模具 3—焊条 4—水槽 5—电动机 6—继电器 7—凸块 8—转盘 9—连接链 10—切刀 11—磁铁
聚氯乙烯焊条的直径规格为2~4mm。另外还有一种截面形状如图12-12所示的双焊条,具体尺寸见表12-7。
聚氯乙烯焊条主要是用作把PVC板等制品焊接组合成槽、罐等容器时的焊接材料。
(1)设备条件 聚氯乙烯焊条的挤出成型生产方式和PVC硬管的挤出成型生产方式相同。经挤出机把原料塑化成熔融态后,从模具口挤出圆柱形条状,再经冷却定形、切断,即为制品。从图12-11中可以看到,挤出成型聚氯乙烯焊条主要用设备有挤出机、成型模具、冷却水槽和切断装置等设备。
1)挤出机。塑料焊条挤出成型一般多采用小规格的挤出机,对螺杆结构没什么特殊要求,挤塑PVC料通用型挤出机均可应用。
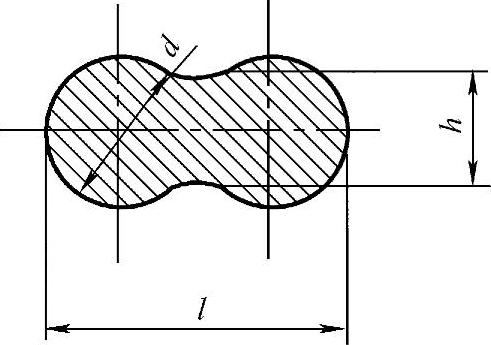
图12-12 双焊条的截面形状
2)成型模具。塑料焊条成型模具结构很简单,如图12-13所示。
焊条成型模具结构特点,即熔料空腔为逐渐缩小、不允许有料流扩大的断面;由于焊条成型用料量较少,模具内料流阻力较大,注意成型段不宜过长。
(2)原料选择 聚氯乙烯焊条成型主要用悬浮法PVC SG4型树脂,再加入一定比例的增塑剂、稳定剂和润滑剂组成原料配方。
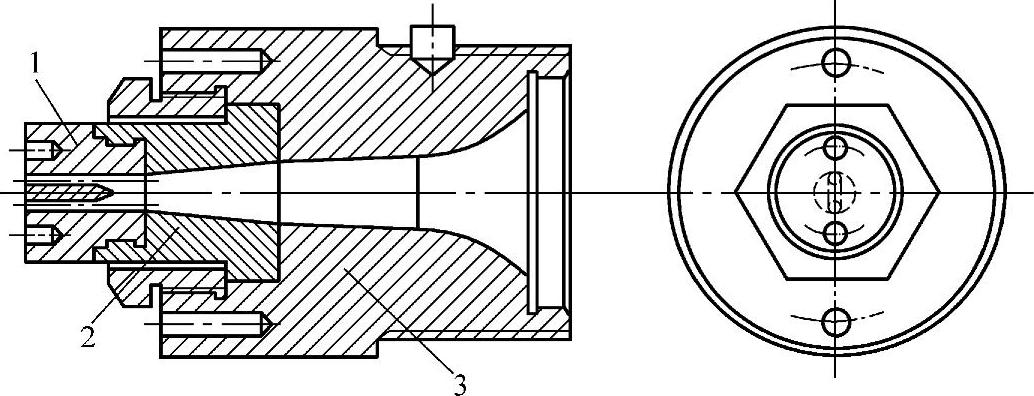
图12-13 焊条成型模具
1—口模 2—中套 3—模具体
表12-7 双焊条尺寸 (单位:mm)

聚氯乙烯焊条挤出成型参考配方如下(质量份):聚氯乙烯(PVC SG4)100份,邻苯二甲酸二辛酯(DOP)7份,三碱式硫酸铅(3PbO)5份,硬脂酸钡(BaSt)2份,石蜡0.5份。(https://www.xing528.com)
(3)成型工艺
1)塑料焊条挤出成型应采用粒料投入挤出机生产。成型粒料用原料的配混和挤出造粒工艺条件参照第4章内容。
2)挤出成型焊条机筒各段温度:加料段90~120℃,塑化段130~160℃,均化段160~180℃。
3)成型模具温度:170~190℃。
如果采用螺杆直径为ϕ45mm的挤出机时,螺杆工作转速在20r/min左右。
(4)质量要求 塑料焊条的质量应符合标准HGB 2161—1962的规定。
1)焊条直径分2mm、2.5mm、3mm、3.5mm、4mm等几种规格。直径允许误差为±0.3mm,长度不小于500mm。
2)颜色一般为灰色或本色。
3)焊条在15℃环境时弯曲180°不折断。
4)焊条断面应紧密、结构均匀、不允许有气孔与杂质。
5)焊条表面光洁、无凸瘤、气泡和杂质。
(5)工艺操作要点
1)挤出成型焊条时机筒前应加80目过滤网,以保证塑料焊条质量。
2)塑料焊条表面粗糙或有拉皮现象,主要是熔料温度过高影响,应适当降低机筒加热温度或降低螺杆转速。
3)如果塑料焊条表面发暗无光泽或有白色颗粒,说明原料塑化不均匀,应适当提高机筒加热温度。
4)制品出现空心现象,一般是由于熔料温度过高影响的,应适当降低成型模具温度。
5)制品不圆,主要是成型模具中的口模温度过高影响的,要降低口模温度。
6)冷却水槽内应分两段:进口段应采用热水喷淋方式为制品降温,水温在40~60℃之间;第二段用冷却水降温,制品从冷却水中通过。注意:降温时的水温度过高或过低,都容易使制品出现空心现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。