



聚丙烯扁丝的挤出成型,是用聚丙烯树脂经挤出机熔融塑化后挤出成型薄膜,经分切成相同的宽度,再经纵向拉伸和热处理后而制成。这种聚丙烯扁丝和其他聚丙烯制品一样,具有耐酸碱、密度小、拉伸强度好及耐热温度高等特点。
聚丙烯扁丝的用途主要是织成袋或布类。聚丙烯编织袋可用来包装各种粮食、水泥、化肥及各种蔬菜等;编织成布类后,用于汽车和火车输运物资篷布和帐篷等。
聚丙烯扁丝挤出成型工艺有两种方法:一种是聚丙烯树脂经挤出机熔融塑化后,采用T形结构模具挤出成型薄膜片,经分切后拉伸成型,其工艺顺序示意见图12-9所示;另一种挤出成型工艺是把聚丙烯树脂在挤出机内熔融塑化后,采用吹塑法(上吹或下吹)成型管状薄膜,把膜泡剖开展平,经分切、预热、拉伸和热处理后而制成,工艺顺序示意如图12-10所示

图12-9 扁丝带薄膜生产线
1—挤出机 2—成型模具 3—水槽 4、10—牵引辊 5—薄膜分切 6—牵伸慢速辊 7—加热装置 8—牵伸快速辊 9—热水槽 11—分丝导辊 12—卷取装置
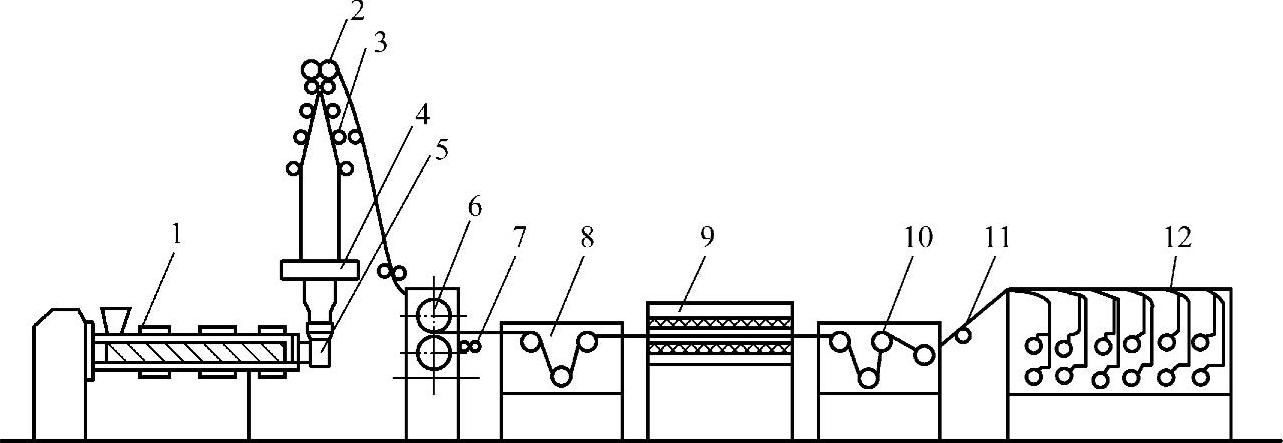
图12-10 挤出吹塑扁丝带薄膜生产线
1—挤出机 2—导辊 3—人字形导辊 4—风环 5—成型模具 6—牵引装置 7—薄膜分切 8,10—牵伸辊 9—加热烘箱 11—分丝导辊 12—卷取装置
扁丝挤出成型生产工艺顺序:

(1)原料选择 聚丙烯扁丝挤出成型用原料,主要是选用等规指数≥96%、拉伸屈服强度≥30MPa的扁丝类聚丙烯树脂。要求树脂的熔体流动速率(MFR)在1.5~6g/10min范围内;树脂内不许有杂质和晶点,生产时应用150目过滤网过滤后再进行造粒。
生产扁丝专用料可选用中国石化上海石油化学分公司的Y180L、Y200L树脂,中国石化扬子石油化工分公司的F401、FS01和F401H树脂。
(2)设备条件 聚丙烯扁丝挤出成型用单螺杆挤出机。螺杆直径常用规格是ϕ65mm和ϕ90mm;螺杆的长径比L/D≥25∶1,螺杆的前端设有能够提高原料混炼塑化能力的屏障型结构。熔料进入模具前还应用80目过滤网过滤,清除原料中的杂质。
成型模具结构与吹塑成型PP薄膜和挤出成型平膜用模具结构相同(见图7-8和图7-23所示的模具结构)。
PP扁丝挤出成型生产线中的辅机,如图12-9和图12-10所示,主要有薄膜的冷却定形装置、牵伸辊组、分切、热处理和卷取等装置。扁丝挤出成型用辅机的技术参数见表12-6。
表12-6 扁丝挤出成型用辅机的技术参数
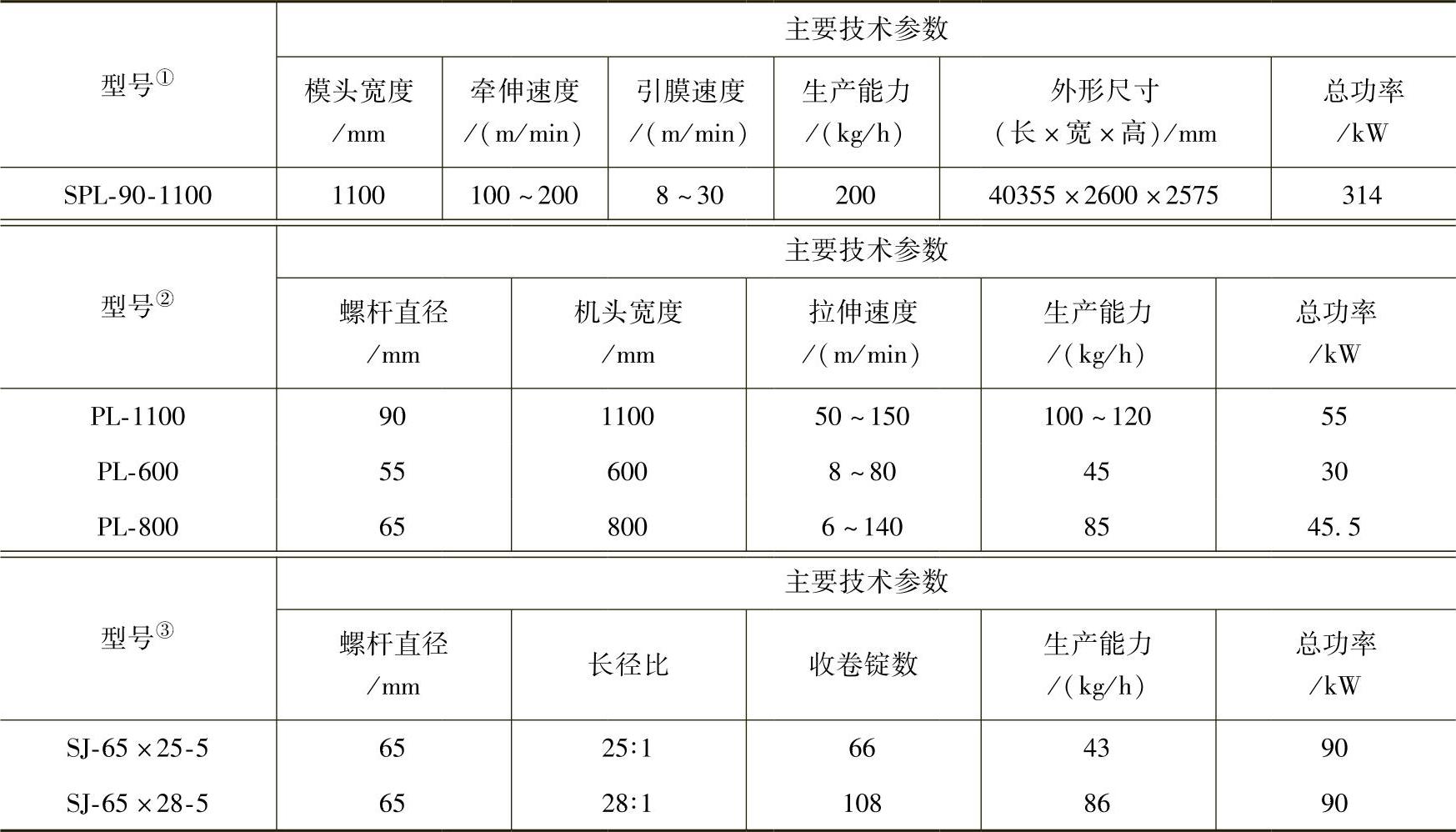
①甘肃省轻工机械总厂生产。(https://www.xing528.com)
②山东塑料橡胶机械总厂生产。
③连云港市家用电器总厂生产。
(3)工艺操作要点
1)料斗和机筒进料口部位,生产时应用冷却循环水降温,以保证原料的顺利供应和加料段原料的连续向前输送。
2)原料在挤出机内的塑化温度控制,采用挤出平膜法生产时,机筒塑化原料温度控制在180~250℃范围内;采用吹塑法生产时,机筒塑化原料温度控制在180~220℃范围内。挤出机机筒各段塑化原料参考工艺温度是:加料段170~190℃,塑化段190~220℃,均化段210~250℃。温度偏高时原料易降解氧化,扁丝强度下降;温度偏低时原料塑化不充分,膜拉伸时易出现断头现象。
成型模具温度为210~230℃。成型膜片时的料温可接近挤出机中原料塑化时的最高温度,但一般都选用略低于熔料的最高温度。
3)挤出成型模具唇口的膜坯冷却降温定形,采用水冷或风冷两种方法,为了提高扁丝的拉伸强度和容易顺利拉伸,降温介质温度要控制在20~40℃范围内。采用水槽冷却水为膜坯降温时,冷却水液面距模具唇口距离应在20~50mm范围内可调。要求从模具唇口挤出的熔料流速一致;冷却水平面平稳无波纹。
4)拉伸前的膜片分切宽度按需要而定,以膜宽1.5~8mm应用较多。膜片分切宽度粗略的计算方法是:
式中 b——分切膜片宽,mm;
b1——扁丝宽,mm;
λ——拉伸倍数。
5)膜片拉伸时用烘箱加热,加热温度为140℃左右;用弧形板加热,温度为110~120℃。温度偏低时拉伸膜片易断裂,温度偏高时拉伸膜片易出现粘辊现象。拉伸倍数以6~7倍较适宜,拉伸快速辊的转速由膜片厚度和拉伸倍数决定。
6)拉伸后扁丝的热处理是为了消除膜片拉伸后变成扁丝时产生的内应力,以减少成品扁丝应用中的收缩率。扁丝的热处理温度略高于拉伸温度,可控制在130~150℃范围内。由于扁丝在热处理时略有收缩,所以,热处理后的扁丝牵伸辊速度要比扁丝拉伸时的快速辊速度低些、可控制在比拉伸快速辊低2%~3%的速度。
7)扁丝的卷绕,主要是要求各卷锭扁丝的卷取张力均匀,张力过大或偏小都会影响扁丝的编织生产。一般多采用力矩电动机驱动,也可用卷轴为电磁的结构,转速和张力全部自动控制。
糖块扭捻包装薄膜生产成型中原片的挤出成型生产可采用流延法成型,也可采用挤出吹塑牵引拉伸法成型。拉伸成型的薄膜,有较好的扭捻性,所以这种单向拉伸聚丙烯薄膜在糖块、点心等包装中得到广泛应用。
经流延或牵引挤出成型聚丙烯薄片,单向拉伸生产采用图7-47所示的单向拉伸方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。