



聚丙烯捆扎绳是目前商品市场上到处可见的一种制品,用它代替传统的纸绳或麻绳,捆扎包装各种物品。它是一种强度高、卫生、柔软、质量轻,既耐酸碱,又不怕潮湿,应用方便而又美观的扎绳。
聚丙烯捆扎绳的挤出成型生产和扁丝的挤出成型生产工艺顺序有些相似。PP捆扎绳成型生产工艺是:把PP树脂和一些辅助料按工艺配方要求计量后,掺混在一起搅拌均匀投入到挤出机内,经熔融塑化由螺杆推入到成型模具内,从模具唇口挤出成型筒状膜管;把膜管吹胀后冷却定形;再分切、加热、拉伸后卷取,即为捆扎绳制品。生产工艺示意如图12-8所示。
(1)原料选择 聚丙烯捆扎绳挤出成型应选用熔体流动速率(MFR)在1.2~8.5g/10min范围内的窄带级PP树脂,如北京燕山石油化工公司生产的2301、2302、2601等树脂均可用。然后再加入8份PP母料和必要的颜料即可;如果PP树脂为粉料,树脂中还需加入0.4份的抗氧剂(此配方指PP树脂为100份时)。
(2)设备条件
1)挤出机。选SJ65型挤塑聚丙烯树脂通用型挤出机,螺杆长径比≥20∶1。
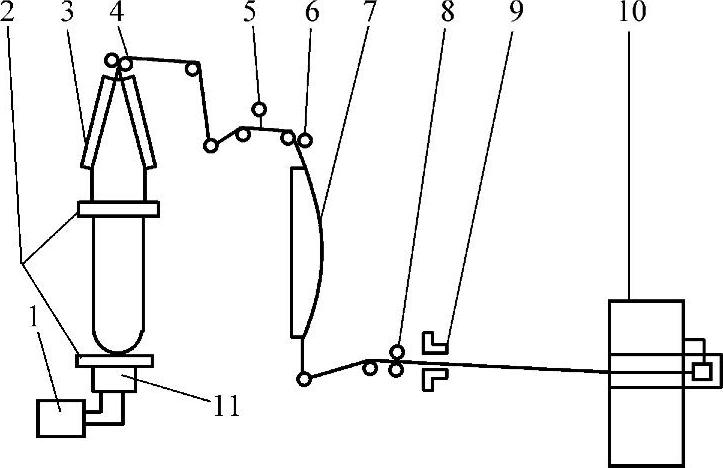
图12-8 PP捆扎绳挤出成型生产工艺示意
1—单螺杆挤出机 2—冷却风环 3—人字形导板 4,6,8—牵引辊 5—分切刀 7—加热板 9—吹飞装置 10—卷取装置 11—成型模具(https://www.xing528.com)
2)成型模具。选用吹塑薄膜式芯棒为螺旋形模具结构(见图7-11)。成型聚丙烯捆扎绳模具与通用型吹塑薄膜用模具结构不同之处,是在口模的圆周上均匀分布有深度为0.6mm左右的凹槽,则使成品捆扎绳薄膜经纵向拉伸后还有纵向加强肋,以加强捆扎绳的拉伸强度。
3)辅机。辅机包括:为膜泡降温定型用两套风环;用不锈钢板制作的人字形导板,夹角在15°~20°范围内;按捆扎绳要求的膜宽,用于分切薄膜的刀片;薄膜拉伸前为薄膜加热用弓形电阻丝加热板;由一根钢辊和一根橡胶辊组合工作的三套牵引辊组;吹风装置是为防止拉伸膜条卷绕在牵引辊上而设置,吹向膜条的风力也起到推到膜条向收卷轴方向运动的作用,吹风装置由相距20mm的上、下吹风口组成,吹风口唇缝为5mm,宽度略大于薄膜幅宽,由鼓风机供风。另外,还有成品的收卷装置。
(3)成型工艺
1)原料在挤出机的机筒内塑化温度:加料段170~190℃、塑化段200~210℃、均化段220~230℃、成型模具温度240~250℃。
2)采用上吹法,对膜管的吹胀比约在(1.1~1.3)∶1范围内。
3)冷却定形后的薄膜分切,按捆扎绳要求膜条宽度分切。
4)弓形加热板表面覆盖一层聚四氟乙烯膜,以保证拉伸膜受热均匀,减少弓形板与拉伸薄膜的摩擦和弓形钢板的磨损。拉伸加热弓形板表面温度为(110±5)℃。薄膜加热后的拉伸倍数为5~7倍,薄膜运行速度约在80~100m/min范围内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。