



聚乙烯发泡网的挤出成型与聚乙烯丝网的挤出成型用设备、生产工艺顺序及工艺参数的选择基本相同,它的生产开发是在挤出成型聚乙烯丝网的基础上发展起来的。与聚乙烯丝网挤出成型不同之处仅原料中的辅助料应用有变化,如在应用主料低密度聚乙烯树脂中加入了AC类化学发泡剂偶氮二甲酰胺等或在树脂中加入碳酸氢钠等物理发泡剂。同时,为了使发泡孔均匀、细密,在组成原料的配方中还加入了交联剂聚丁二烯或聚丁二烯苯乙烯胶乳等辅助料。这些辅助料加入低密度聚乙烯主料中,经均匀混合后即可挤出成型发泡网。
聚乙烯发泡网是一种质轻而富有弹性的塑料制品。这种发泡网用于苹果、梨、桃和瓜类水果的包装,以及用于陶瓷、玻璃制品和精密仪器的包装,可以起到防震或减震的作用。所以,目前被广泛应用在这些易损易碎的物品包装中。
(1)原料选择 成型发泡网用原料应选用熔体流动速率(MFR)在0.3~1.0g/10min范围内的低密度聚乙烯树脂为主要原料。发泡网挤出成型用原料组合参考配方如下(质量份):低密度聚乙烯100份、碳酸氢钠发泡剂8份、聚丁二烯交联剂10份。
(2)设备条件 发泡网挤出成型用设备选用挤塑PE料通用型单螺杆挤出机,螺杆直径ϕ45mm或ϕ65mm,长径比L/D≥20∶1;最好选用螺杆前端带有屏障型混炼头结构,这样可以提高原料在较低工艺温度条件的挤塑质量。
成型模具结构与挤出成型丝网用模具结构完全相同,采用旋转式模具。拉伸筒直径为ϕ60~300mm。
牵引发泡网运行的牵引速度应与发泡网从成型模具口挤出的速度匹配,在生产工艺要求的运行速度范围内,牵引装置的工作速度应能无级变速,以适应生产工作的需要。
(3)工艺温度
1)挤塑原料机筒各段温度(从加料段至均化段)为90~110℃、120~140℃、140~160℃。
2)成型模具温度为150~160℃。(https://www.xing528.com)
(4)工艺操作要点
1)原料塑化工艺温度的控制对制品成型质量影响较大:温度偏低时,原料塑化不充分,各种辅料混合不均匀,使制品发泡不均;温度过高时,塑化熔融料的黏弹性下降,易出现大气泡或气泡破裂,影响制品质量。
2)挤塑熔融料的压力增大,则熔融料对气体的溶解度增加,成核数增多,则所得发泡体的比例和平均孔径都较小。
3)注意原料中发泡剂的用量,发泡剂用量的多少会改变制品密度的大小,不同种类发泡剂的应用量可参照下式计算选择。

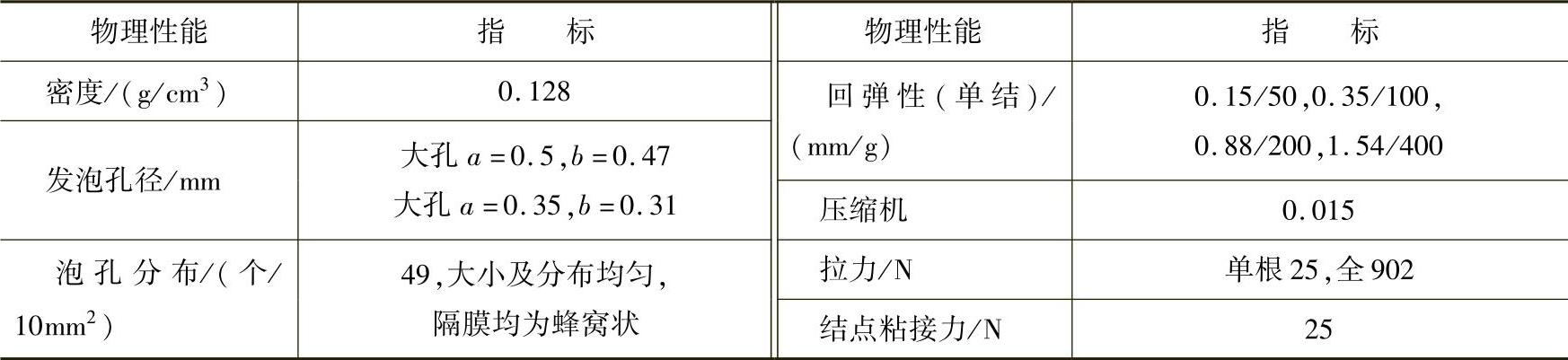
4)聚乙烯发泡网的物理性能指标见表12-3。
表12-3 聚乙烯发泡网物理性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。