



塑料包覆层电线的挤出成型生产工艺,也分两大工艺程序。第一工艺程序是塑料包覆用电缆料的用料配混生产工艺,这一工艺程序按本书4.4节所述进行操作。第二工艺程序的生产工艺路线如图10-1所示,主要设备有单螺杆挤出机、成型塑料包覆层用模具、冷却水槽、测试仪及卷绕等装置。
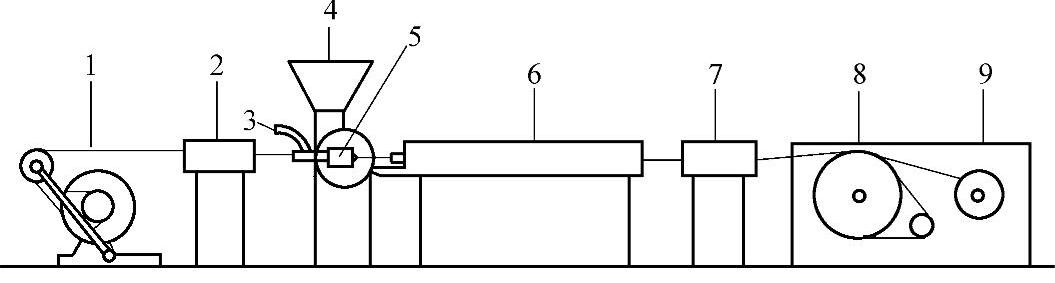
图10-1 电线电缆挤出成型生产线示意
1—芯线 2—芯线预热处理 3—抽真空管 4—单螺杆挤出机 5—成型模具 6—冷却水槽 7—测试仪 8—绞盘 9—卷绕
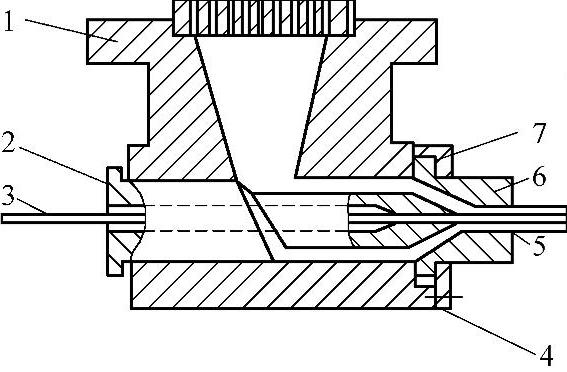
图10-2 电线电缆挤出成型模具结构
1—模具体 2—芯棒 3—芯线 4—螺钉 5—线缆 6—口模 7—压紧圈
成型电线塑料包覆层用挤出机,一般多用规格比较小(ϕ45mm或ϕ65mm螺杆直径)的单螺杆挤出机,螺杆结构为等距渐变型,长径比为20∶1左右,压缩比为3∶1。金属线芯塑料包覆机组技术参数见表10-1。
塑料包覆线缆成型模具结构见图10-2所示,此种模具结构与塑料管成型用模具结构不同。从模具结构图中可以看到,挤出电线电缆包覆成型用挤出机生产线与电缆料塑化熔融用挤出机是成垂直方向布置,挤出机中塑化的熔料是成90°方向进入模具内。(https://www.xing528.com)
包覆电线电线成型模具结构,可分为压力型模具结构(见图10-3)和管状型模具结构(见图10-4)。压力型模具结构把从挤出机进入模具腔内的熔料挤出模具时紧紧黏附在芯线体上,成为导体芯线的绝缘塑料层。这是一种以绝缘为主的芯线包覆。管状型模具,熔料进入模具体内是呈管状形从模具口挤出,管内芯线与塑料管同心,但由于管内空腔又与真空系统管路相通,则挤出模具的管状塑料层收缩在芯线的圆周上,成为芯线导体的护套。
表10-1 电缆包覆机组的主要技术参数
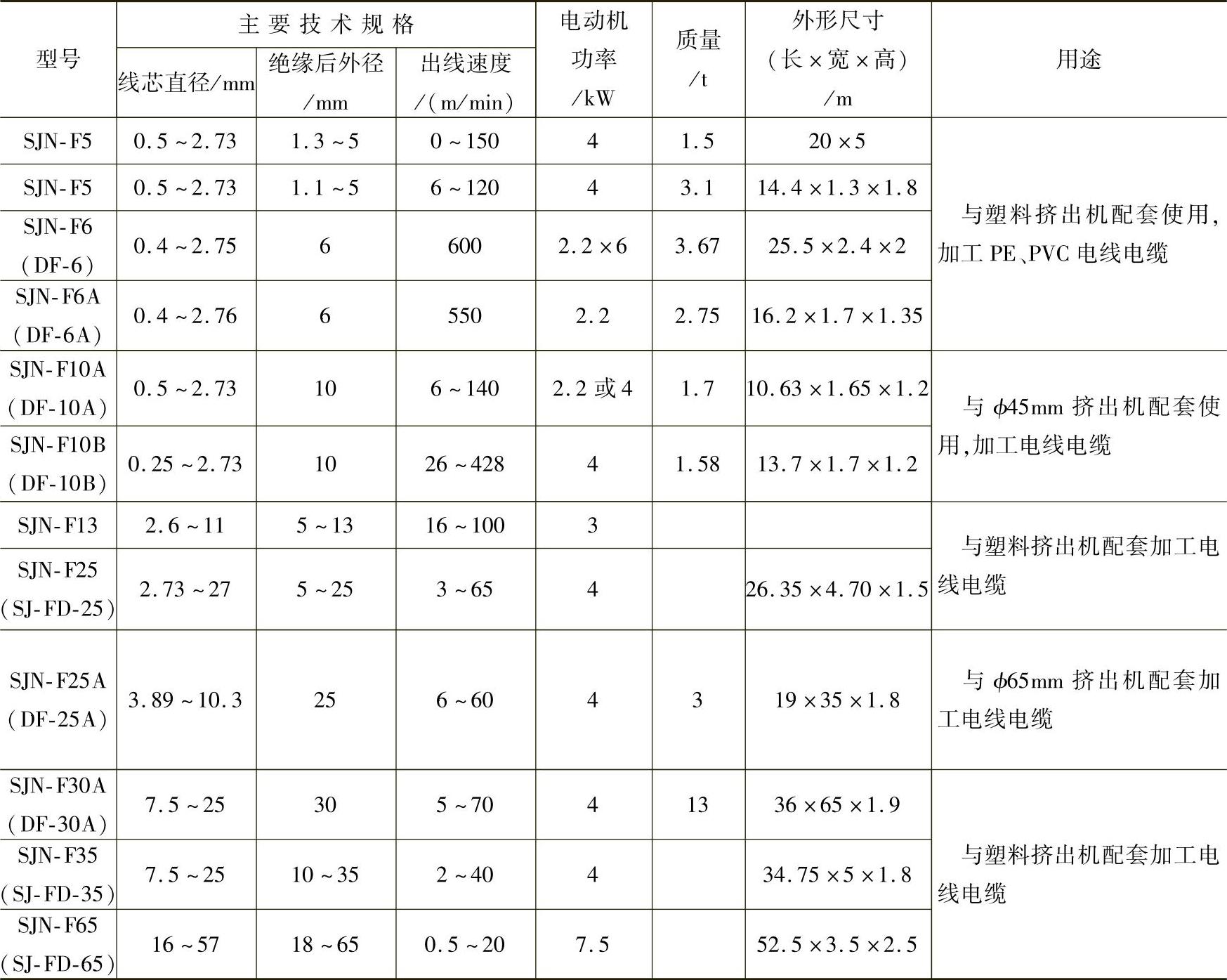
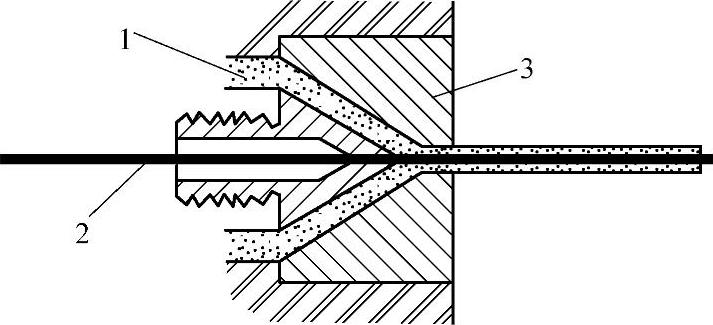
图10-3 压力型模具
1—熔料 2—芯线 3—口模
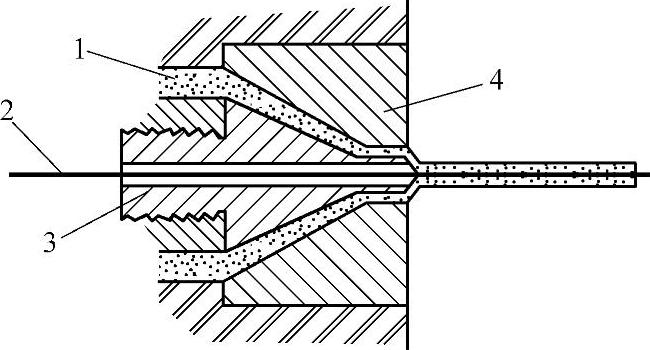
1—熔料 2—芯线 3—真空间隙 4—口模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。