



高密度聚乙烯平膜除了具有高密度聚乙烯薄膜的性能特点之外,较突出的性能是拉伸强度高、断裂强度高、透明度好。这种膜广泛用在食品包装中,特别是在对糖果类进行扭捻包装时的应用量比较大。
(1)原料选择 应选择单向拉伸用高密度聚乙烯专用树脂,如扬子石化和大庆石化公司生产的3300F型树脂,其密度为0.954g/cm3,熔体流动速率MFR为1.2g/10min;也可用丝成型用树脂5000S型,但树脂中需加入1.5%左右的聚氧化乙烯十八烷基胺作润滑剂。
(2)设备 高密度聚乙烯平膜挤出成型后的单向拉伸薄膜生产成型,采用生产线如图7-5所示。这条生产线中的主要组成设备有:单螺杆挤出机、衣架形(T形)成型模具、冷却定形辊、牵引装置、拉伸辊、静电处理装置、切边装置和收卷装置等。
图7-5中的拉伸辊组部位(具体辊组布置示意如图7-47所示)的纵向拉伸辊组,分为两个部分:前一部分辊组为慢速辊组,引导被拉伸膜片向前运行,同时被有一定温度的辊面加热;后一部分辊组为快速辊组,被拉伸的膜片在快、慢速辊间被拉伸(见图7-48中辊3)。两辊的转速差就是被拉伸膜片的纵向拉伸倍数。这种拉伸膜片的方式也可称为点拉伸。
(3)工艺参数
1)适合单向拉伸的膜片厚度为0.1~0.5mm。
2)拉伸辊间的距离(见图7-48)一般控制在被拉伸膜片厚度的10~340倍之间。
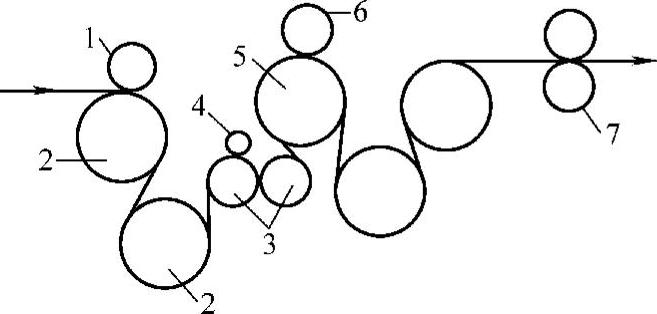
图7-47 纵向(单向)拉伸辊组的布置示意图
1、4、6—橡胶压辊 2—预热拉伸慢速辊 3—拉伸辊 5—牵引导辊 7—牵引辊
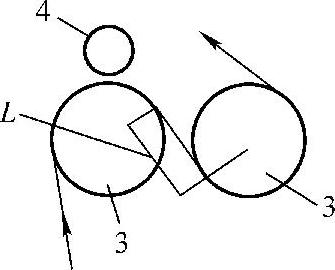
图7-48 图7-47中拉伸辊距离示意图
3—拉伸辊 4—橡胶压辊(https://www.xing528.com)
两辊距L小于膜片厚度的10倍时,膜的拉伸性差,高倍数拉伸易断裂;当L值过大时,膜片拉伸时幅宽收缩大,易纵向撕裂。辊距L的最佳值为膜片厚度的15~240倍。
3)膜片的单向拉伸倍数应控制在4~10倍之间,此倍数范围外的拉伸薄膜强度都比较低。高密度聚乙烯膜片的拉伸倍数在6~8倍范围内最适宜。
4)膜片的拉伸温度为(120±10)℃,辊面温度控制在90~140℃。温度偏低时,膜片拉伸易断裂;温度偏高时,膜易粘辊。
5)拉伸辊直径应不大于250mm。
6)图7-47中的橡胶压辊4,既能防止拉伸膜片在拉伸辊面上滑动,又能压紧膜片贴在拉伸辊面上,防止空气进入膜片与辊面间,影响膜片拉伸质量。
7)拉伸后薄膜的热处理温度,即热处理辊温度要比拉伸辊面的温度高10~30℃。
(4)HDPE薄膜单向拉伸成型示例
1)原料。高密度聚乙烯(密度为0.945g/cm3,熔体流动速率MFR为0.9g/10min),大庆石化公司产5000S拉丝级树脂。
2)设备。采用挤出平膜单向拉伸成型薄膜生产线(见图7-5)。螺杆直径为ϕ65mm,长径比L/D为25∶1,成型模具为衣架形(T形)结构。
3)工艺参数。挤出机塑化原料工艺温度:加料段170~180℃,塑化段180~200℃,均化段210~225℃。
成型模具温度:中间部位210~220℃,两端部位215~225℃。
拉伸辊组温度130~150℃,冷却辊温度30℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。