



(1)原料选择
1)LDPE(密度为0.916~0.925g/cm3)薄膜原料。一般包装用LDPE薄膜成型用MFR为1~4g/10min;要求膜的强度高、用于重包装的LDPE薄膜用MFR为0.3~1g/10min;大棚用LDPE薄膜用MFR为0.2~0.8g/10min;LDPE热收缩薄膜用MFR为1.2~1.5g/10min。不同类型的LDPE薄膜成型用料可参照表1-7选择。
2)LLDPE(密度为0.918~0.930g/cm3)薄膜原料。地膜、极薄薄膜用MFR为0.5~2g/10min,大棚膜用MFR为0.5~1g/10min,一般包装薄膜用MFR为1~2g/10min,强度要求高的重包装薄膜用MFR为0.5~1g/10min。LLDPE薄膜挤出吹塑成型用料参照表1-28选择。
3)HDPE(密度为0.941~0.965g/cm3)薄膜原料。常用熔体流动速率MFR为0.3~6.0g/10min的HDPE树脂,厚度小于0.01mm的薄膜用MFR为0.1g/10min的树脂,一般包装薄膜用MFR为1~2g/10min的树脂。HDPE薄膜挤出吹塑成型用料参照表1-16选择。
4)PP薄膜。挤出吹塑薄膜用熔体流动速率MFR为8~12g/10min的树脂,如一般包装用PP吹塑薄膜用燕山牌2600型(MFR=11g/10min)树脂;要求有较好耐油、耐热性能的PP薄膜用辽阳石化公司产1088型(MFR=6~10g/10min)树脂;流延薄膜用燕山牌2655型(MFR=10g/10min)和辽阳石化公司产1278型(MFR=6~9.5g/10min)树脂。PP薄膜挤出吹塑成型用料参照表1-52选择。
5)PVC薄膜。一般包装用PVC薄膜用SG2型,农业用薄膜用SG3型,民用和工业用薄膜选SG4型,热收缩PVC薄膜选SG5型,透明硬片用SG6或SG7型树脂。
(2)设备选择
1)挤出机螺杆直径与制品的关系。螺杆直径ϕ45mm时,成型模具的口模直径应小于100mm,薄膜折径宽度为200~600mm,厚度为0.015~0.08mm。螺杆直径为ϕ65mm时,口模直径为100~150mm,薄膜折径宽度为300~1000mm,厚度为0.04~0.12mm。螺杆直径为90mm时,口模直径为150~300mm,薄膜折径宽度为500~2000mm,厚度为0.06~0.15mm。螺杆直径为120mm时,口模直径为250~400mm,薄膜折径宽度为600~2500mm,厚度为0.06~0.22mm。螺杆直径为150mm时,口模直径为300~600mm,薄膜折径宽度为800~3500mm,厚度为0.06~0.24mm。
可参照表7-11~表7-13选择挤出吹塑薄膜用机组。
2)螺杆结构。PE薄膜原料塑化用等距不等深渐变型或突变型螺杆,长径比L/D为(20~30)∶1或更大些,压缩比为(3~3.5)∶1。
PP薄膜原料塑化用突变型或渐变型螺杆,最好前端有混炼头型,长径比L/D为(25~28)∶1,压缩比为4∶1。(https://www.xing528.com)
PVC薄膜原料塑化用等距不等深渐变型螺杆,长径比L/D为(20~25)∶1,压缩比为(3~3.5)∶1。
可参照表5-1~表5-5,按塑化原料的不同选择挤出机型号。
(3)工艺参数
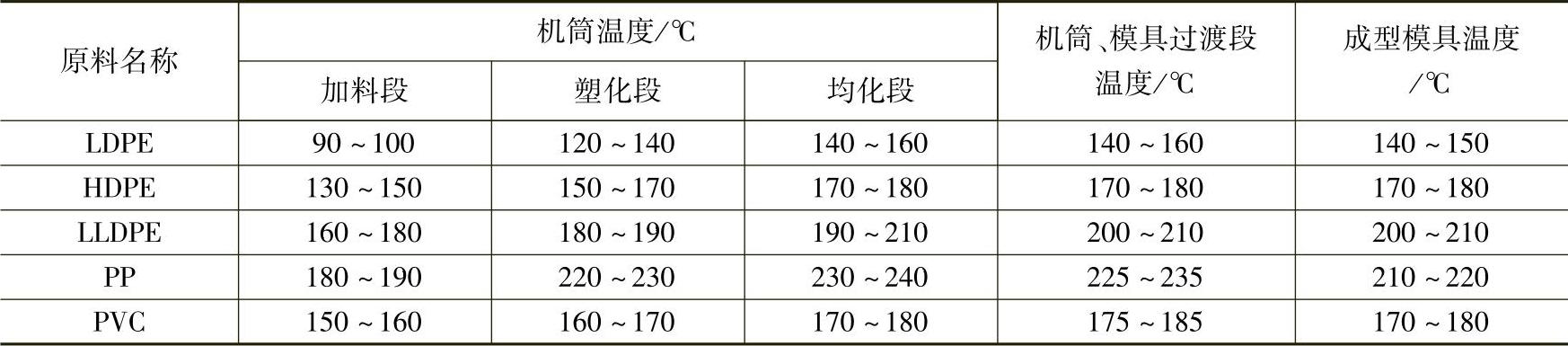
1)塑化温度。不同原料在挤出机机筒内的塑化温度见表7-31。
表7-31 不同原料在挤出机机筒内的塑化温度
2)口模间隙。LDPE为0.6~1.0mm,HDPE为1.0~1.5mm,LLDPE为1.2~2.5mm,PP为0.8~1.2mm,PVC为0.6~1.5mm。
3)参数。风环与模具口的距离在30~100mm范围内,风环直径比模具的口模直径大150~300mm,风压在0.3~0.4MPa范围内,吹风量在5~20m3/min范围内。
4)吹胀比。LDPE料为1.3~3.5,HDPE料为3~6,LLDPE料为1.5~3,PVC料为1.5~2.5,PP料为1~2。
5)牵伸比。HDPE料为4~6,LDPE料为2~8,PP料为2~3,PVC料为2~5。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。