



塑料平膜、片、板之间的厚度界线,没有统一的规定。人们通常把制品厚度小于0.25mm的称为薄膜,厚度大于0.25mm、小于1mm的称为片,厚度大于1mm的称为板。这一类制品的挤出成型,首先是经过模具,成型略大于制品宽度和厚度的尺寸型坯,然后经三辊压光、冷却定形(流延法成型是经过冷却辊降温定形),再经牵引、冷却、切边等工序,完成制品的挤出成型生产工作。
(1)挤出成型平模、片、板制品常用的模具结构 常用的模具结构有歧管型(见图7-21)、鱼尾型(见图7-22)、衣架型(见图7-23)和螺杆分配型(见图7-24)等。成型这类制品用模具结构有很多相似之处,它们的结构特点如下:
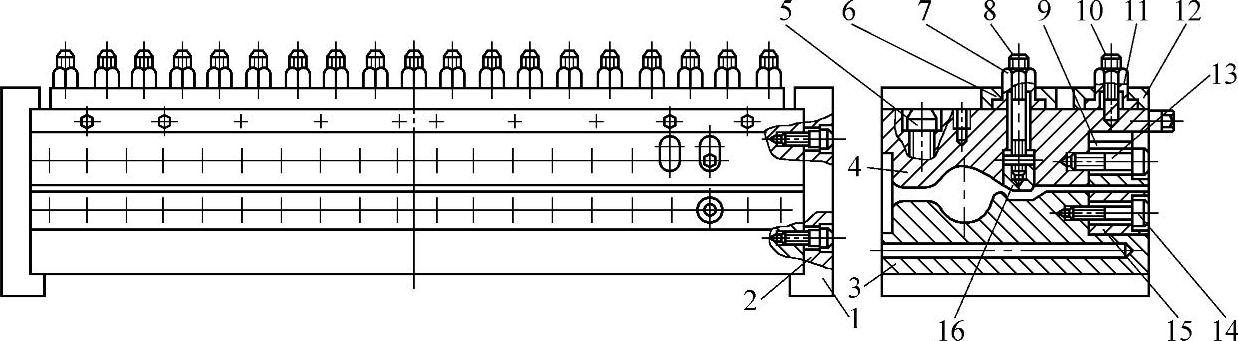
图7-21 歧管型成型模具
1—端板 2、5、13、14—螺钉 3—下模体 4—上模体 6、12—压板 7—调节螺母 8、10—调节螺钉 9—上模唇 11—螺母 15—下模唇 16—阻流调节条
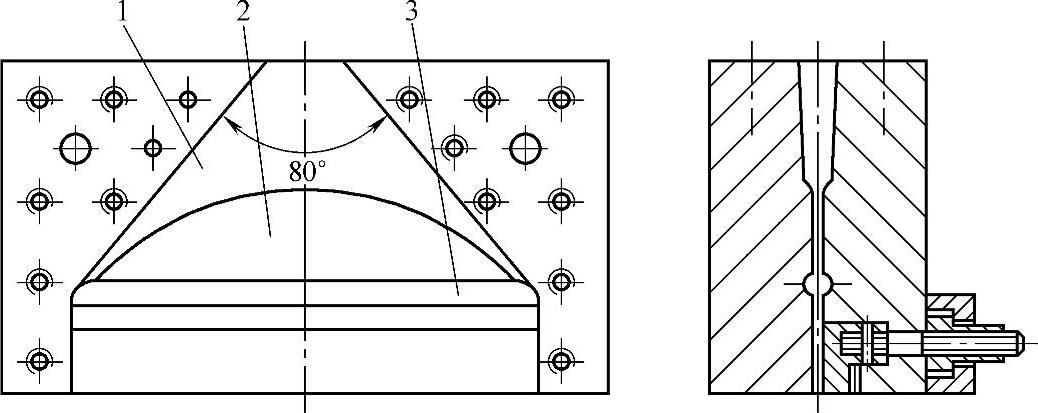
图7-22 鱼尾型模具
1—熔融料扩展段 2—阻流分配段 3—阻流槽
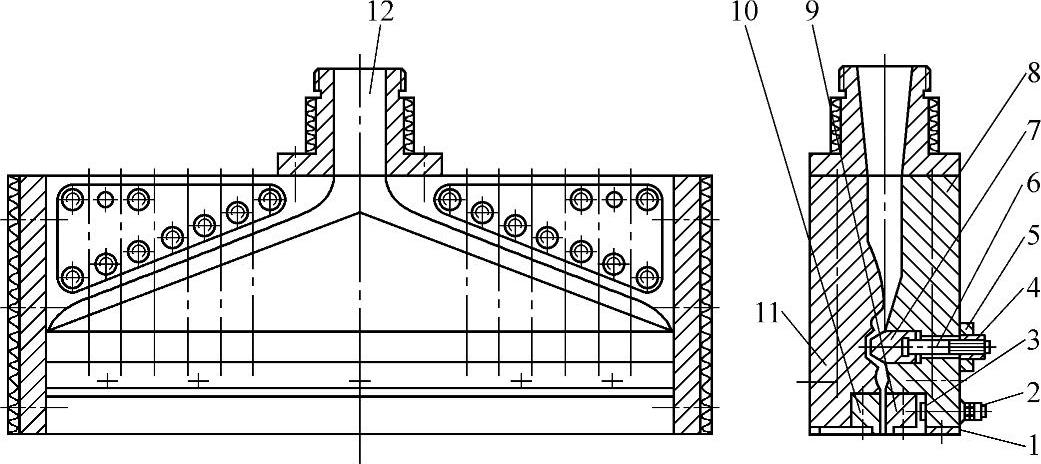
图7-23 衣架型模具
1—挡板 2、4—螺母 3—调节螺栓 5—压板 6—螺栓 7—阻流调节条 8—上模体 9—上模唇 10—下模唇 11—下模体 12—连接颈
1)模具中的熔融料流动空腔主要由上、下模板组成,由多个螺栓紧固两零件的位置。
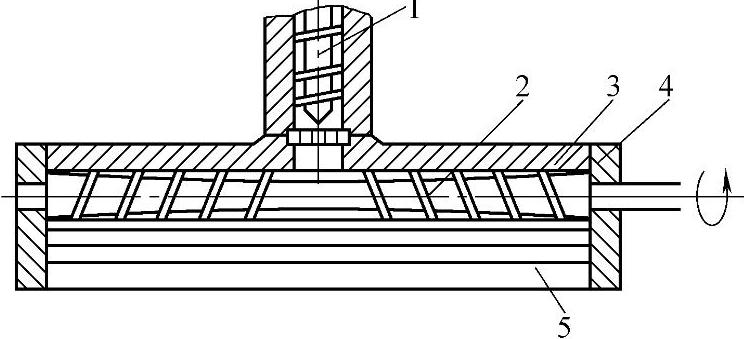
图7-24 螺杆分配型模具
1—挤出机螺杆 2—分配螺杆 3—模具体 4—端板 5—模唇
2)模具中熔融料出口的模唇位置,整个幅宽都设置有均匀分布的调节螺钉,生产初期用以调整上、下模唇间的间隙,使其接近相等,以保证挤出唇口的薄片制品厚度尺寸符合质量要求。
3)为使进入模具空腔内的熔融料在挤出模唇口前,在整个模唇宽度上的流量、压力及流速接近相等,空腔中还设置一个横向贯穿模具的凹槽,以满足上述挤出熔融料对流量、压力及流速接近一致的需要。
4)模具体内外设置有加热器,以满足成型制品对工艺温度的要求。
(2)模具结构基本参数的确定
1)歧管型模具结构参数的确定。歧管型模具结构中的歧管半径一般在15~45mm范围内选择。取大值时,由于模具内贮料较多,而使挤出口模的料流量稳定,从而保证了制品成型尺寸的均匀性。这种较大的歧管半径比较适合于热稳定性好的PE、PP料。热敏性差、流动性又不太好的PVC料挤出成型,模具中的歧管半径就应选小些,一般在15mm左右。当然,如果制品的宽度和厚度尺寸较大、成型用料量较大,则这个半径值也应随之增大些,才适合生产的需要。
模具模唇部位结构断面尺寸如图7-25所示,由制品的宽度和厚度尺寸来决定,但也要注意熔融料特性的影响。经验数据是L=(10~40)h,最大不超过80mm。(https://www.xing528.com)
2)鱼尾型模具结构参数的确定。主要是熔融料空腔中的鱼尾形展开角,一般控制在80°以下。其平直部分(定形部分)可比歧管型模具的平直部分尺寸略大些,一般取L=(15~50)h。
图7-25 模具模唇部位结构断面尺寸
3)衣架型模具结构参数的确定。衣架型模具可生产幅宽为2000mm左右的片材,经横向拉伸可成型幅宽为4000mm的薄膜。
衣架型模具体内的歧管半径比较小(一般不大于15mm)。表7-7中列出幅度为700mm和1000mm时,由模具中间进料,向两端歧管半径逐渐缩小型,不同距离的歧管半径尺寸的实例,可供应用时参考。
4)螺杆分配型模具结构参数的确定。应注意下列几点:
①模具中螺杆的直径应小于挤出机塑化原料用螺杆直径,而且分配螺杆的螺纹线数不是单线螺纹,最好选用4~6个螺纹线数。这是为了缩短塑化的熔融料在模具中的停留时间,避免原料分解,以保证挤出生产成型制品能长时间顺利进行。
②螺杆分配型模具中模唇部位结构尺寸的确定如图7-25所示,参考表7-8中的经验数据应用。
表7-7 衣架型模具中歧管半径不同位置的变化 (单位:mm)
(续)
表7-8 模唇部位的结构尺寸 (单位:mm)

(3)模具对制品质量影响 平膜、片、板挤出成型质量的好坏与原料选择、设备工作质量和工艺温度控制等条件都有直接关系。同样,成型模具结构、加工精度及工艺温度控制是否符合工艺要求,也会给制品质量带来较大影响。制品质量受模具影响的常见条件见表7-9。
表7-9 制品质量受模具影响的常见条件
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。