



1.常用的吹塑薄膜成型模具结构形式及特点
塑料薄膜挤出成型以挤出吹塑法成型薄膜的生产方式应用最多。常用的吹塑薄膜成型模具结构有芯棒式、水平式、直角式、螺旋式和旋转式。这几种不同结构形式的模具的共同特点是:都有一个能成型管状膜的环形缝隙出料口;进入模具内的熔融料要能均匀地分布在空腔内,能够从模具口的环形缝隙中被等压力、等流速、厚度均匀地挤出,成型为圆周厚度一致的吹膜用型坯。这就要求模具口出料间隙可调,而且要间隙均匀,以保证吹塑薄膜成型的质量。
(1)芯棒式模具 芯棒式模具结构如图7-8所示。其主要组成零件有模具体、芯棒、口模座、芯模、压板环、调节螺钉、口模、连接颈和进气管等。
1)模具成型管状膜坯过程。挤出机把塑化均匀的熔融料通过模具连接颈挤入模具体与芯棒组合形成的空腔内,在螺杆的推动挤压下,熔融料沿心轴分流线向上流动,然后在分流线末端尖角处汇合,形成圆管状沿芯棒向上流入缓冲槽内。充满缓冲槽后,沿缓冲槽圆周,熔融料同时向上流,被后续熔融料的压力推动,同时被等压力、等流量和等速度地挤出口模,成型吹塑管状膜坯。此时,由模具底部进气管吹入的压缩空气把膜管吹胀,形成更薄的筒状膜泡,经冷却定形,成为吹塑薄膜制品。
2)芯棒式模具的工作特点。要求芯棒有足够的工作强度,以防止芯棒工作时受熔融料的冲击力作用而变形,产生“偏中”现象,造成口模处圆周间隙不均匀,使制品出现厚度误差过大;芯棒与模具体组合形成的熔融料流道空腔较小,则模具体内熔融料存留少,停留的时间短,熔融料不易分解。所以,此种结构成型模具比较适合于热敏性原料聚氯乙烯树脂的挤塑成型。由于芯棒有分流斜角,熔融料汇合接缝产生一条纹线,对吹塑薄膜的外观质量和强度有些影响。
(2)水平式模具 水平式模具结构如图7-9所示。这种模具结构用在平吹法挤出薄膜设备上。
水平式模具的结构特点是:模具内熔融料流过的空腔比较小,膜坯的定形段也较短,料流的流速均匀,成型膜坯的厚度均匀,模具结构较简单,加工较容易,造价低,生产初期对模具的调整也较方便,膜坯的厚度调整控制方便,不会出现工作中芯棒倾斜的现象。不足之处是:由于分流锥支架肋较多,而增加了熔融料的接线缝,影响膜的强度。
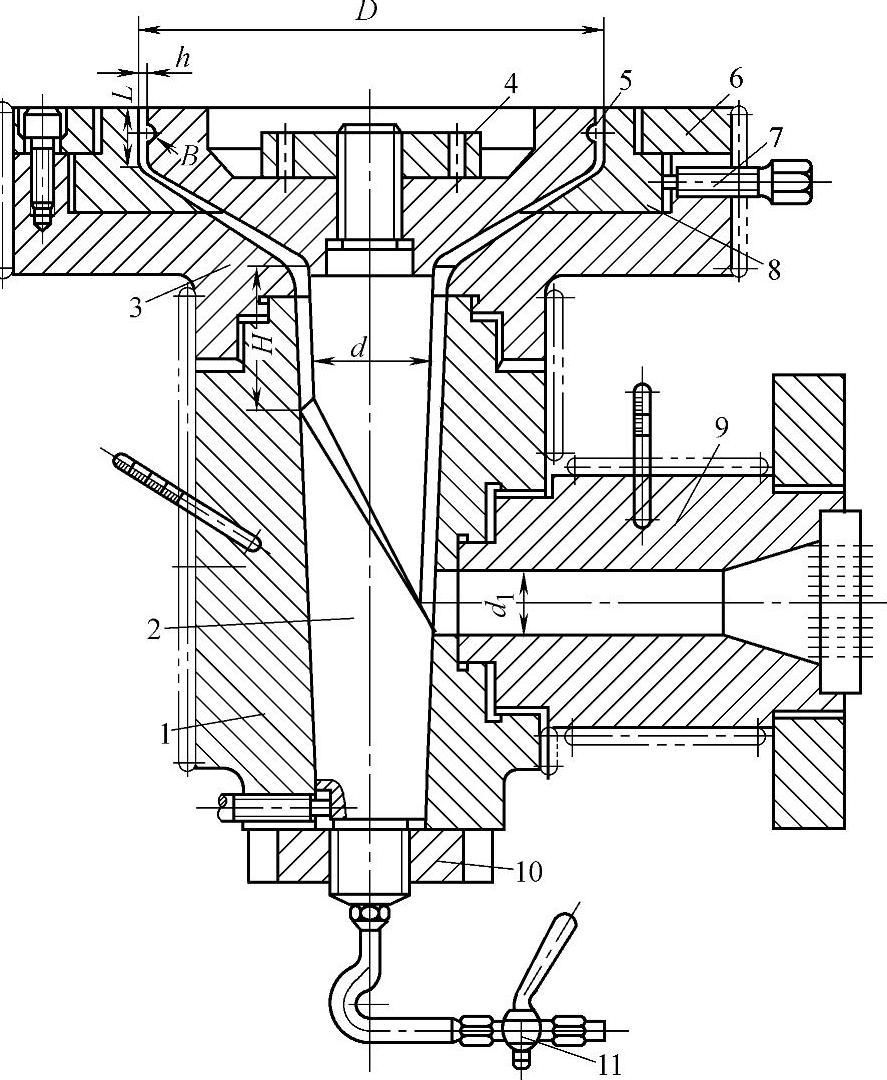
图7-8 芯棒式模具结构
1—模具体 2—芯棒 3—口模座 4—螺母 5—芯模 6—压板环 7—调节螺钉 8—口模 9—连接颈 10—螺母 11—进气管
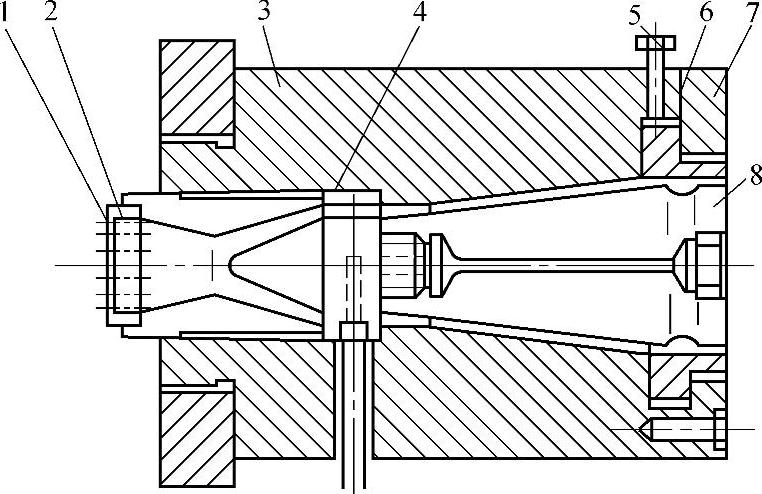
图7-9 水平式模具结构
1—过滤网 2—分流板 3—模具体 4—分流锥 5—调节螺钉 6—口模 7—压盖 8—芯棒
水平式模具比较适合于聚乙烯和聚丙烯原料挤出吹塑成型薄膜。
(3)直角式模具 直角式模具结构如图7-10所示。其主要组成零件有分流锥、芯棒、口模、模具体、中套、多孔板、模具外套、调节螺钉、连接颈和进气管等。
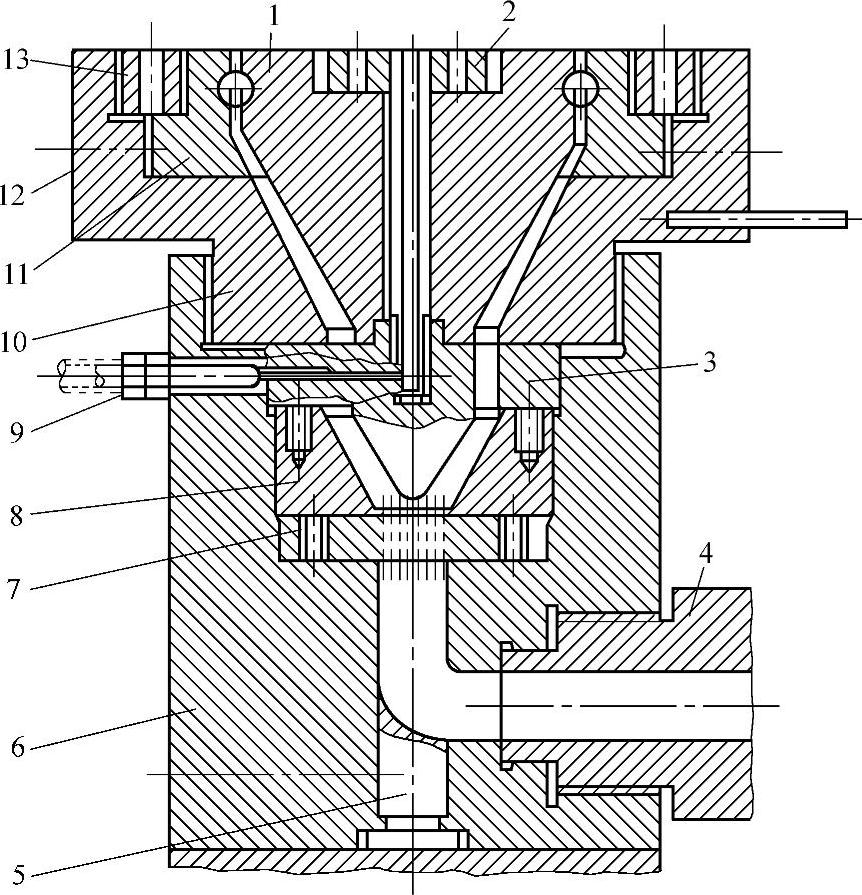
图7-10 直角式模具结构
1—芯棒 2—压紧板 3—分流锥 4—连接颈 5—堵头 6—模具体 7—多孔板 8—中套 9—进气管 10—模具外套 11—口模 12—调节螺钉 13—锁紧螺母
1)模具成型管状膜坯过程。在挤出机的螺杆旋转推力的作用下,塑化均匀的熔融料经模具连接颈进入模具体空腔内,通过多孔板由分流锥把熔融料分流成圆筒状,经芯棒和口模间的缝隙,被挤出模具口,成为吹膜用管状膜坯。管状膜坯由牵引机牵引向上或向下移动,同时,从芯棒中间向膜坯内吹入压缩空气,把膜坯吹胀成圆筒状膜泡,经冷却定形后成为吹塑薄膜制品。
2)直角式吹塑成型模具特点。当塑化均匀的熔融料进入模具空腔后,由分流锥把熔融料分流成圆筒状,这样的分流方式使熔融料在成型模具内分布均匀;熔融料是从模具体下端侧进入模腔内的,熔融料不能像芯棒式模具那样冲击芯棒,这样使模具的调整控制就比较容易,膜坯管挤出口模时的壁厚较均匀,则吹塑成型后薄膜制品厚度质量好。
不足之处是:直角式模具体空腔比芯棒式模具体空腔的容积大些,这样,直角式模具体内熔融料存量较多,则熔融料在模具内停留时间长,料易分解,所以此种结构形式的模具对成型热敏性原料(如聚氯乙烯料)不利,易分解变黄。另外,分流锥上的十字形支肋,使熔体管状筒形成有多股熔融料接线纹,对吹塑膜的强度略有影响。
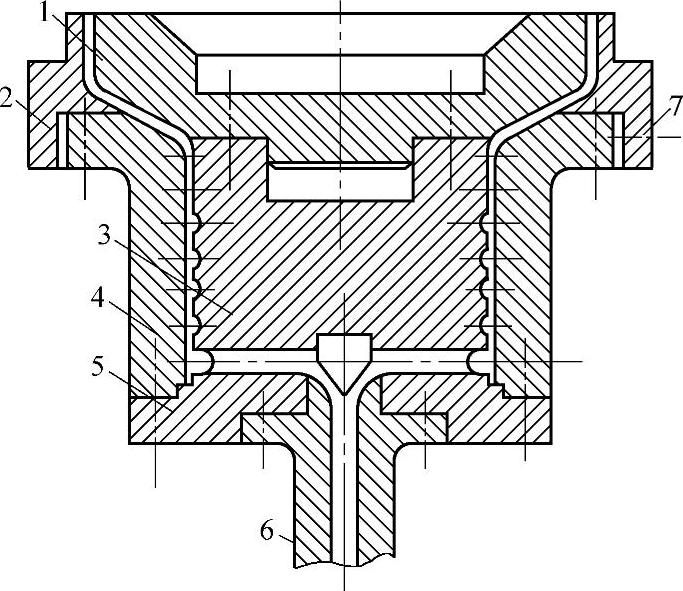
图7-11 螺旋式模具结构
1—芯模 2—口模 3—螺旋芯模 4—模具外套 5—模具座 6—进料连接颈 7—调节螺钉
(4)螺旋式模具 螺旋式模具是指模具中的芯模外表有呈螺旋形沟槽的模具,具体结构如图7-11所示。螺旋式模具的主要组成零件有:螺旋芯模、口模、芯模、模具外套、调节螺钉、模具座和进料连接颈等。
1)模具成型管状膜坯的过程。挤出机的螺杆旋转,推动熔融塑化料经进料连接颈进入模具体内主流道孔,然后再分别进入多个呈对称分布的分流道孔中,分成多股料流。这些料流在后续熔融料的推动下,沿着各自的螺旋槽向模口方向流动。由于螺旋芯模是上小下大的锥形体,熔融料移动的断面也逐渐随着空腔的加大而增加,在这个位置上,大多数熔融料变成轴向移动。通过缓冲槽后,口模处的熔融料被等压力、等流量和等流速地挤出口模,成为吹塑薄膜的管状坯,经牵引机牵动向前运行;与此同时,压缩空气经芯模孔吹入膜坯内,把膜坯吹胀,成为筒状膜泡,经冷却定形成为吹塑薄膜制品。
2)螺旋式模具的工作特点。从模具成型管状膜坯的过程中可以知道:熔融料进入模具体内后又分成多股料流,使熔融料得到进一步的混合塑化,再加上料流的分股与汇合过程不会形成熔融料接缝线,这使熔融料吹塑薄膜的质量和强度得到提高。由于此种模具结构使熔融料流的压力和流速均较平稳,则使成型的管状膜坯厚度较均匀,保证了吹膜制品的质量。此种结构形式的模具,熔融料在模具体内的停留时间较长,因此,只能适合于加工流动性较好的原料。聚氯乙烯挤塑成型吹塑薄膜时不能使用螺旋式模具。
(5)旋转式模具 旋转式吹塑薄膜成型用模具的结构形式可以是芯棒式、直角式和螺旋式。旋转式模具结构与芯棒式、直角式和螺旋式模具结构基本相同,不同之处是:旋转式模具在成型膜坯时,芯棒或模体旋转,旋转方式可以是其中一件旋转,也可两件同时旋转;可同向旋转,也可逆向旋转。两零件旋转成型膜坯的目的是:借助两零件的相互旋转成型膜坯来弥补、修正膜坯在管状圆周上的厚度误差,使各误差点均匀地分布在管状膜坯的圆周上,从而保证吹胀膜制品圆周厚度误差值接近一致。
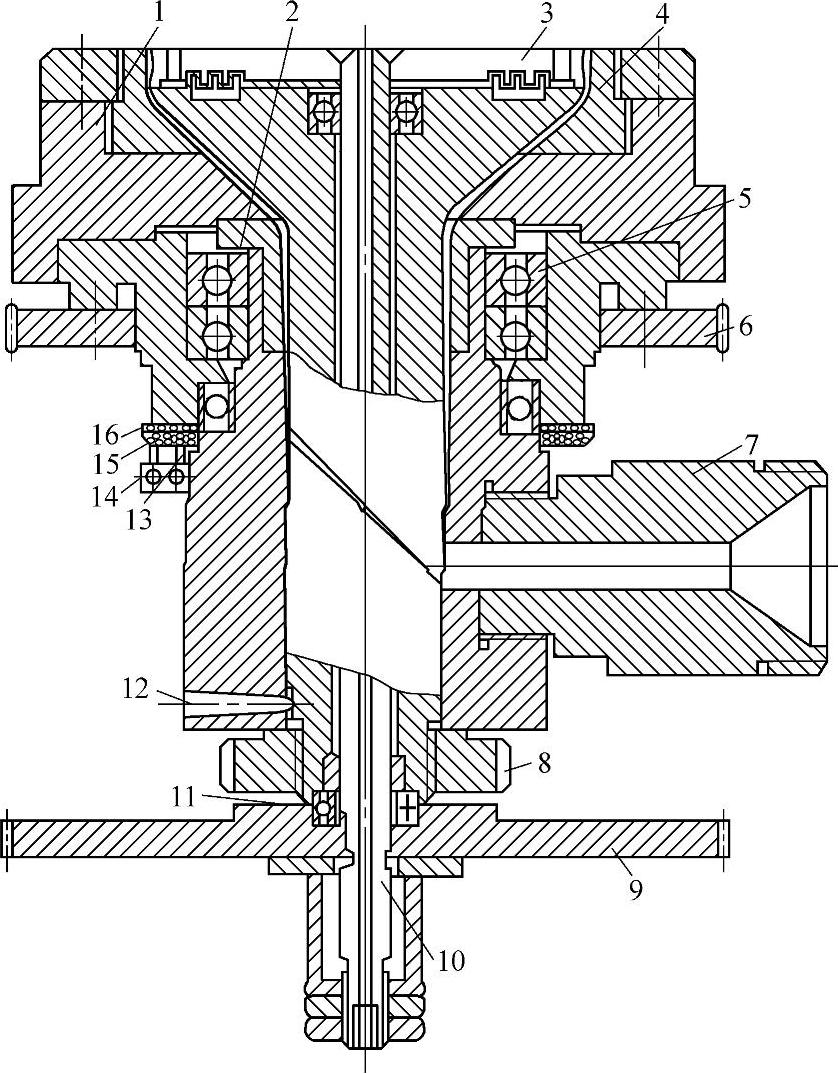
图7-12 芯棒式旋转模具结构
1—旋转模体 2—旋转套 3—芯棒 4—口模 5、11—滚动轴承 6—传动齿轮 7—模具连接颈 8—定位锁紧螺母 9—传动齿轮 10—空心传动轴 12—定位销 13、15—铜环 14—碳刷 16—绝缘环
图7-12所示为芯棒式旋转模具结构。其主要组成零件有旋转模体、旋转套、芯棒、口模、传动齿轮、空心传动轴、滚动轴承和模具连接颈等。
芯棒式旋转模具成型管状膜坯的过程与芯棒式吹塑成型模具成型管状膜坯的过程完全相同。旋转式模具的工作特点是:零件的旋转速度在0.2~4r/min范围内;成型膜制品质量较好,无熔融料接缝线,薄膜厚度的偏差在±5μm范围内;模具中的各零件要用高温下变形小的钢材制造,加工精度要求高,相互运动件配合要严密,防止产生渗漏料;注意轴承部件的润滑和电加热元件的绝缘性能;只适合于流动性好、不易分解的塑料成型。螺旋式旋转模具可成型膜泡直径200~6000mm的薄膜,直角式旋转模具适合于成型折径为1000mm以下的薄膜。
(6)复合式模具 挤出吹塑成型复合薄膜用成型模具,是指能把几层不同原料或不同颜色的熔融料,在模具内或在模具外复合成复合薄膜。这种挤出吹塑成型复合薄膜的生产方法,可用两台或两台以上挤出机工作,分别由它们挤塑出不同原料或不同颜色的熔融塑化料,然后同时挤入吹塑薄膜用的成型模具中。成型吹塑薄膜用管状膜坯,经吹胀成膜泡,冷却定形后即成为复合薄膜。图7-13所示是两层膜复合模具结构。图7-14所示是三层膜复合模具结构。
不同结构形式模具的应用特点见表7-2。
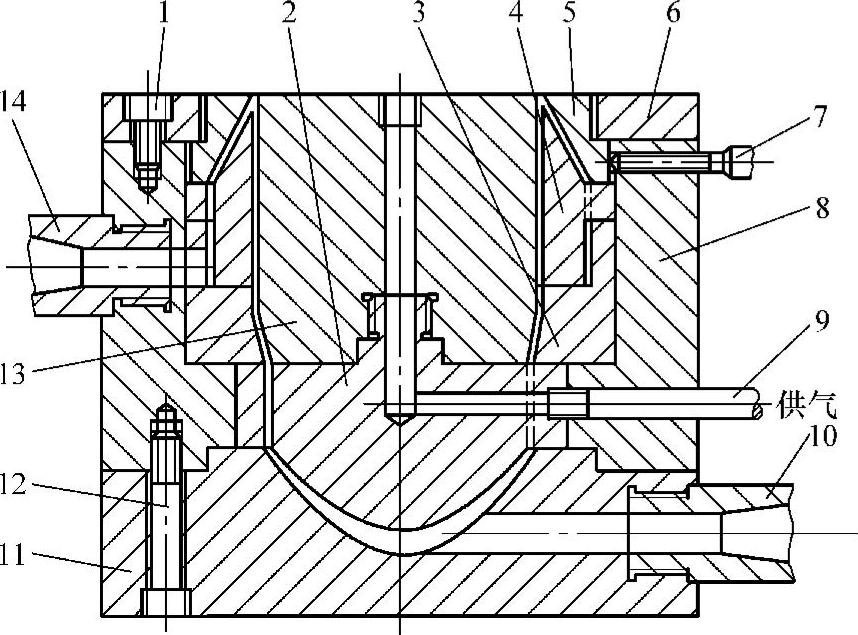
图7-13 两层膜复合模具结构
1—内六角圆柱头螺钉 2—分流锥 3—口模过渡中套 4—口模定形环 5—口模 6—压环 7—调节螺钉 8—模具体 9—进气管 10—进料连接颈 11—端板 12—六角螺钉 13—芯模 14—进料连接颈
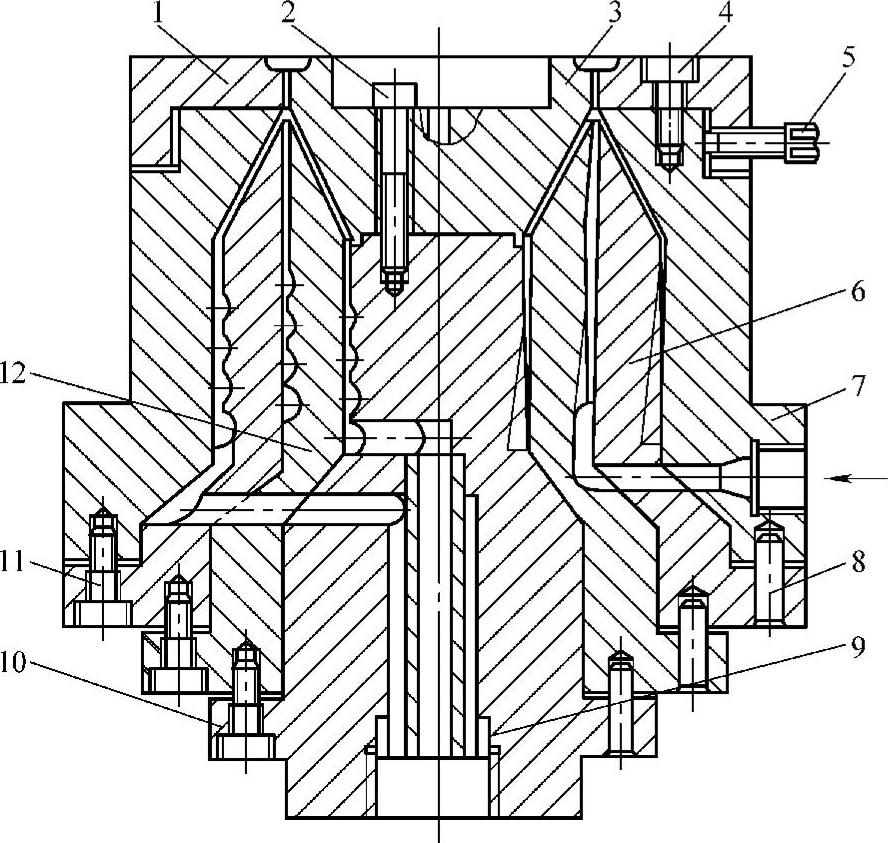
图7-14 三层膜复合模具结构(https://www.xing528.com)
1—口模 2、4、11—内六角圆柱头螺钉 3、6—芯模 5—调节螺钉 7—模具体 8—销 9—进料管 10—内芯模 12—中层芯模
2.模具结构参数
(1)口模 口模在挤出吹塑薄膜制品成型用模具中的位置如图7-8的8所示,结构如图7-15所示。口模直径的确定应注意其与挤出机螺杆直径的匹配。两者的关系要从薄膜制品厚度、吹胀比和产量等条件考虑选择。螺杆直径与口模直径、薄膜幅宽的关系见表7-3,可供应用时参考。
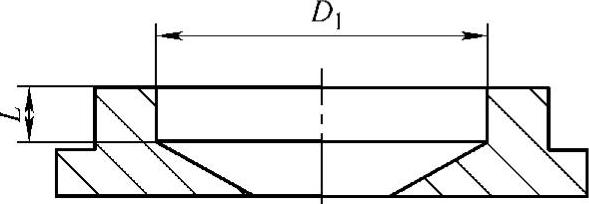
图7-15 口模结构
表7-2 不同结构形式模具的应用特点
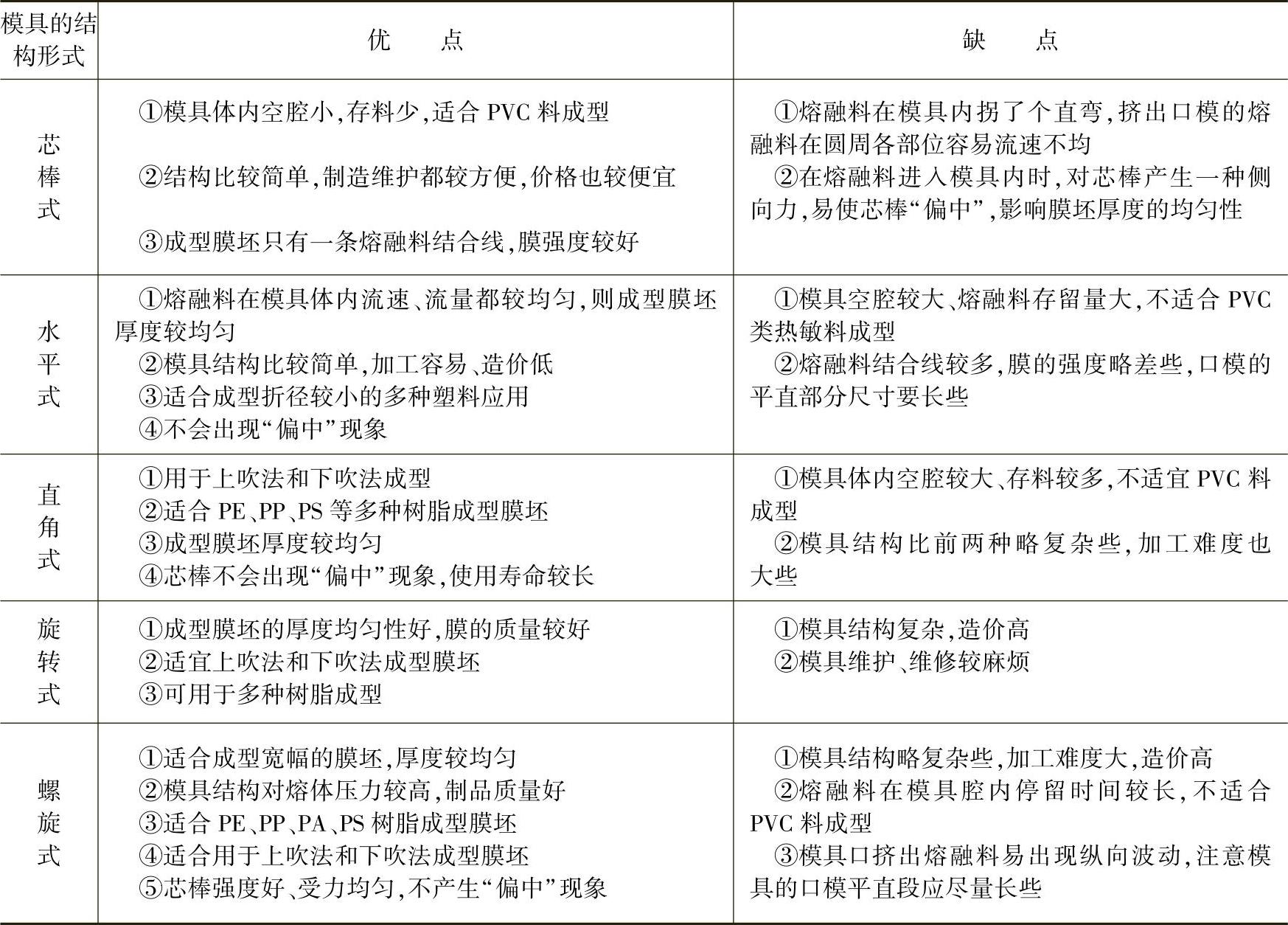
表7-3 螺杆直径与口模直径、薄膜幅宽的关系 (单位:mm)

(2)芯棒 芯棒模结构见图7-16。这是当口模直径小于150mm时,常用的一种整体式芯棒模。如果芯棒模与口模配合部位的直径大于200mm,为了机械加工的方便,可把芯棒模分为两部分,即芯模(见图7-17)和芯棒(见图7-18)。
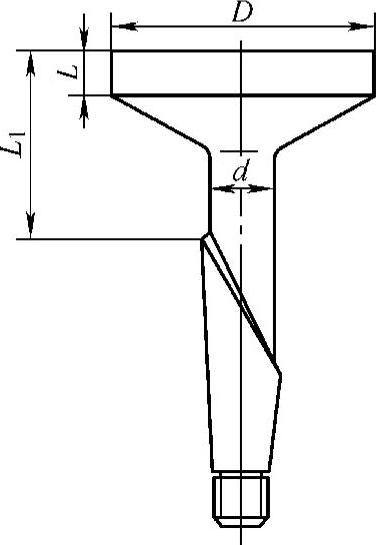
图7-16 芯棒模结构
L≥15s(s为口模间隙),L1>2d+L
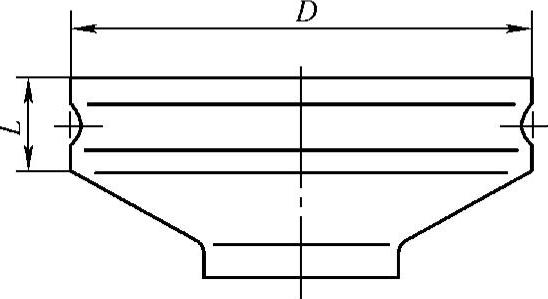
图7-17 芯模结构
1)模具中芯棒上的扩张角值,常用角度在90°左右,最大值不应超过120°。过大的角度给工艺控制,膜厚度调节和模具强度设计等带来一定的难度。
2)芯棒上、口模处的缓冲槽为弓形,宽为(15~30)h,高为(4~8)h较为适合。
3)芯棒斜角结构(见图7-19)。这个角度值由熔融料的黏度和流动性来决定,一般取α=40°~60°。角度过小,容易造成芯棒中α角两边汇合处流料缓慢,因受热时间过长而分解。
4)芯棒上加阻流块(见图7-18b),目的是为了控制熔融料沿芯棒流动上升,在整个芯棒圆周上料量分布合理些,使熔融料挤出口模时的流量、压力在口模圆周趋于均匀。
(3)型体 吹塑膜坯成型模具中的型体分整体式(见图7-9中的件3)和组合式(见图7-8中的件1、3),图7-20所示为组合式模具型体的下半部。规格较小的模具型体一般都设计成整体式;为加工方便,较大规格的模具型体一般都设计成组合式。
芯棒、型体和口模组合后,在吹塑膜坯成型模具中形成一个熔融料流动空腔。塑化均匀的熔融料被挤入模具后,在芯棒处被分为环状,沿空腔向模具口移动,逐渐地在空腔间变成壁厚均匀的管形膜坯,沿口模圆周被等压、等量和等流速挤出模具。
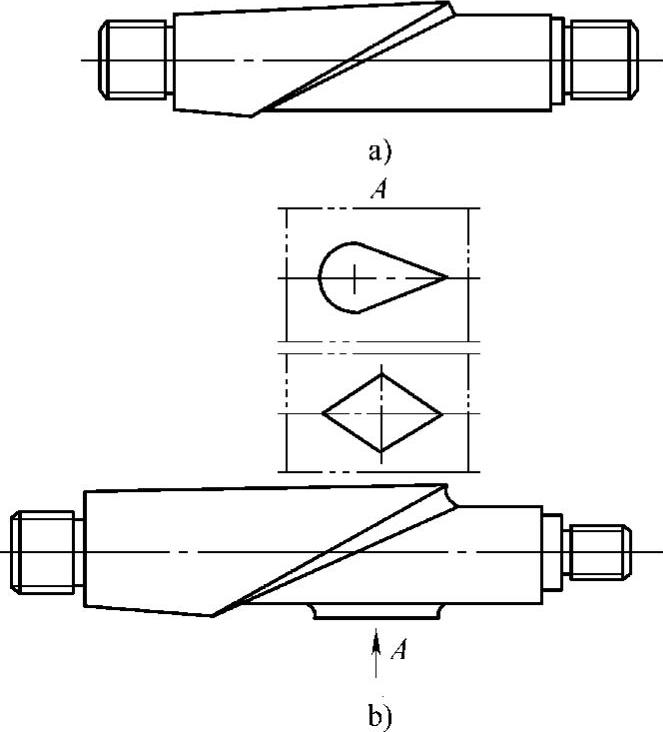
图7-18 芯棒结构
a)通用型 b)有阻流块式芯棒
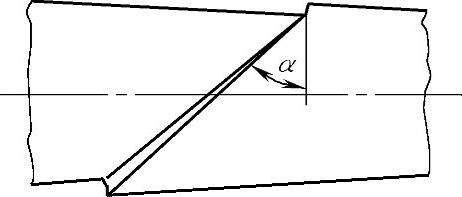
图7-19 芯棒合流尖角结构
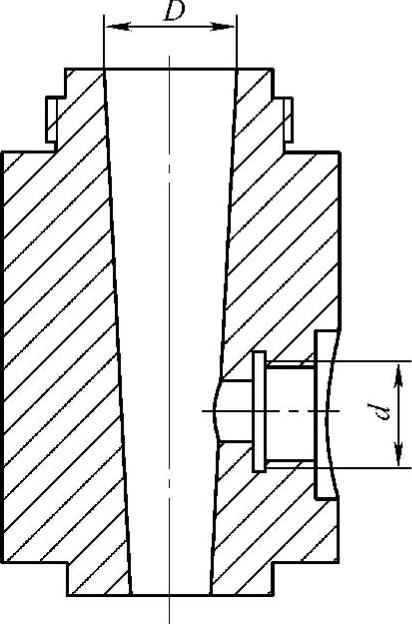
图7-20 组合式模具型体的下半部
1)口模定形段长度L与口模间隙h(见图7-8)的比值应参照表7-4中的比值范围。比值过大,模具体质量增加;比值过小,影响膜管的成型质量。
表7-4 模具中口膜定形段长度与口模间隙的比值

2)成型模具的口模间隙应在0.50~2.00mm内可调。生产中常用的口模间隙在1mm左右。挤出吹塑薄膜用不同原料时的口模间隙见表7-5。
表7-5 挤出吹塑薄膜用不同原料时的口模间隙

通常,口模与芯棒间的间隙也可按h=(18~30)t来确定(式中,t为膜泡厚度,单位为mm)。
3.模具对制品质量的影响
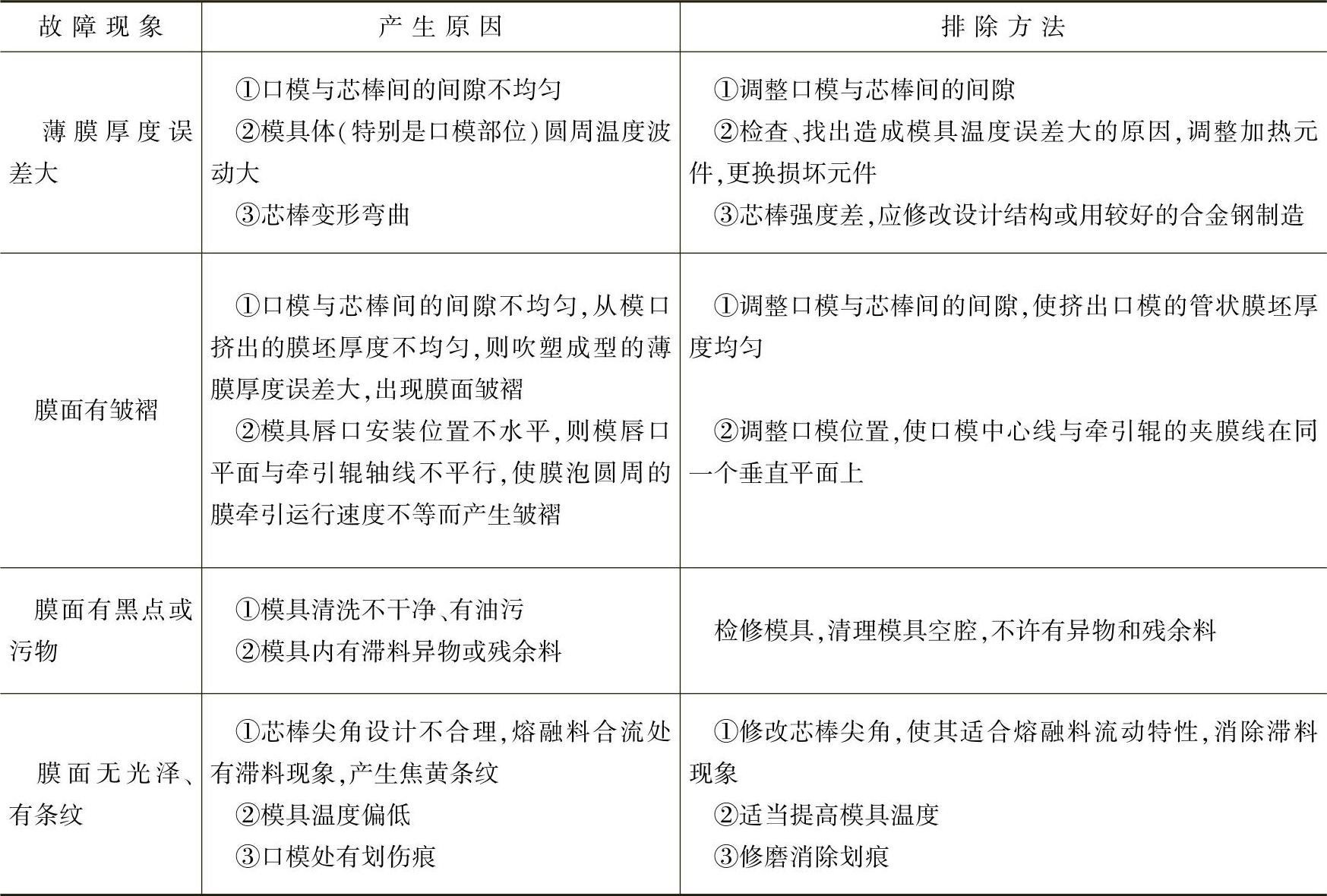
挤出吹塑法成型薄膜用模具结构、制造精度及工艺条件的调整变化,对挤出吹塑成型薄膜的质量有直接影响。吹塑薄膜成型质量受模具的影响分析见表7-6。
表7-6 吹塑薄膜成型质量受模具的影响分析
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。