



聚氯乙烯塑料软管是以悬浮法聚氯乙烯树脂为主要原料,加入一定比例的增塑剂、稳定剂、润滑剂及其他一些辅助原料,经混合均匀后造粒,然后用挤出机熔融塑化而挤出成型的一种塑料制品。
1.聚氯乙烯软管的特性与应用
(1)聚氯乙烯软管的特性 由于聚氯乙烯软管是由多组分原料经混合后挤出成型,所以它的特性是可变的,这取决于用原料配方中各种原料的组分比例大小。通用型PVC软管的特性与普通硬质PVC管的特性相同,也具有化学稳定性好、耐各种化学液体的腐蚀、电绝缘性能优良、可制成各种颜色等特点,但由于成型用料配方中有增塑剂,所以这种塑料管柔软,可以任意弯曲。这是它不同于聚氯乙烯硬管之处。
(2)聚氯乙烯软管的应用 主要是用来代替橡胶管输送各种液体,作电缆套管及电线用绝缘护套管等。
2.聚氯乙烯软管挤出成型生产线及工艺顺序
聚氯乙烯软管用挤出机成型生产线设备组成如图6-2所示。生产线上主要组成设备有挤出机,成型管材用模具,管坯冷却定形用水槽,牵引机和管材制品的卷取装置。
聚氯乙烯软管的挤出成型工艺顺序是:
PVC树脂和配方中各种辅助料按配方要求比例计量→用混合机搅拌,将料混合均匀→挤出机混炼造粒→挤出机将原料熔融塑化→模具成型管坯→冷却定形→牵引→盘卷→检验→检斤→包装入库。
3.原料选择与用料配方
聚氯乙烯软管成型主要用悬浮法PVC中的SG2、SG3和SG4型树脂,然后再按聚氯乙烯软管的应用条件需要,适当加入不同比份的增塑剂、稳定剂、润滑剂和其他一些辅助料,组成用料配方。
不同用途与特性的聚氯乙烯软管用料参考配方见表3-6。
4.设备选择
聚氯乙烯软管的挤出成型用设备与聚氯乙烯硬管挤出成型用设备基本相似。原料的混合搅拌常用卧式捏合机和高速混合机,挤出成型可用单螺杆挤出机,也可用双螺杆挤出机,但目前以单螺杆挤出机挤出成型软质聚氯乙烯管应用较多。螺杆结构为等距不等深渐变型,长径比在18~25范围内,压缩比在2.5~3.5之间。
PVC软管成型用模具结构和PVC硬管成型用模具结构相同,分流锥角60°左右,压缩比在5~10范围内,芯轴的平直部分长约是管壁厚的15倍;口模内径和芯轴外径应比管材的外径和内径尺寸大15%左右。图6-6是PVC软管挤出成型应用较多的一种模具结构。
5.成型工艺
生产聚氯乙烯软管原料的配制与生产聚氯乙烯硬管用原料的配制有些不同。由于树脂中需加入增塑剂,所以在各种原料混配捏合时,注意要先把树脂和增塑剂掺在一起捏合。工作顺序:先将捏合机通入蒸汽加热升温,然后把树脂和增塑剂倒入Z形捏合机的混合室内,搅拌混合,使PVC树脂均匀吸入增塑剂后充分溶胀,再加入稳定剂、润滑剂和填充料等其他助剂,搅拌捏合均匀。捏合机加热用蒸汽压力为0.2~0.4MPa,原料混配捏合时间约40~50min。
挤出成型PVC软管工艺温度为机筒的加料段80~110℃,塑化段120~145℃,均化段150~170℃。成型模具温度160~190℃。用粉料挤出取较低温度,用粒料挤出取较高温度。
6.聚氯乙烯软管成型注意事项
①聚氯乙烯软管挤出成型,可直接用粉料挤出,不用造粒工序。但应注意:直接用粉料挤出塑化原料挤出成型软管时,工艺温度应比粒料挤出成型管时温度略低一些,一般可低5℃左右。
②第一次用新配方挤出成型管时,应首先验证设定的工艺温度是否合理,从机筒挤出的熔融态料应黏稠,表面光亮,没有未塑化好的块状料,说明工艺温度设定得较合理。注意机筒上各段温度,应是从加料段至均化段,一直到成型模具口处逐渐升高。
③聚氯乙烯软管挤出成型时,螺杆工作转速应比聚氯乙烯硬管的挤出成型转速高些。这是因为原料中有增塑剂的作用,熔料的流动性较好。
④聚氯乙烯软管成型后的冷却定形,除了直径较小(ϕ60mm以下)的管坯冷却定形时不需吹入压缩空气,较大直径的管坯冷却定形时一定向管内吹入压缩空气,以保证管直径尺寸的准确。注意:压缩空气的压力要稳定,生产薄壁PVC软管时,应在压缩空气的进口处安装微调装置;不需要通入压缩空气的小直径管坯冷却定形,也需要有从模具体进入管坯内的空气通孔,方便空气的进入,防止熔态管坯的粘连。
⑤注意管坯牵引速度的平稳性,运行速度不平稳的管材牵引时,管材的直径尺寸误差波动一定会很大,质量很难保证。
⑥生产中出现故障需要较长时间排除时,应把机筒和模具内残料清除干净;如停时间较短,开车前需把机筒和模具内存料加热软化后再开车。此时,注意机筒加热温度不宜过高,以防止PVC树脂分解。
⑦挤出PVC树脂用螺杆的头部结构要选用较钝的平滑圆锥形。
⑧如果原料经筛选后较干净,挤出PVC塑料管可不用在机筒前加过滤网和多孔板。
⑨为了保证挤出PVC软管的成型质量,注意螺杆的工作转速应平稳,机筒和模具的温度控制要波动小。
⑩挤出PVC软管用挤出机规格的参考选择方法:生产软管的直径尺寸应在螺杆直径的15%~18%范围内较适宜。
7.软质聚氯乙烯管挤出成型例
(1)纤维增强聚氯乙烯软管 纤维增强聚氯乙烯软管和普通聚氯乙烯软管成型用料基本相同,也是以聚氯乙烯树脂为主原料,再加入一定比例的增塑剂、稳定剂、润滑剂和其他一些辅助料组成配方后挤出成型。纤维增强聚氯乙烯软管不同于普通聚氯乙烯软管之处是管壁内在挤出成型时夹有一层由化学纤维编织成的网格,结构如图6-32所示。
从图6-32中可以看出,这种纤维增强聚氯乙烯软管,由于它是由以聚氯乙烯为主的多种原料组合成型,又有格状化学纤维在其中间起到增强的作用,所以这种塑料管除有PVC软管的耐腐蚀、体轻和柔软可弯曲的性能外,还可以在工作时承受一定的压力。目前,在工业设备和运输机械中的气体或液体的输送管路中得到广泛应用。
1)原料与配方。纤维增强聚氯乙烯管成型主要用悬浮法PVC中的SG2、SG3或SG4型树脂,加入一定比例的增塑剂、稳定剂和润滑剂等辅助料组成配方。
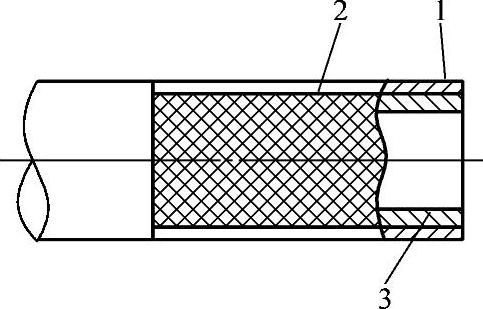
图6-32 纤维增强聚氯乙烯管结构
1—PVC塑料外层 2—纤维层 3—PVC塑料内层
纤维增强聚氯乙烯管成型用料配方参考实例(质量份)。
聚氯乙烯树脂(PVC SG3) 100 硬脂酸钡(BaSt) 1.0
邻苯二甲酸二辛酯(DOP) 28.0 硬脂酸镉(CdSt) 0.7
邻苯二甲酸二丁酯(DBP) 22.0 石蜡(P-C1) 0.2
2)成型工艺。
①纤维增强聚氯乙烯管成型生产工艺顺序。PVC树脂及各种辅助料按配方比例计量→原料在混合机中热混合→原料降温搅拌→挤出成型内层管→冷却定形→纤维缠绕→牵引→加热→挤出复合管外层→冷却定形→牵引→卷取→检验→检斤→包装入库。
②设备选择。
a.混合机,用于混合原料,可用卧式捏合机,也可选用高速混合机。
b.单螺杆挤出机两台,一台挤出成型管内层,另一台挤出成型管外层,螺杆为等距不等深渐变型,长径比为(18~25)∶1,压缩比为(2.5~3.5)∶1。挤出机的规格由挤出管的直径大小来决定。
c.纤维缠绕机的选择由生产管的规格来决定,按管材的直径大小选择线盘的线锭数。管直径不大时,可用16支纱,两线盘的线锭数相等,缠绕网格的线夹角可以是60°或90°,工作转速在2m/min左右,用直流电动机驱动,速度可调。
d.加热装置可用电阴加热或热风循环加热。作用是让缠绕在内层管表面的化学纤维受热收缩,紧贴在管外表面;另外,塑料内层管表面受热熔融,有利于管外层熔料与内层管外表面的复合,牢固结合成一体。
③成型工艺及挤塑温度。
a.原料按配方要求计量后,各种原料中先把PVC树脂和增塑剂加入高速混合机内混合搅拌。具体要求和PVC软管的原料配混方法相同。当料温达到110~120℃时,排入冷搅拌机内,搅拌打碎结块料,让混合均匀的料温降至40℃以下。
b.对于挤出成型纤维增强管的内层,挤出机机筒加料段温度90~120℃,塑化段温度130~150℃,均化段温度160~170℃,成型模具温度170~180℃。
c.纤维增强PVC管的内层冷却定形后,表面缠绕网格,化学纤维线规格为210D1×3,线格夹角为60℃,锭芯为16支。
d.管加热,化学纤维线收缩紧包在内层管外圆上,管的外表面略成熔融态。
e.对于挤出复合纤维增强管外层,挤出机机筒加料段温度110~130℃,塑化段温度140~160℃,均化段温度160~170℃,成型模具温度170~180℃。
3)纤维增强聚氯乙烯管的质量。纤维增强聚氯乙烯管的质量,目前国内还没有标准规定。参照有关资料,提供几点纤维增强聚氯乙烯管的质量条件,供府用或生产时检测参考。
①外观质量要求。纤维增强聚氯乙烯管的内外圆表面应光滑、平整,不允许有气泡、未塑化硬疖及杂质;管壁厚应均匀一致;颜色均匀,一般外层应呈透明层。
②纤维增强聚氯乙烯管的性能。拉伸强度≥11.50MPa,剥离强度≥9.5N/cm,断裂伸长率≥200%。(https://www.xing528.com)
水压试验:1.2MPa以下保持5min不破裂。
耐寒试验:(-10±2)℃保持5min撞击不破裂。
(2)硬质聚氯乙烯螺旋增强PVC软管 硬质聚氯乙烯螺旋增强PVC软管是一种用硬质PVC圆条缠绕成螺旋状,复合在软质PVC管内成型的增强管,其结构如图6-33所示。由于PVC软管内有了硬质PVC圆条螺旋作骨架,从而提高了软质PVC管的刚度和工作强度。这样,螺旋增强PVC管就可以输送有一定压力的液体,另外这种管还具有耐腐蚀、易弯曲等优点。在某些领域它可以代替橡胶管或钢管输送液体、气体和粒状固体;也可以替代金属软管作机电设备中的电缆护套等。
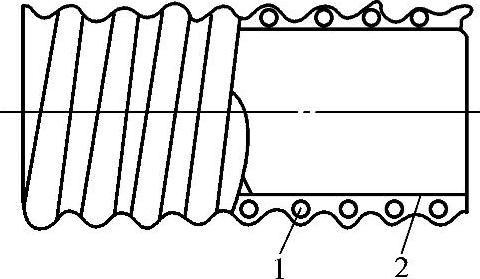
图6-33 硬质聚氯乙烯螺旋增强PVC软管结构
1—硬质PVC螺旋条 2—软质PVC管壁
1)原料与配方。硬质聚氯乙烯螺旋增强软质PVC管中的硬质聚氯乙烯螺旋条成型用料配方和软质PVC管成型用料配方,可参照硬质聚氯乙烯制品的用料配方和软质PVC管成型用料配方设计。
管中的两种制品成型参考配方如下。
软质PVC透明管成型用料配方(质量份):
聚氯乙烯(PVC SG4) 100 二月桂酸二丁基锡(C102) 1.5
邻苯二甲酸二辛酯(DOP) 60 环氧大豆油(ESO) 3.5
己二酸二辛酯(DOA) 6.5 石蜡 0.25
钡/镉/锌液体稳定剂 0.8
硬质PVC螺旋条用料配方(质量份):
聚氯乙烯(PVC SG6) 100丙烯酸酯类(ACR-401) 1.2
三盐基硫酸铅(3PbO) 1.5 石蜡 0.5
二盐基亚磷酸铅(2PbO) 1.5 硬脂酸(HSt) 0.5
硬脂酸钡(BaSt) 1.5 轻质碳酸钙(CaCO3) 10
硬脂酸铅(PbSt) 0.7 钛白粉(TiO2) 1.5
氯化聚乙烯(CPE) 5.0
2)成型设备。硬质聚氯乙烯螺旋增强PVC软管的挤出成型,由于制品是用两种性能不同的PVC制品复合成型,生产时,两种制品的不同配方原料分别在两台混合机中配混,然后又分别在两台挤出机中熔融塑化。挤出的熔融态料分别从成型模具的两个入口挤入成型硬质聚氯乙烯螺旋增强PVC软管的模具中,复合成型管坯。两台挤出机的规格选择,由于成型复合管时软质PVC料比硬质PVC料用料量大,所以选取挤塑软质PVC料用挤出机规格应大于挤塑硬质PVC料用挤出机规格。挤出机中螺杆的结构形式与挤塑普通聚氯乙烯制品用螺杆的结构形式完全相同。
硬质聚氯乙烯螺旋增强PVC软管成型用模具结构如图6-34所示。
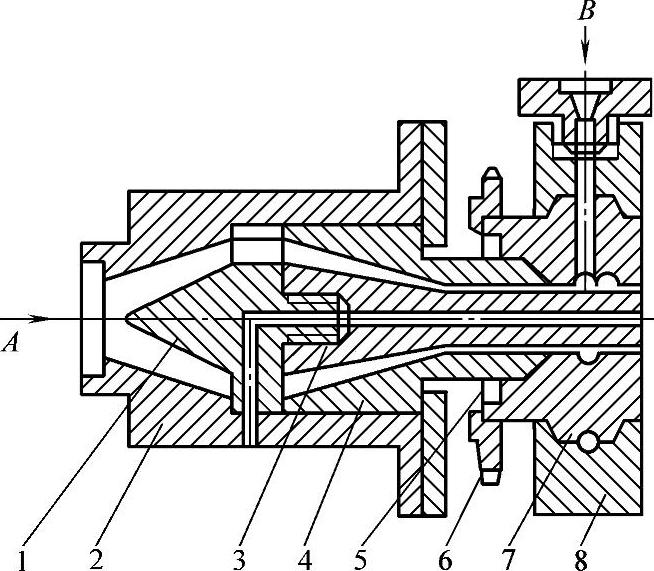
图6-34 硬质聚氯乙烯螺旋增强PVC软管成型用模具结构
1—分流锥 2—模具体 3—芯轴 4—口模 5—链轮轴瓦 6—链轮 7—旋转口模 8—口模旋转定位套 A—软质PVC熔料进口 B—硬质PVC熔料进口
从增强软质PVC管的成型模具结构图中可以看出,这种复合模具结构和普通硬质PVC管成型用模具结构基本相同,不同之处只是多了一段旋转的口模。挤出的软质PVC管用熔料,在复合模具中成型管坯时,由另一台成型硬质PVC螺旋条的挤出机挤出硬质PVC熔料条,从转动的口模侧进入软质PVC管坯内,由于口模的旋转,使硬质PVC条缠绕在软质PVC管坯圆周上,同时随向前移动的管坯移动,由于有较大流量的软质PVC熔料受成型模具内压力作用,则在向前移动时,没有出口模前软质PVC熔料把硬质PVC螺旋条完全包容,成型完整的硬质聚氯乙烯螺旋软质PVC管的管坯,被挤出口模,成型螺旋管。
3)成型工艺。硬质聚氯乙烯螺旋增强PVC软管中的两种制品用原料的配混要分别在两台高速混合机中进行,生产操作方法和原料配混工艺温度与普通硬质、软质PVC制品的原料配混工艺温度和操作方法完全相同。
两台挤出机分别挤塑两种制品用原料成熔融态的塑化温度和在模具中的成型温度也和挤出机挤塑普通硬质、软质PVC制品用料的挤塑工艺温度相同。生产时可参照普通PVC硬、软管成型工艺温度条件进行调试。
4)硬质聚氯乙烯螺旋增强PVC软管挤出成型注意事项。
①硬质聚氯乙烯螺旋增强PVC软管复合成型用硬、软两种PVC制品用料的挤出熔料要与成型用料量匹配。挤出硬质PVC条用挤出机螺杆的转速,应视挤出软质PVC熔料成型管坯的流速,挤出相应的硬质PVC条成型用料量,和软质PVC管坯成型流速协调。
②口模旋转用整流子电动机(或直流电动机),通过减速器减速后由链条传动带动,口模的旋转速度可调。调整口模转速时,应按硬质PVC条的缠绕螺距尺寸来调整。工作时,口模的旋转速度应平稳。
③转动口模的内圆表面开有半圆形螺旋沟槽,是用来成型增强管的外圆螺旋形的。这个半圆形螺旋槽的深度应由管材的壁厚和硬质PVC螺旋条的直径尺寸来决定。要保证软质PVC熔料能全面包容硬质PVC条和成型管的外螺旋用料。
④注意旋转口模内圆各工作面的光洁程度和与芯轴的同心度精度要求,两零件成型制品用工作面的表面粗糙度值Ra应不大于0.25μm。
⑤口模工作时长时间旋转,要注意此处两零件相互运动的密封,应用耐磨、耐高温密封垫圈(如石墨或聚四氟乙烯密封垫),以防止此处有熔料挤出,影响生产。
(3)医用聚氯乙烯软管 医用聚氯乙烯软管与普通PVC软管不同之处,是要求医用PVC软管不仅要透明,而且要符合卫生安全级别要求。成型管用的材料一定要无毒、符合卫生标准规定。
1)原料与配方。
①主原料聚氯乙烯。应选用悬浮法PVC中的SG3型树脂,其氯乙烯含量必须不大于5mg/kg。配方中的增塑剂、稳定剂、润滑剂等辅助料,均应无毒、符合卫生标准规定。
②配方参考例(质量份)
聚氯乙烯(PVC SG3型) 100 邻苯二甲酸二锌酯(DOP) 10
钙/锌复合稳定剂 1.8 环氧大豆油(ESO) 2
高相对分子质量聚酯(Reoplex430,是Ciba-Geigy公司产品) 37 单油酸甘油酯(LoxiolG10) 0.4
2)设备选择。参照6.1内容。
3)成型工艺。参照6.4.1节内容。
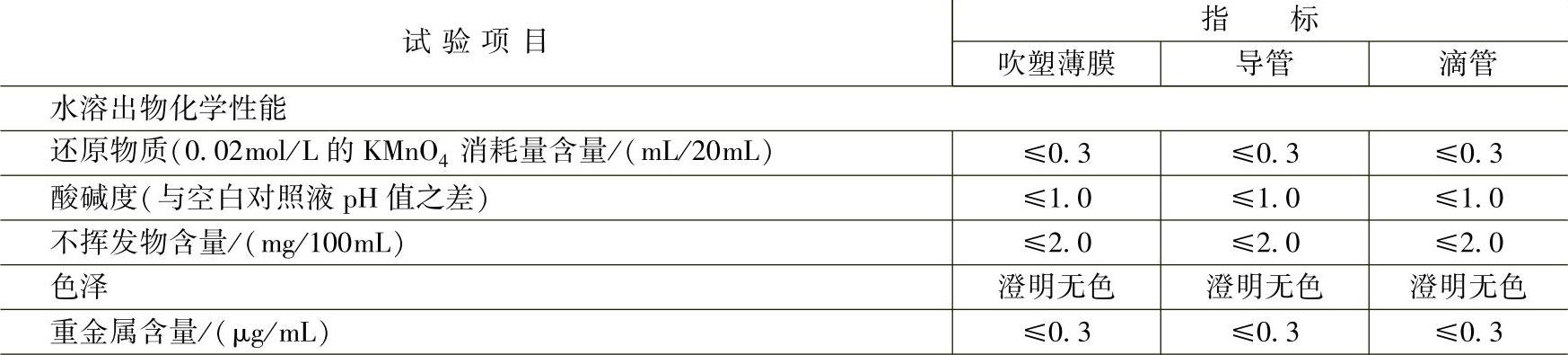
4)质量。医用PVC管规格尺寸要求见表6-15。物理、力学性能见表6-16。化学性能见表6-17。生物性能见表6-18。外观质量要求:管应透明,内外壁光滑、无机械杂质和异物,正常使用时不扭结,在40℃以下环境存放或消毒处理时不应该发黏。
表6-15 医用PVC管规格尺寸及极限偏差 (单位:mm)

表6-16 医用PVC塑料管物理、力学性能

表6-17 输血(液)器具用软PVC塑料化学性能
(续)
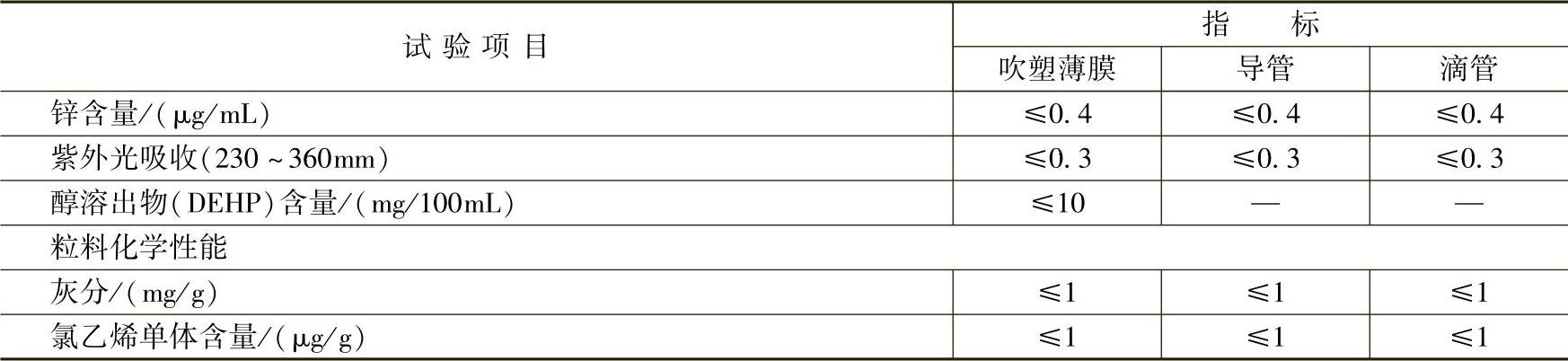
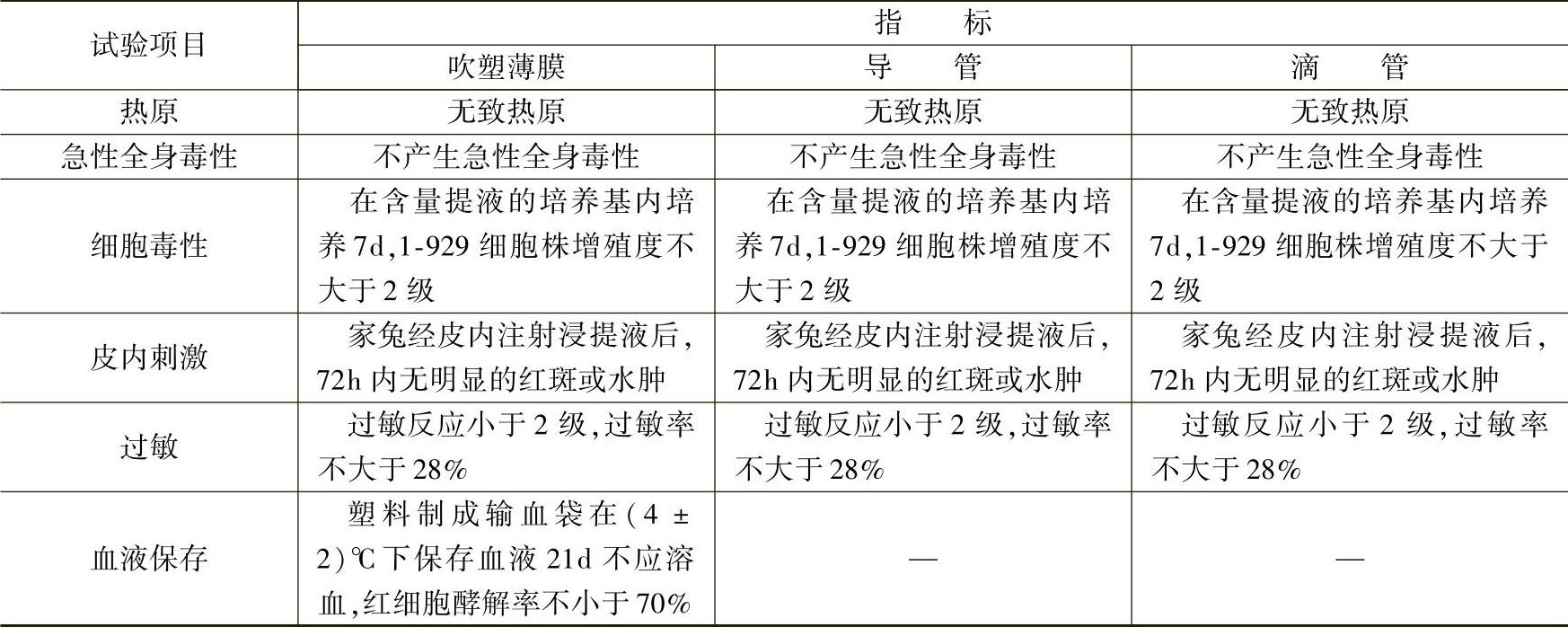
表6-18 输血(液)用软PVC塑料生物性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。