



以聚氯乙烯树脂为主要原料,加入一定比例的稳定剂、润滑剂及其他一些辅助料,经混合均匀后挤出造粒,再把粒料投入到挤出机内熔融塑化、然后由模具中挤出、经冷却定形成为PVC管。
1.聚氯乙烯管种类、特性及用途
(1)聚氯乙烯管的种类 聚氯乙烯管的种类比较多,按挤出管材用原料中有无增塑剂分,有硬质塑料管和软质塑料管;按管材的外形结构分,有平直的实壁管、波纹管、夹芯管和发泡管等;按聚氯乙烯管的用途分,有承受一定压力的给水管、排水管、农田用排灌管、电线用护套管等。
(2)聚氯乙烯管的应用特性 聚氯乙烯管是一种耐化学腐蚀、电绝缘性能好,可在80℃以下的温度环境中长期应用的一种塑料管材。它的热变形温度为80℃,脆化温度为-50℃;不易燃烧,离开火源后自熄。
(3)聚氯乙烯管的用途 聚氯乙烯塑料管的主要用途是用来做各种液体的输送管,用以替代传统的水泥管、铸铁管、镀锌管和陶瓷管等。如用做给水管、排污管、农田用排灌输水管、各种化工用液体输送管和电线、电缆穿线用护套塑料管等。
2.聚氯乙烯管成型用原料
聚氯乙烯管挤出成型主要用原料是悬浮法聚氯乙烯树脂。硬质管用SG4或SG5型、软质管用SG2或SG3、SG4型,再加入一定比例的稳定剂、润滑剂等辅助料组成,应用配方例见表3-5和表3-6。
3.聚氯乙烯挤出成型用设备
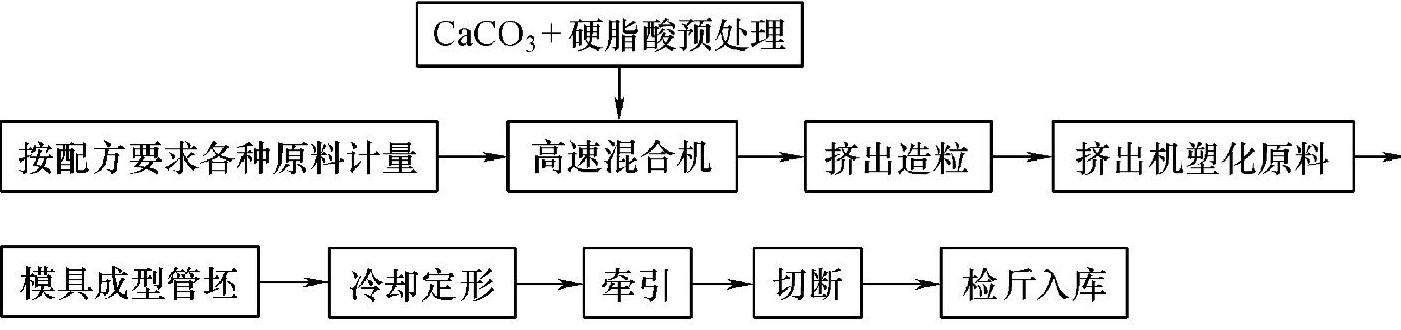
(1)聚氯乙烯管挤出成型生产工艺路线 聚氯乙烯管的挤出成型生产工艺路线,可分为原料供应系统和挤塑成型管材生产系统。
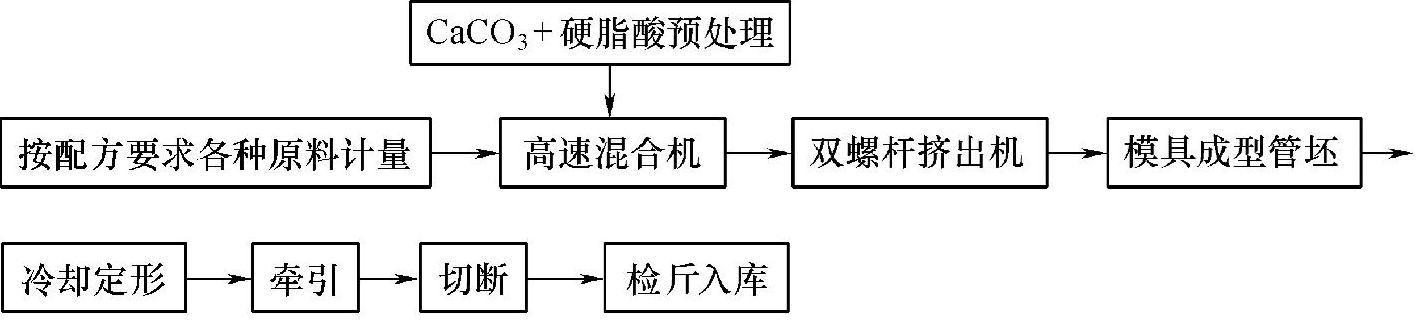
1)原料供应系统。挤塑成型聚氯乙烯管用原料的供应系统(包括主要原料PVC树脂及辅助原料)的生产工艺顺序(指用双螺杆挤出机生产):
PVC树脂和各种辅助原料按管材成型用料配方计量→在高速热混合机中混合搅拌均匀→原料冷却搅拌降温→储料仓
2)挤塑成型PVC管系统。储料仓供料加入挤出机→挤出机将原料挤塑熔融态→经成型模具成型PVC管坯→冷却定形→牵引→切断→质量检查→检斤入库
(2)挤出成型聚氯乙烯管材用主要设备 挤出成型聚氯乙烯管材成型用主要设备有挤出机、成型模具、冷却定形装置、牵引机和切断机等,具体选用方法及生产条件见本章6.1节。
1)挤出机的选择。聚氯乙烯管的挤出成型可用单螺杆通用型挤出机,如果树脂为粉料时,多采用双螺杆挤出机。螺杆的结构为等距不等深渐变型,长径比为(20~25)∶1,压缩比为2.5~4。双螺杆挤出机可用圆锥形双螺杆挤出机,也可用异向旋转啮合型双螺杆挤出机。
挤出聚氯乙烯管的成型模具结构如图6-5所示。
2)辅助设备的选择。聚氯乙烯管挤出成型生产用辅助设备选择参照本章6.3内容。
4.硬质聚氯乙烯管挤出成型工艺
(1)原料选择与用料配混 原料选择及用料配方组合可参照表3-5和表3-6,根据本企业的设备和工艺条件,酌情调配用料比例。原料的配混可参照第4章中的4.4.1内容,具体操作如下。
硬质聚氯乙烯管成型用原料的混配顺序及条件要求如下:①首先将管成型用料按配方要求把各种料准确计量。②将PVC和液体类辅助料按顺序加入混合机的混合锅内,热混合搅拌时间不超过2min,料温达到65℃左右。③将固体状稳定剂、内润滑剂加入混合锅内,混合搅拌,直至料温达到95℃左右。④将外润滑剂(如石蜡等辅助料)加入混合锅内,混合搅拌料温达到115℃左右时停机。将混合均匀的混配料输入冷搅拌机内,将混合料冷却降温至45℃以下,输入到储料罐内为挤出机造粒供料。
(2)设备选择 硬质聚氯乙烯管挤出成型用设备参见本节的聚氯乙烯挤出成型用设备相关内容。
(3)成型工艺
1)单螺杆挤出成型工艺温度:从机筒加料段至均化段分别是100~130℃、140~160℃、160~175℃。成型模具温度:模具体175~180℃、口模部位175~185℃。采用粉料直接挤出成型时、机筒各段温度应略低些(约低10℃左右)。
2)圆锥型双螺杆挤出机挤出工艺温度,从进料端开始,分别是:165~170℃、165~170℃、170~175℃、175~180℃;合流部位温度为175~180℃。模具温度170~190℃(由进料端至口模,温度逐渐升高)。
3)异向旋转啮合型双螺杆挤出机挤出成型工艺温度、从进料段至均化段分别是:130~160℃、150~155℃、160~170℃。成型模具温度为170~180℃。
(4)工艺操作要点
1)计量后的各种原料用高速混合机混合时,一定要按工艺要求的加料顺序混合搅拌,以保证PVC树脂与其他辅助料的混合质量。
2)成型白色PVC管时,配方中的钛白粉(TiO2)应在高速混合工序结束前2min内投入,以避免降低钛白粉的效果。
3)注意配混料时高速混合机的加热温度应不高于45℃;降温冷搅拌后的混合料应是无结团块松散状态,料温应低于40℃。
4)发生停电或生产出现故障需要较长时间停产时,应立即清除机筒和模具中的PVC熔融料。将机筒内和模具零件上残存料清理干净后再装配螺杆和模具,准备生产。
5)进行模具调整和清理时,操作工不允许面对出料口方向操作,以防止被熔料分解烫伤。
6)挤出机生产投料后,注意观察从模具口挤出的熔融料。柔软、表面光亮而有弹性说明原料塑化达到质量,否则应适当提高机筒加热温度。
7)如果单螺杆挤出机用粉料挤塑成型管时,注意螺杆的螺纹槽深和长径比都应比挤塑粒料时螺纹槽深些,长径比应取大值。
8)塑料管成型用料配方中,润滑剂和石蜡用量不宜过大,否则会因料在机筒内易打滑而使挤出成型制品产量下降。如果配方中填加料比例过大,则相应地提高润滑剂的比例是有必要的。
9)注意挤出工艺温度、速度、压力之间的匹配,三者间合理的调控对提高产品质量有较大帮助;料温塑化不可超过200℃。
10)双螺杆挤出机设有排气装置,排气孔处料温控制在150~160℃范围;真空度应大于66.7kPa。
11)真空定形套中的真空腔内真空度为20~53.3kPa,冷却循环水腔的水温为15~25℃。此处真空度偏低,则管材外圆尺寸误差大;真空度偏高,牵引力增加。水温过低易使管材脆性增大;水温偏高管坯降温不完全、则管易变形。
12)牵引速度要与管坯从口模处挤出速度匹配,牵引速度过快,管壁厚尺寸变小,甚至拉断;牵引速度偏慢,管壁厚尺寸加大。
13)PVC树脂挤出成型制品生产完成后,或连续生产需更换原料时,可用清洗料投入机筒内,把机筒内剩余的残料清理净,然后再停机或进行换料生产。机筒清洗料配方如下(质量份):PVC100、3PbO6、2PbO2、PbSt2、HSt1,CaCO315、Wax1.5。
5.硬质聚氯乙烯管挤出成型例
(1)饮用水管 聚氯乙烯供水(食用水)管用专用卫生级PVC树脂挤出成型,具有下列特性。
①无毒、耐化学腐蚀、不受水中氯气或漂白粉的影响。
②输水能力强,应用时摩擦因数小,对水的流动阻力小。
③与其他几种塑料管比较,耐老化、耐候性较好,长期在50℃以下水温中应用不结垢、无锈蚀现象。
④不易燃,离火源能自熄。
⑤管材安装方便,价格比较便宜。
1)原料选择。饮用水管成型用聚氯乙烯树脂,应是悬浮法PVC SG5型树脂(K值为68~70,平均聚合度为1000),树脂中氯乙烯单体含量应小于或等于3mg/kg。辅助料稳定剂、润滑剂中的铅、镉和汞等含量最大允许值为0.005mg/L。
单螺杆挤出机挤出成型管参考配方(质量份)见表3-5。
2)原料配混、造粒生产工艺见4.4.1节内容。
3)挤出成型工艺温度见表6-11。
(2)排水管 聚氯乙烯排水(污)管可代替传统的铸铁排水管,广泛应用在城市建筑物中的排水(排污)管路上。由于它质量轻、耐腐蚀、不易结垢、不易堵塞、无卫生指标要求,而受到建筑行业的普遍欢迎。
1)原料选择。排水用硬质聚氯乙烯管的挤出成型主要用料是悬浮法聚氯乙烯SG5型树脂(平均聚合度1000),再加入少量的稳定剂、润滑剂和填充料等助剂组成用料配方。
单螺杆挤出机成型排水管(白色)用料参考配方。
配方一(质量份):
聚氯乙烯(PVC SG5)型 100 邻苯二甲酸二辛酯 3.0
三盐基硫酸铅 4.0 氯化聚乙烯 5.0
二盐基亚磷酸铅 2.0 氧化聚乙烯蜡 0.3
硬脂酸铅 2.0 轻质CaCO3 适量
硬脂酸钙 1.0 钛白粉 适量
硬脂酸 2.0 群青 适量
石蜡 1.5
单螺杆挤出成型排水管,为降低成本,在保证质量要求的前提下,可增加填充料碳酸钙的比例。
配方二(质量份):
聚氯乙烯(PVC SG5)型 100 邻苯二甲酸二辛酯 4.0
三盐基硫酸铅 5.0 氯化聚乙烯 5.0
二盐基亚磷酸铅 2.5 氧化聚乙烯蜡 0.5
硬脂酸铅 2.0 碳酸钙 4.0
硬脂酸钙 1.2 钛白粉 适量
硬脂酸 1.2 群青 适量
石蜡 1.0
圆锥形双螺杆挤出成型灰色排水管用料参考配方见表3-5。
2)成型工艺。PVC排水管挤出成型生产工艺顺序、设备选择及挤出成型管的塑化工艺温度,与普通聚氯乙烯硬管的生产方式完全相同,可参照PVC管成型工艺。
3)质量要求。聚氯乙烯排水管的质量应符合GB/T 5836.1—2006标准规定。
4)工艺操作要点。聚氯乙烯排水管的挤出成型,除了要参照普通硬质聚氯乙烯管的挤出成型工艺操作要点之外,还应注意下列几点:
①聚氯乙烯排水管的应用。如无特殊要求时,为了降低管材的生产成本,原料中可适当多加些碳酸钙填充料,但要注意碳酸钙的细度控制(轻质碳酸钙细度应不小于320目,重质碳酸钙应不小于500目),白度应大于90%。最好对碳酸钙进行活化处理。
②配方中填充料比例的增大。为了降低原料的挤塑难度,可适当在原料中加些增塑剂。
③原料中填充料量的增加。使熔料的流动性变差,注意成型这种熔料的模具压缩比约为5;分流锥角在60°~90°之间选取;成型管坯芯轴的平直段应取长些,长度约是管直径的2倍左右;真空定径套的长度约为400mm左右。
④用双螺杆挤出机挤出成型PVC管时,由于物料在机筒内塑化时间比单螺杆挤塑时间短,而且塑化质量又好,所以用料配方中的稳定剂加入量可少于单螺杆挤出管材用量。
5)埋入地下聚氯乙烯排水管的挤出成型。用于城市排放生活及工业废水而埋入地下的硬质聚氯乙烯排水管,与建筑物中排水管不同之处是管材的直径比较大。国家标准中规定,埋入地下排水管的最小直径是ϕ110mm。
①埋地排水管的成型用原料与设备。埋地聚氯乙烯排水管成型用原料和生产用设备与聚氯乙烯给水管的成型基本相同。但由于管材直径较大,一般多采用双螺杆挤出机挤出成型。生产工序中需要有扩口机,对塑料管的端部进行扩口加工。
埋地排水管成型主要原料是悬浮法PVC树脂SG5型,辅助料有稳定剂、润滑剂等及其他一些助剂。其组成配方(深灰色)参考实例如下(质量份):
聚氯乙烯(PVC SG5、S1000)
稳定剂OGP-101(日本进口复合稳定剂) 2.8
硬脂酸铅(PbSt) 0.5硬脂酸钙(CaSt) 0.3
硬脂酸(HSt) 0.18氯化聚乙烯(CPE) 2.0
氧化聚乙烯蜡(OPE) 0.3轻质碳酸钙(CaCO3) 适量
炭黑 适量
②成型工艺。埋入地下聚氯乙烯排水管的挤出成型生产工艺条件与排水管挤出生产工艺条件完全相同。
(3)电线护套管 聚氯乙烯电线套管主要用在建筑物中,做电线、电缆和电话线的护套管。与普通聚氯乙烯管不同之处是这种管有一定的韧性,在常温下可弯曲穿线,阻燃性应符合JG 3050—1998标准规定;而且在建筑施工中能承受灌浆料的压力而不会被压扁,具体要求是:①可冷弯、不断裂;②管材冷弯后不出现回弹现象;③阻燃性能好;④电绝缘性能好;⑤低温性能好,适于常年应用。
1)原料选择。挤出成型聚氯乙烯电线套管用主要原料是悬浮法PVC SG4或SG5型树脂,另外再加入一定比例的稳定剂、润滑剂及其他一些辅助料,组成PVC电线套管成型用料配方(质量份)。
配方一:(此配方为冷弯管采用单螺杆挤出机生产用)
聚氯乙烯(PVC S-1000型) 100份 三盐基硫酸铅(3PbO) 5份
二盐基亚磷酸铅(2PbO) 2份 硬脂酸铅(PbSt) 0.6份
硬脂酸钡(BaSt) 0.6份 氯化聚乙烯(CPE)135型 10份
轻质碳酸钙(CaCO3) 10份 氯化石蜡 0.2份
二氧化钛(TiO2) 2份 三氧化二锑 3份
配方二:无特殊要求电线护套管挤出成型用料配方见表3-5。
2)成型工艺。PVC电线套管的挤出成型,可用单螺杆挤出机,也可用双螺杆挤出机。两种挤出机的生产管材工艺路线分别如下:
①单螺杆挤出机。
②双螺杆挤出机。
3)工艺温度。
①单螺杆挤出机机筒温度,从进料段开始至均化段分别是:145~160℃、170~175℃、175~180℃。成型模具温度为175~185℃。螺杆转速为15~20r/min。
②双螺杆挤出机(异向锥形)直接用粉料挤出成型电线套管,机筒进料段至均化段温度分别是:175~185℃、170~180℃、170~175℃。成型模具温度:180~190℃。
(4)抗静电管
例1 单螺杆挤出机生产
聚氯乙烯防静电硬管是一种煤矿用抗静电塑料管,这种硬质聚氯乙烯塑料管除了具有普通塑料管的性能外,最大特点是它具有抗静电性能,而且还具有阻燃性。
1)原料与配方。聚氯乙烯防静电硬管挤出成型主原料是悬浮法聚氯乙烯,采用PVC SG5型树脂,然后加入一定比例的稳定剂、改性剂、润滑剂和导电炭黑等辅助料,组成用料配方。
聚氯乙烯防静电硬管挤出成型用料参考配方如下(质量份):
聚氯乙烯(PVC SG5) 100 石蜡 0.5
三盐基硫酸铅(3PbO) 4 氯化聚乙烯(CPE) 6
硬脂酸钡(BaSt) 1 丙烯酸酯类(ACR-401) 2.5
硬脂酸铅(PbSt) 1 炭黑 30
2)聚氯乙烯防静电硬管挤出成型工艺顺序。成型聚氯乙烯防静电硬管挤出成型用料按配方计量→原料在混合机中配混→在开炼机上混炼压片→切粒机切粒→挤出机塑化原料成熔融态→模具成型管坯→冷却定形→牵引→切割→检验→检斤→包装入库。
3)成型设备。聚氯乙烯防静电硬管成型用设备、原料的配混可用卧式捏合机或高速混合机;原料的混炼用两辊开炼机;用切粒机把开炼机混炼的料片切粒;挤出机选用单螺杆挤出机,螺杆的结构和挤塑其他PVC管成型用螺杆结构相同,长径比为(20~25)∶1,压缩比可取(2~3)∶1,是一种等螺距、螺纹槽深度逐渐变浅的渐变型螺杆。
成型管材用模具结构与成型普通硬质聚氯乙烯管用模具结构相同。
4)成型工艺。
①成型管材用原料按配方计量后在混合机内配混均匀,料温约为115℃。
②混合均匀的粉料在两辊开炼机上混炼,蒸汽加热辊温约160℃,手工操作成卷3~4次,然后切片成卷。
③用切粒机切粒应颗粒均匀。
④投入挤出机塑化原料成熔融态。挤出机机筒各段工艺温度为加料段130~160℃,塑化段165~180℃,均化段170~180℃。
⑤模具温度为170~185℃。
聚氯乙烯防静电硬管生产目前还没有质量标准,可参照普通硬质聚氯乙烯管标准进行质量检测。此种管的抗静电性能要求表面电阻小于108Ω。
例2 双螺杆挤出机生产
1)原料与配方。主原料采用中国石化齐鲁石油化有限公司产S1000型聚氯乙烯树脂。组成配方如下:
聚氯乙烯(PVC S1000) 100份 氯化聚乙烯(CPE含氯量35%) 12份
丙烯酸酯类(ACR) 2份 钙、锌复合稳定剂 5.5份
硬脂酸铅(PbSt) 1份 硬脂酸钡(BaSt) 1份
特导电炭黑15份 加工助剂 视生产情况酌情加量
2)生产工艺顺序。按用料配方要求比例,各种材料计量→混合搅拌掺混均匀→双螺杆挤出机熔融塑化→成型模具挤出管坯→冷却降温定形→切断→质量检测→检斤包装→入库。
3)成型工艺。
①原料配混工艺条件参考4.4节内容,最后混合料温达115~125℃,冷混搅拌混合料降温至40℃以下。
②双螺杆塑化原料机筒温度,从加料段至成型模具分别是:155℃、160℃、170℃、175℃、180℃。
③进料螺杆转速为40r/min,主机螺杆转速为20r/min。
④真空度≥0.06MPa。
(5)内螺旋消音管 硬质聚氯乙烯内螺旋消音管是一种管的内壁具有螺旋肋结构的硬质聚氯乙烯新型结构排水管,用作房屋建筑中的排水管,优点是这种管在排出污水时,可减小水流动时对管内壁的冲击,同时还可夹杂流体中的空气顺畅排出,降低排水在管内产生的噪声对人们日常生活的干扰。与普通硬质聚氯乙烯排水管比较,硬质聚氯乙烯内螺旋消音管的排水流动噪声可降低8~10dB。
硬质聚氯乙烯内螺旋消音管的结构与普通硬质聚氯乙烯排水管的结构不同之处只是在管的内壁有截面为三角形的螺旋肋,如图6-22所示。
硬质聚氯乙烯内螺旋消音管的内螺旋截面三角形高度为2~3mm,螺旋距为50mm,管壁结构可以是等厚实心的,也可以是芯层发泡夹层状结构。
硬质聚氯乙烯内螺旋消音管输水时能减少水流的噪声,是由于管内的螺旋突出三角肋能迫使水流沿着管内壁旋转流下,规范了流体流动的方向,从而减少了水流与管内空气的碰撞,达到减少因水流产生噪声的目的。
1)原料与配方。硬质聚氯乙烯内螺旋消音管的挤出成型用料与聚氯乙烯硬管的挤出成型用料完全相同,可参照表3-5的配方生产。
2)成型设备。硬质聚氯乙烯内螺旋消音管的挤出成型用设备和成型生产工艺路线与聚氯乙烯排水管的成型生产用设备及生产工艺路线相同,不同之处只是管材的成型模具的结构略有区别。
图6-23是硬质聚氯乙烯内螺旋消音管成型用模具结构。模具中心线与原料用挤出机中心线成90°直角形。生产时模具体内有一段芯轴在传动链轮的带动下旋转,而这段能够旋转的芯轴外圆表面上开有六条均匀分布的、深度相等的三角形沟槽,当模具内的熔料从这里挤出成型管坯时,连续旋转的芯轴使在此处成型的管坯内圆壁上形成断面呈三角形连续凸起的螺旋肋。
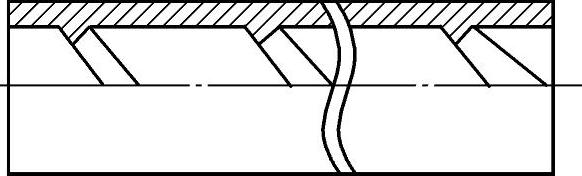
图6-22 实壁PVC螺旋消音管的管内壁结构(https://www.xing528.com)
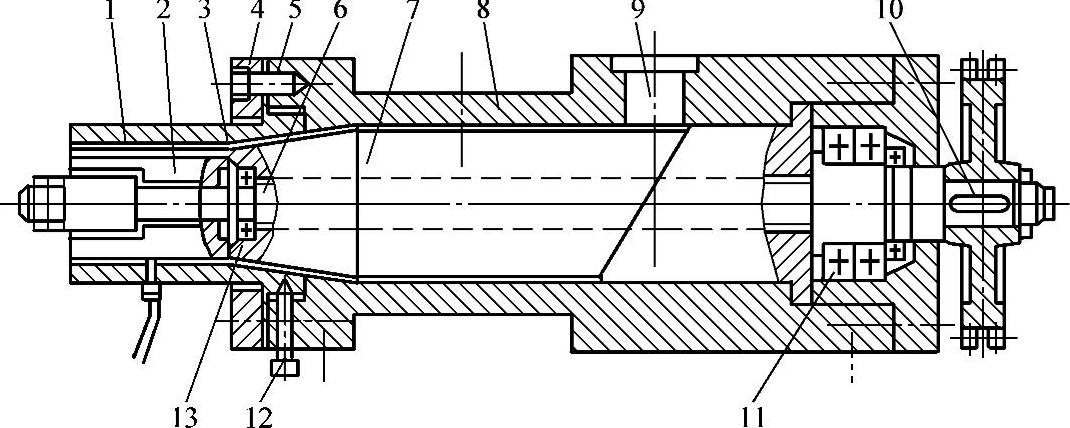
图6-23 硬质聚氯乙烯内螺旋消音管成型模具结构
1—口模 2—旋转芯轴 3—密封环 4—口模压盖 5—压紧螺钉 6—传动轴 7—固定芯轴 8—模具体 9—熔料进口 10—链轮 11,13—滚珠轴承 12—调节螺钉
成型模具体上的链轮由整流子电动机(或直流电动机)通过减速器减速后,通过链条传动。
3)硬质聚氯乙烯内螺旋消音管挤出成型注意事项。
①硬质聚氯乙烯内螺旋消音管的挤出成型工艺条件(用料配方、原料配混方法和挤出工艺温度)可完全按照硬质聚氯乙烯排污管的挤出成型工艺生产。
②设计模具结构时,注意带有三角沟槽段长度应比普通硬质聚氯乙烯管用模具芯轴长度略长些,但最长不应超过10mm,三角形沟槽深2.5~3mm;芯轴的转速n由挤出管坯的线速度v、螺旋肋的螺旋角α和芯轴成型的管材内径d计算求得,n=vtanα/(πd)。
③开有三角形沟槽的芯棒工作面表面粗糙度Ra应不大于0.32μm,棱角应全部加工成圆弧形。
④注意旋转芯轴与固定芯轴间的间隙密封,可用耐磨性好、耐高温的石墨或聚四氟乙烯密封圈,同时还应注意这两个相对旋转运动零件间的间隙,应能够随时调整。
(6)普通PVC管锥形双螺杆挤出成型
1)原料与配方。主原料选用PVC SG5型树脂,与稳定剂、润滑剂和填充料等组成普通PVC硬质管成型用料配方见表3-5表中的普通管。
2)生产工艺顺序。主原料和辅助料按配方要求比例分别计量→在高速混合机内混合均匀→低速搅拌混合料降温至40℃以下→双螺杆挤出机塑化原料→从成型模具挤出成型管坯→冷却降温定形→切断→扩口→质量检查→检斤→包装入库。
3)成型工艺。
①原料配混工艺参照4.4节内容。
②锥形双螺杆挤出机塑化原料机筒温度,从加料段至均化段分别是:185℃、182℃、170℃、165℃、160℃。
③成型模具温度为170~205℃,从进料端至口模温度逐渐升高。
④进料螺杆转速27.5r/min,塑化螺杆转速33/r/min;牵引速度为1.4m/min;喷淋水温度为32℃。
(7)波纹管 聚氯乙烯波纹管与普通PVC管不同之处是把普通塑料管的光滑平整外圆变成波纹形,这样可以用较少的原料成型波纹管,而达到提高塑料管的刚度和抗压性。
波纹管的结构,从纵向截面形状看又可分为单壁波纹管和双壁波纹管,结构形状如图6-24和图6-25所示。
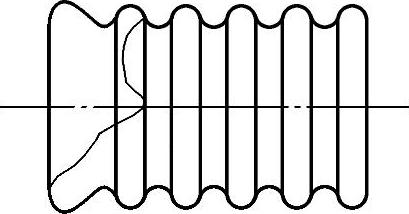
图6-24 单壁波纹管结构
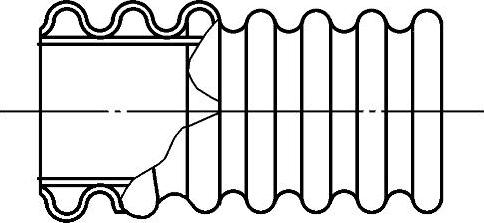
图6-25 双壁波纹管结构
1)聚氯乙烯单壁波纹管成型工艺。单壁波纹管的结构,从图6-24中可以看到,它是一种内外壁表面均为波纹形状的塑料管。这种波纹管的管壁厚度较薄,主要用于要求管材能自由弯曲而不需要有较高的工作强度的排气管、排出清水管和穿线用管。
①原料与配方。聚氯乙烯单壁波纹管的成型用原料与普通聚氯乙烯硬管挤出成型用料基本相同,用悬浮法聚氯乙烯SG4或SG5型树脂,然后加入一定比例的稳定剂、润滑剂及其他一些辅助料,组成用料配方。
聚氯乙烯单壁波纹管用料配方参考实例。
聚氯乙烯树脂(PVC SG5) 100 硬脂酸钡(BaSt) 1
三盐基硫酸铅(3PbO) 2 丙烯酸酯类(ACR201) 2
二盐基亚磷酸铅(2PbO) 1.5 碳酸钙(CaCO3) 3
硬脂酸铅(PbSt) 1.5 硬脂酸(HSt) 1.5
②成型设备。聚氯乙烯单壁波纹管的挤出成型用设备与普通聚氯乙烯管的挤出成型用设备条件基本相似。不同之处是在成型波纹管坯用模具前加入一套成型波纹模具。成型波纹模具组成及工作运行示意如图6-26所示。
从图6-26中可以看出,这套吹塑管成型波纹模具结构,如同自行车链条一样工作运行。链节处装有成型波纹模具,模具有数十对,上下(或左右)对开,由链条带动运行,完成两半开模的闭合和打开动作(图6-27)。当两半模闭合时,成吹塑波纹管用型腔;当两半模打开时,则管的表面波纹成型,波纹管脱模。这个成型波纹模具的运行动作,也起到牵引波纹管向前运行的作用。
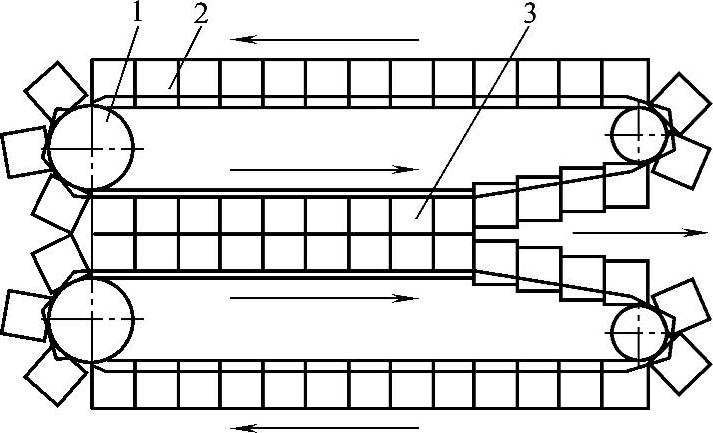
图6-26 成型波纹模具组成及工作运行示意
1—传动链轮 2—传动链条 3—成型波纹模具
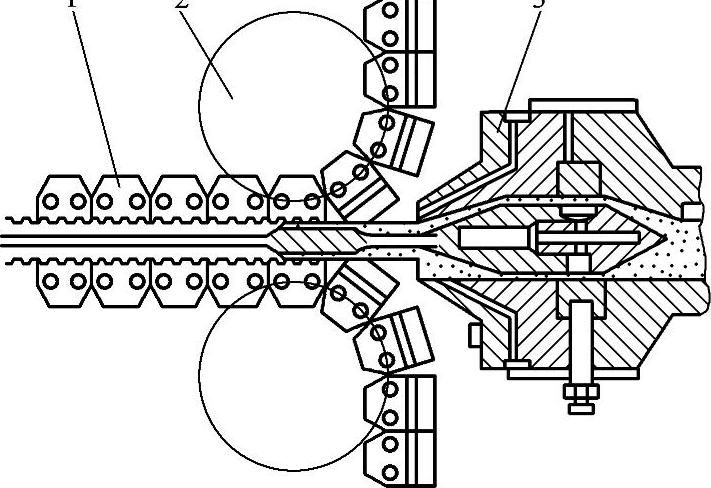
图6-27 成型波纹模具的闭开工作运行示意
1—成型波纹模具 2—传动链轮 3—波纹管坯成型用模具
③成型工艺。
a.波纹管挤出成型生产工艺路线。聚氯乙烯树脂用40目筛网过筛→按波纹管成型用料配方把各种原料计量→高速混合搅拌原料→原料降温搅拌→(如果采用单螺杆挤出机塑化原料时应先把混合料造粒)挤出机挤出塑化原料→成型波纹管用管坯→吹塑管成型波纹,降温定形→切断→扩口→检验入库。
b.原料准备处理工艺温度。高速混合机把各种原料配混均匀,料温达115℃左右;混合后的高温料需在冷搅拌机中降温冷却,料温应不高于45℃。
c.单螺杆挤出机挤塑工艺温度。机筒加料段130~150℃,塑化段150~170℃,均化段170~185℃。成型管坯用模具温度170~180℃。
d.成型管波纹模具工作条件。吹塑管坯成型波纹用模具的运行速度,一般在10m/min以内,吹胀管坯用空气压力在0.15MPa左右,模具体温度在50℃左右,采用水喷淋或吹冷风法为模具降温。
2)聚氯乙烯双壁波纹管成型工艺。聚氯乙烯双壁波纹管的结构,从图6-25中可以看出,这种波纹管是一种外圆为波纹形、内圆为普通直管形的光滑平整面,由两层管壁熔合成双壁波纹管。
双壁波纹管与单壁波纹管比较,它的工作强度和刚性要高于单壁波纹管,又由于它的内管壁是光滑平整面,所以输送液体阻力小,输送污水也不会出现杂质或悬浮物沉积现象。但由于有了一层内壁管,这种管已不像单壁波纹管那样容易弯曲。
双壁波纹管的用途和单壁波纹管的用途相似,由于这种管为大直径规格,多用在输送液体要求强度高的井管、农田水利灌溉管、建筑工程用管和电缆套管等。
①原料与配方。聚氯乙烯双壁波纹管成型用原料与聚氯乙烯单壁波纹管或硬质聚氯乙烯管成型用原料完全相同。配方的原料组成可采用PVC管用料配方(质量份)如下。
配方例一:
PVC SG5型树脂 100 抗冲击改性剂(丙烯酸酯类ACR) 7~12
稳定剂(三盐和二盐) 5~7 填充料(碳酸钙,CaCO3) 8~12
润滑剂(CPE) 2~3 加工助剂 适量
配方例二:
PVC 100、3PbO 6、2PbO 1、PbSt1、CaSt1、MBS8、CPE(135A)12、CaCO34、HSt0.6、OPE0.5,Wax1、TiO21。
②成型设备。聚氯乙烯双壁波纹管的挤出成型用设备与单壁波纹管挤出成型用设备基本相似,不同之处只是管坯用成型模具。但是,由于双壁波纹管多是大口径型,挤出成型用原料较多,所以建议应采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用)。
双壁波纹管的管坯成型模具结构如图6-28所示。
图6-28 双壁波纹管的管坯成型模具结构
1—多孔板 2—模具体 3—分流锥体支架 4—中套 5—压盖 6—外层管壁成型口模 7—外层管壁成型芯轴 8—内层管壁成型口模 9—内层管壁成型芯轴 10—加热器孔 11—压缩空气进入通孔 12—内壁熔料进入分流锥 13—外壁熔料进入分流锥
双壁波纹管的管坯成型模具结构与单壁波纹管的管坯成型模具结构(图6-29)不同之处:模具成型管坯的平直段较长;有两个熔料分流锥和两层熔料流道腔,这两个熔料流道腔内的熔料分别成型双壁波纹管的内外层管壁;内外熔料流道腔中间还有一个压缩空气进入通道,这里进入的压缩空气吹胀外层管壁,使其贴紧波纹形模具而成型管的波纹形;内层芯轴的中心孔能放置加热器,还有可通入压缩空气和冷却水的通孔。
图6-29 单壁波纹管的管坯成型模具结构
1—多孔板 2—模具体 3—调节螺钉 4—分流锥体 5—锁紧螺母 6—口模 7—气堵拉杆 8—芯轴 9—进气管路
从两模具的结构图中可以看到,两模具结构相同之处是熔料分流锥的前面都应有多孔板,管坯壁厚的调整是通过调节分流锥和芯轴的移动来调节芯轴与口模间的间隙大小,而口模由于伸入两半波纹模之间则不能移动。
③成型工艺。聚氯乙烯双壁波纹管的挤出成型工艺与聚氯乙烯单壁波纹管的挤出成型工艺条件基本相同,可参照生产。如果聚氯乙烯双壁波纹管成型选用平行双螺杆挤出机生产时,挤出机成型双壁波纹管的工艺温度参考值见表6-14。
表6-14 聚氯乙烯双壁波纹管挤出塑化温度

采用锥形双螺杆挤出机时,机筒温度从加料段至均化段分别是:200℃、195℃、185℃、180℃、170℃。模具体温度190℃,口模部位210℃,芯轴温度190℃;螺杆加热油温度为100℃;主机螺杆转速25~28r/min;模具内熔体压力25~30MPa,内外气压为0.06MPa。
3)改性硬质PVC波纹管成型工艺。为了提高PVC波纹管的生产效率,提高制品的强度和耐候性,改善制品表面质量,在原料中加入ACR改性剂,组合配方如下:
聚氯乙烯(PVC K=65~68) 100份 丙烯酸酯类共聚物(ACR) 2份
三盐基硫酸铅(3PbO) 2份 硬脂酸钡(BaSt) 0.6份
硬脂酸铅(PbSt) 0.6份 硬脂酸(HSt) 0.8份
轻质碳酸钙(CaCO3) 2.5份 白石蜡 0.3份
7号白油 0.2份 颜料适量
改性硬质PVC波纹管挤出成型生产工艺顺序:
配方中各种材料按配方要求比例计量→高速加热混合→混合均匀料降温至40℃以下→过筛→双螺杆挤出机塑化原料→成型模具成型管坯→吹胀成型波纹→冷却→牵引→计量→收卷成品。
成型工艺
a.原料配混按本书中4.4节工艺操作。
b.双螺杆挤出机塑化原料机筒温度,从加料段至均化段分别是:180~185℃、190~200℃、190~200℃、190~200℃、190~200℃。
c.成型模具温度:进料端190~195℃、口模部位185~190℃。
d.主机螺杆转速15~20r/min,螺杆控温用循环油温度175℃;加料螺杆转速8~10r/min(主机螺杆直径ϕ71mm,有效工作长度16D)。
e.牵引速度14~16m/min;管降温用冷却水温度35℃左右)。
4)PVC波纹管挤出成型注意事项
①双壁波纹管挤出成型推荐采用锥形双螺杆挤出机。波纹管直径小于200mm,采用SJSZ65型锥形双螺杆挤出机;波纹管直径大于200mm,采用SJSZ80型锥形双螺杆挤出机。
②生产前或停产后应用清洗料挤出清洗机筒和模具内残存料,待把机筒或模具内残余料清理干净、无变色料时再投料生产或停机。
清洗料配方如下:
PVC 100份 3PbO 8份
2PbO 2份 PbSt 1份
CaSt 1份CaCO3 8份
HSt 1份 石蜡 2份
OPE 2份 炭黑 0.2份
③主原料聚氯乙烯选用悬浮法SG5型(特性黏数在60~68mL/g)。
④原料配混工艺参照本书4.4节内容,向混合机内加料顺序是:PVC树脂、稳定剂、抗冲改性剂、加工改性剂、填充料、润滑剂。高速混合后的料温在120℃左右;低速冷混后料温低于40℃。
⑤开车生产前,要调整波纹成型机合模后的中心线和挤出模具口模的中心线在同一中心线上,在同一水平面上成一条直线。
⑥起动波纹成型机运行,调整两半模的传动链条同步运行,达到两半模在运行中的闭、合完全对正,以使塑料管的波纹形完整、表面光滑。
⑦开机前的加热升温,应先把模具和机颈(模具与机筒的连接过渡部位)加热升温,过半小时后再给机筒加热升温。加热升温达到165℃左右时,开机。向机筒内加入清洗料,螺杆低速起动,待见清洗料挤出再提高螺杆转速;清洗料从模具口挤出完全塑化,无变色残料时,停机。根据口模挤出管坯壁厚质量,再适当调整口模间隙,达到内、外壁厚均匀的要求。
⑧投入生产料,注意观察挤出熔料质量,以熔融料表面光亮、柔软无硬疖和团料块为合格。
⑨检查管坯模具口中挤出的两层熔料流速是否一致。当内层料挤出速度偏慢、外层料挤出速度偏快时,应适当提高内层芯模的加热温度,使内、外层料从口模挤出速度一致;若内层料挤出速度比外层料挤出速度快,应停止内层芯模的加热,并向内芯模内通冷却水降温,达到内、外模挤出料同速时,应立即停机,安装内定径塞和冷却水套。然后把波纹成型机移向模具口,向管坯内输入压缩空气和通冷却水,同时起动波纹成型机运转工作,调整其运行速度与从模具口挤出的管坯速度匹配。
⑩调整吹胀波纹用空气压力,使管外层的波纹成型完整。
⑪检查波纹管质量,调整芯模对正螺钉、适当提高管壁厚的均匀性。
⑫注意冷却水温度控制应不超过10℃,偏高的冷却水温度,要给波纹管成型增加难度。
⑬准备停机时,停止向机筒内供应生产料,然后换清洗料投入机筒,此时的机筒和模具体应降温5~10℃(口模部位不降温,仍保持在160℃左右),待把清洗料全部挤出(口模处的内、外层已不出料)、卸下口模加热套,机筒和模具全部停止加热、停机。
5)波纹管生产成型质量故障分析。
①管的外表面波纹形状不规则。
a.两半开模的波纹成型模合模时有错位,应重新调整两半开模的运行速度同步或调整两半开模合模后准确对正。
b.两半开模用传动链条磨损严重,同步运行时有累积误差,造成两半开模运行一段时间后产生错位,应维修更换传动链条。
c.挤出机螺杆工作转速不稳定,使挤出熔料量不一致,则成型管坯外形出现误差较大,应检修螺杆传动系统中的故障。
d.压缩空气的压力不稳定,使吹胀成型波纹形状有较大的形状误差,应调整供气压力,使其稳定。
e.塑化熔料温度不稳定、忽高忽低。注意检查机筒和成型模具的控温装置,保持工艺温度稳定。
f.原料选择有误,配方组合不合理。应调整原料,重新组合配方。
②管的表面无光泽。
a.熔料温度偏低,原料塑化不全面,应适当提高机筒和模具的工艺温度。
b.冷却水温度偏高,应降低冷却水温度。
c.管坯定形平直段长度不足,定径压力小,应改进模具结构尺寸。
③管材发脆。
a.成型管材用原料配方中碳酸钙加入比例过高或润滑剂的加入比例不合理,应改进配方。在原料中适当加入一些丙烯酸酯类加工助剂,以提高熔料的凝胶率。
b.原料中水分或杂质含量超标,应对原料进行干燥处理或更换。
c.成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。
d.成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定形后发脆,要注意塑化熔料的温度不要忽高忽低导致温差过大。
④双壁波纹管的内外壁间黏附力差。
a.成型模具内熔料温度偏低,应适当提高成型模具温度。
b.原料中润滑剂比例过大,应适当降低润滑剂的加入量。
c.管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。
⑤管的内壁有纵向划痕。
a.成型管内壁面的芯轴上有划痕或有残料黏附在工作面上,应修光划痕或除净芯轴工作面上残料。
b.有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,清除冷却定形套上的残料。
⑥管内壁有裂纹或波纹。
a.管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。
b.成型模具内的压缩比偏小,造成分流锥支架肋处的熔料汇合接缝熔合强度低,易出现裂纹。应适当提高模具内腔结构对熔料的压缩比。
(8)多孔管 聚氯乙烯多孔管是由多个管孔组成的一个完整的管体。这种管主要是为通信光缆、电缆在埋入地下时做敷设护套管用,具有绝缘隔离、防电磁干扰的功能。多孔管有3孔、4孔、6孔和7孔等多个管型,结构如图6-30所示。
图6-30 多孔管结构参考例
1)原料。聚氯乙烯多孔管挤出成型,主要原料是用悬浮法聚氯乙烯树脂,再加入一定比例的稳定剂、润滑剂、改性剂和填充料等辅助料组合成用料配方。具体应用配方例(仅供参考)如下:
聚氯乙烯(PVC SG7) 100份 复合稳定剂(SMS305、德国产) 2.5份
加工助剂(丙烯酸酯类PA-21) 1.5份 氧化聚乙烯蜡(OPE) 0.15份
改性剂(MBS、甲基丙烯酸酯-丁二烯-苯乙烯) 8份 硬脂酸(HSt) 0.05份
轻质碳酸钙(CaCO3) 24份 二氧化钛(TiO2)适量
2)设备。由于多孔管成型用料量较大,所以挤出成型多选用双螺杆挤出机(可用平行或锥形双螺杆挤出机)。螺杆可采用通用型螺杆结构,最好选用挤塑门窗异型材专用螺杆。6孔管直通式模具结构示意如图6-31所示,其结构中的零件组成和普通管成型模具用零件相似,也是由芯棒、口模和分流锥等主要零件组成。但由于多孔管是由多个孔组成,所以,成型模具中的分流锥、芯轴和口模,也应和管孔的数量相同。熔料流经的空腔压缩比在4~6之间。芯轴平直部分应比口模的平直段长出15mm左右,通常取芯轴平直段长为管外直径的8~10倍,为加快管坯中心部位的冷却定形,保证多孔管中心部位的管壁光滑平整。伸出口模部分的芯轴,最好采用通循环水为芯轴降温。注意:多个芯轴、分流锥和口模等零件与模具体组装后形成的熔料空腔,表面应光滑、平整,各凸凹过渡面应是圆弧形过渡。
挤出模具的管坯采用真空定径套为其降温定形。为加快管坯降温,定形的管坯用真空喷淋水箱冷却。定形后的多孔管用履带式牵引机牵引,用行星式锯片对其切割。
3)工艺。多孔管的挤出成型工艺和生产工艺顺序与普通聚氯乙烯管挤出成型工艺完全相同。具体操作时,生产工艺顺序参照本节“3.聚氯乙烯挤出成型用设备”的内容,原料的配混工艺参照4.4节内容,挤出工艺参照本节“4.硬质聚氯乙烯管挤出成型工艺”的内容。
生产操作时应注意下列几点:①成型模具中的口模内径形状和尺寸要与成品的外径尺寸相符,同时还应考虑到管坯从模具挤出后的膨胀率。②真空定径套的内径形状和尺寸要与多孔管的外径形状和尺寸相符,同时要注意其真空度的负压值应小于0.04MPa。③用于管坯冷却的循环水温度不宜超过8℃。
图6-31 6孔管直通式模具结构示意
1—模具体 2—分流锥 3—连接板 4—连接环 5—芯模 6—芯模冷却水管 7—6孔中心芯模 8—口模 9—标线进料孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。