



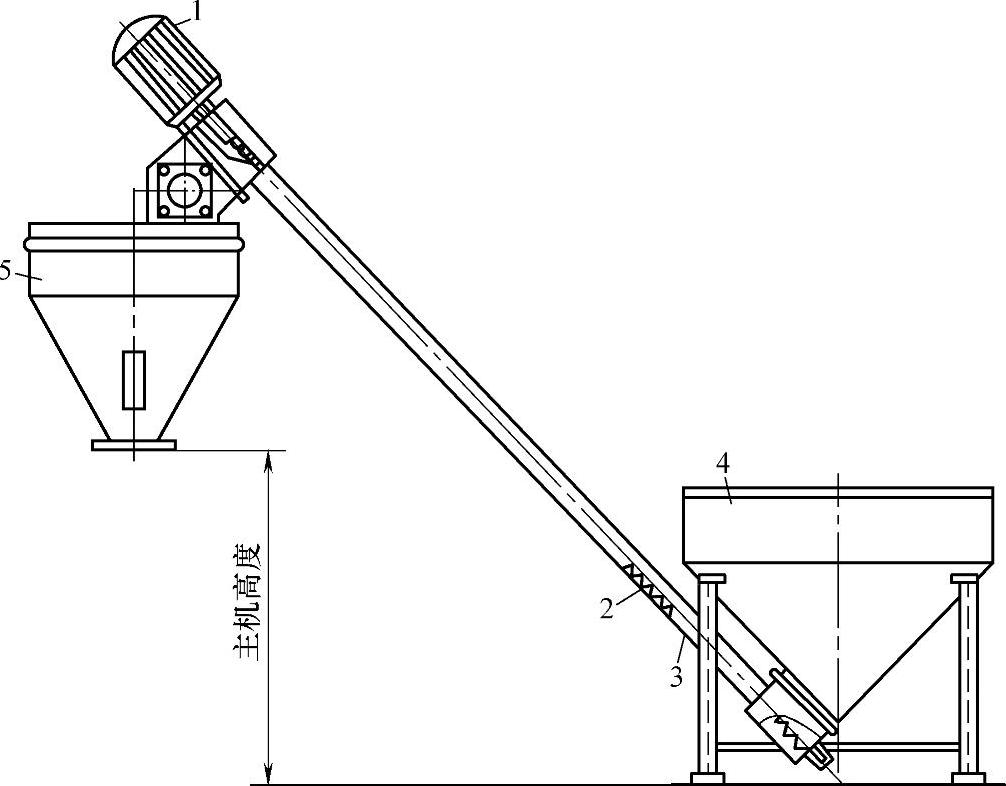
图5-30 弹簧上料装置结构示意图
1—电动机 2—弹簧 3—橡胶输料管 4—原料箱 5—料斗
挤出机生产用辅机,主要是指辅助挤出机上料的设备。为挤出机料斗供料的方式有几种,小型挤出机一般多用人工直接上料;大型挤出机或多台挤出机并列同时生产时,料斗的供料方式可采用弹簧法供料、真空上料和压缩空气管道法输送上料等。
(1)弹簧上料装置 弹簧上料装置结构如图5-30所示。它是把一根螺旋弹簧装在橡胶管内,弹簧直接由电动机驱动,在橡胶管内高速旋转。
当料斗需要上料时,起动电动机带动弹簧旋转,原料被弹簧螺旋带动上升,橡胶管上端对准料斗处开有一排料口,上升至排料口处的原料被弹簧旋转的离心力抛出料口,进入料斗。此种上料装置结构简单,操作和维修都很方便,适合粒料和粉料的输送。
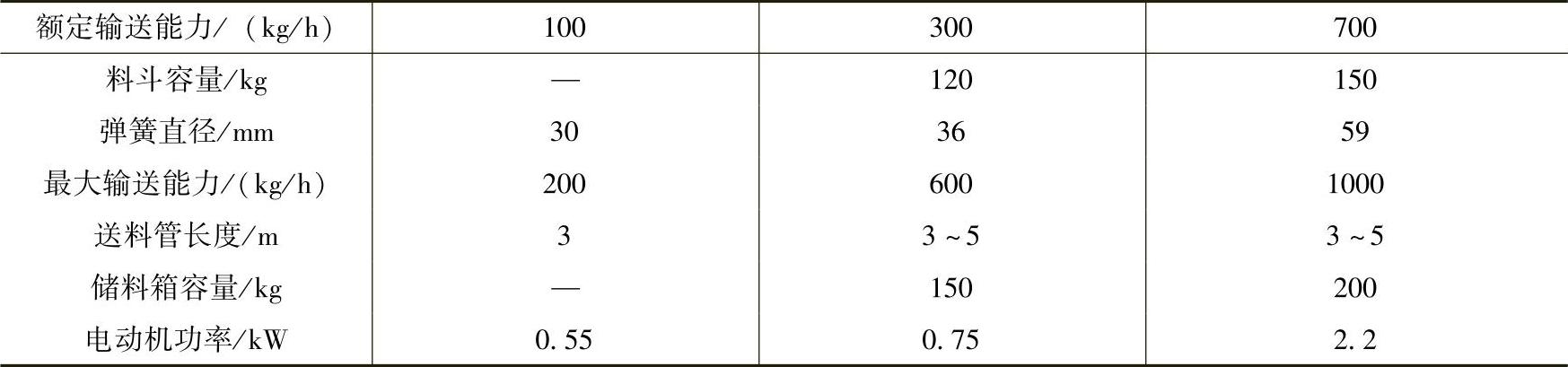
弹簧上料装置技术参数见表5-40。
表5-40 弹簧上料装置技术参数(https://www.xing528.com)
(2)真空上料装置 主要由风机、吸气管、储料仓、吸料管、过滤网、电控箱等组成,如图5-31所示。
当料斗需要上料时,风机2起动,通过吸气管4和过滤网3,使中间储料仓内形成负压;与此同时,与中间储料仓及原料储箱相连接的吸料管8把原料储箱中的原料吸入中间储料仓内,当吸入一定量时,上料继电器动作,风机停止工作,吸料工作停止;这时排料活门打开,为挤出机料斗供料。
(3)压缩空气管道输送上料 压缩空气管道输送上料的方式,多应用于几台挤出机并列同时生产供料。在这样比较大规模生产的挤出制品车间内,输送料系统由一根总送料管道,再分出数个支管道,分别给各个挤出机料斗送料。这种依靠压缩空气、采用风管输送料的方式,占地小,用人少,环境也比较清洁,可以用来输送粒料和粉料。
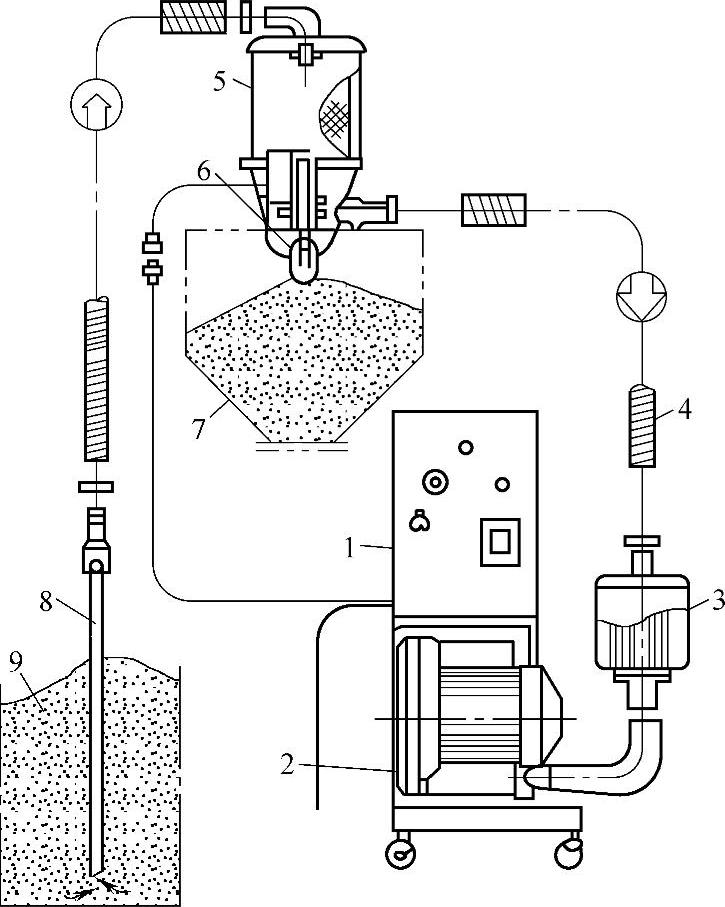
图5-31 真空上料装置结构示意图
1—电控箱 2—风机 3—过滤网 4—吸气管 5—中间储料仓 6—排料活门 7—料斗 8—吸料管 9—原料储箱
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。