



其他摩压模及附件如图4-22~图4-49所示。
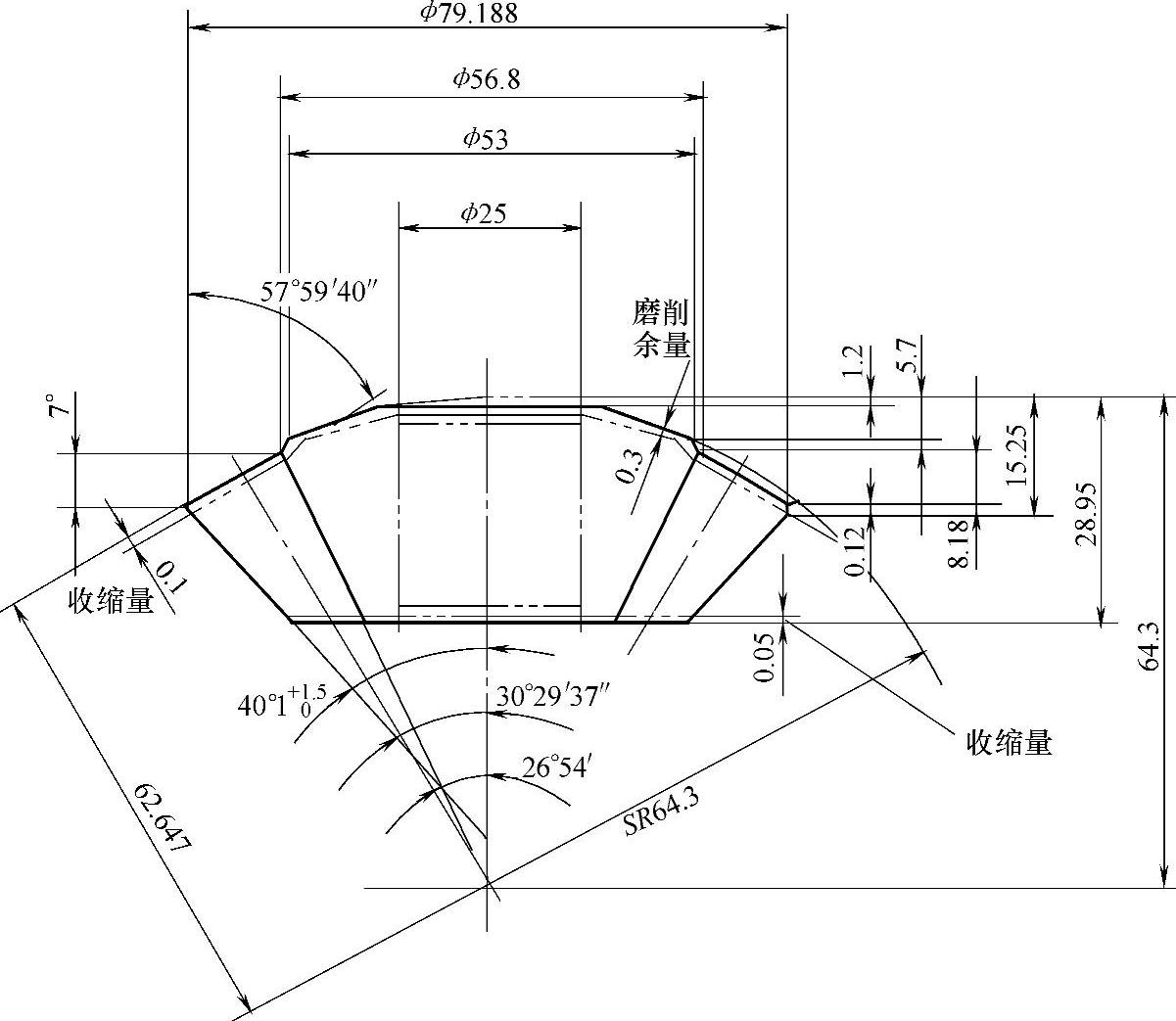
图4-22 齿轮热锻件
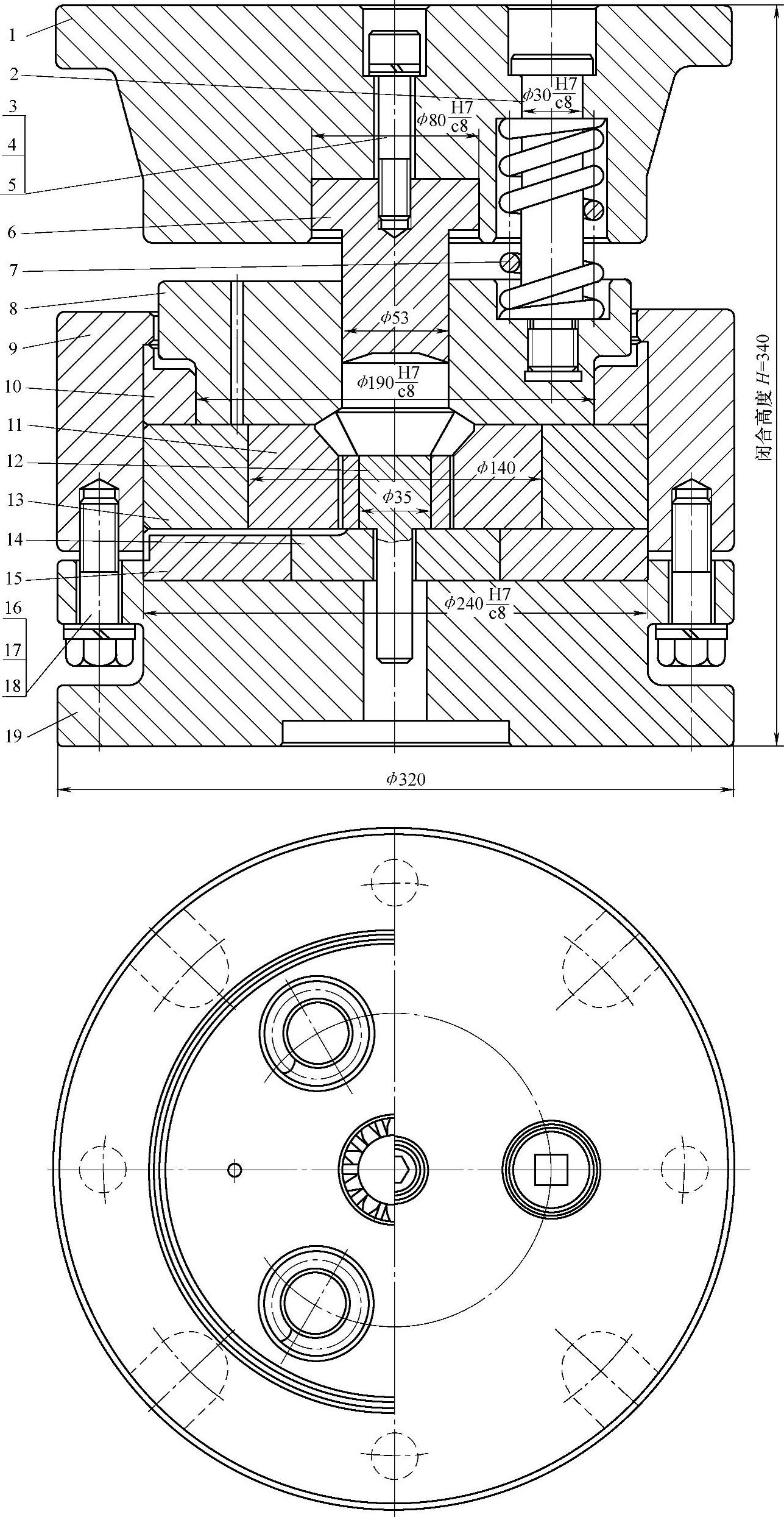
图4-23 齿轮精锻摩压模(3000kN)
图4-23 齿轮精锻摩压模(3000kN)(续)
(1)坯料尺寸为ϕ35,需用锯床下料。坯料经预锻、酸洗后进行精锻,预锻形状为 。采用MoS2润滑,吹风冷却。(2)上模由冲头和导柱两部分组成,用拉杆和弹簧连接成一体,其目的是使冲头尚未接触坯料时,导模先靠弹簧的压力压在凹模上,便于充满。三个弹簧的总压力均为120kN。也可不用弹簧将导模直接紧固在模座上使用。
。采用MoS2润滑,吹风冷却。(2)上模由冲头和导柱两部分组成,用拉杆和弹簧连接成一体,其目的是使冲头尚未接触坯料时,导模先靠弹簧的压力压在凹模上,便于充满。三个弹簧的总压力均为120kN。也可不用弹簧将导模直接紧固在模座上使用。
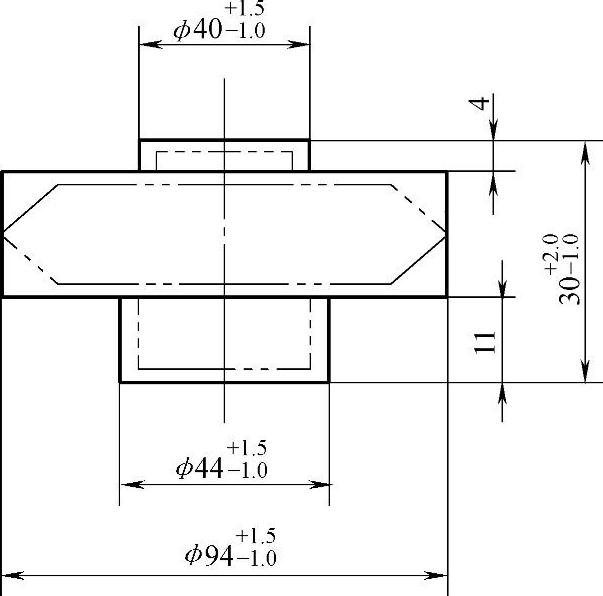
图4-24 锥齿轮锻件
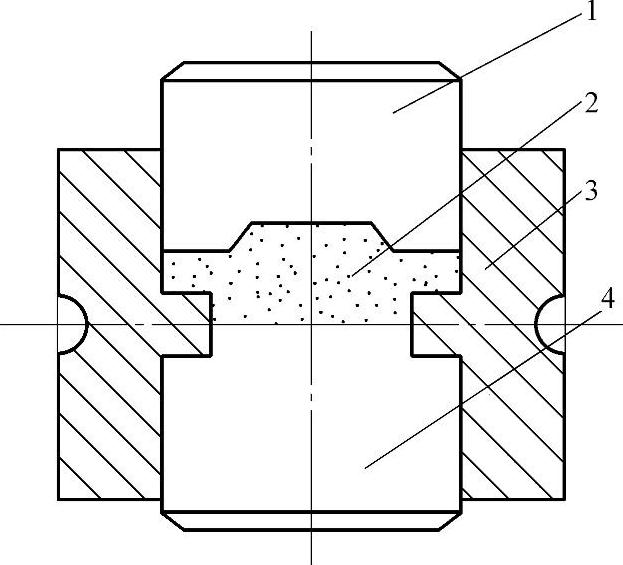
图4-25 锥齿轮锻件用胎模
1—凸模 2—锻件 3—模套 4—下垫
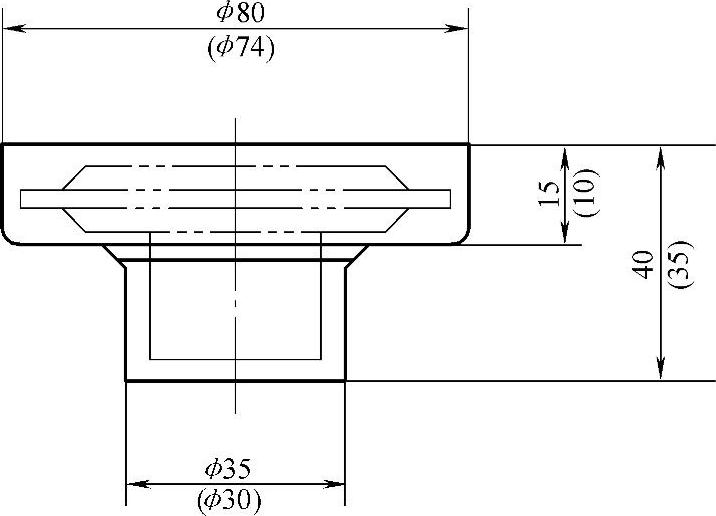
图4-26 链轮锻件
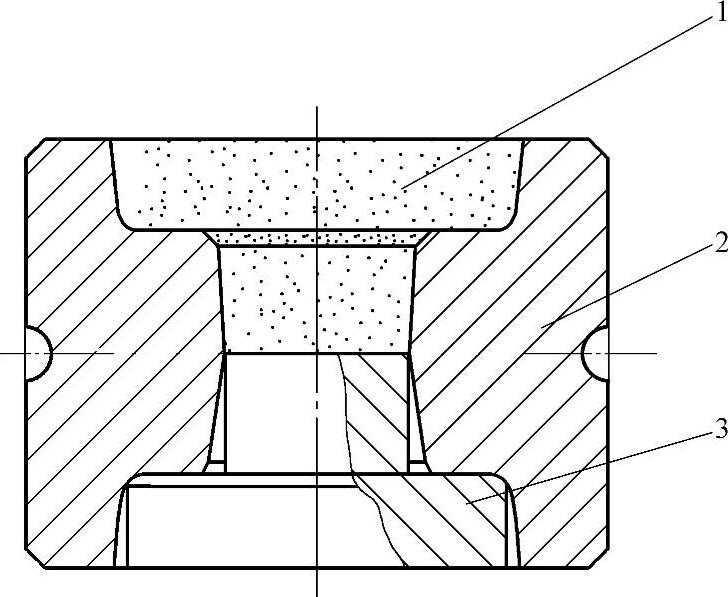
图4-27 链轮锻件用胎模
1—锻件 2—模套 3—模垫
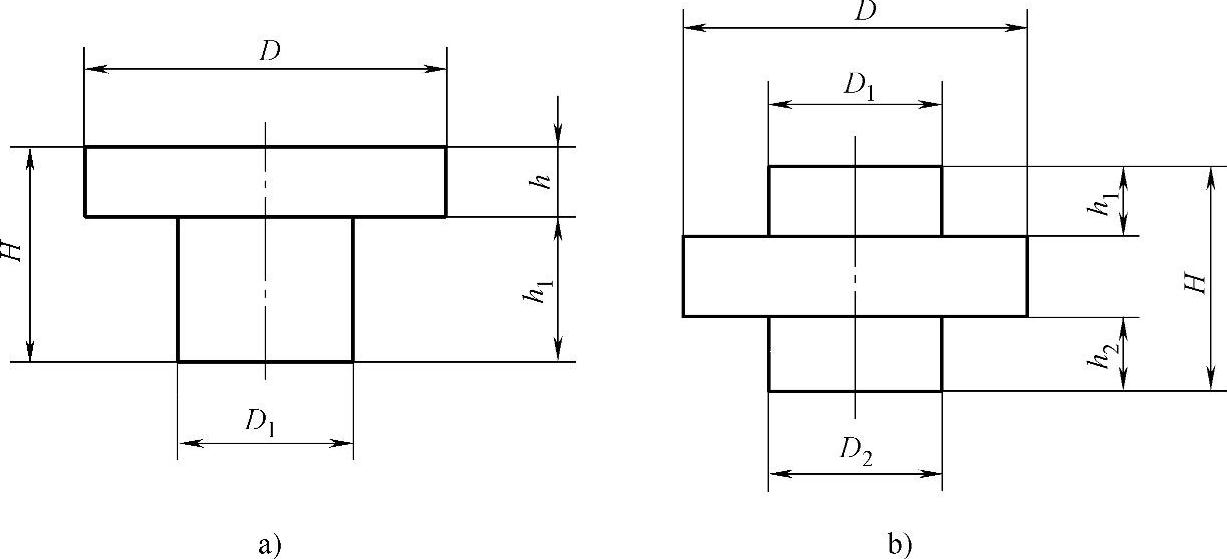
图4-28 法兰锻件
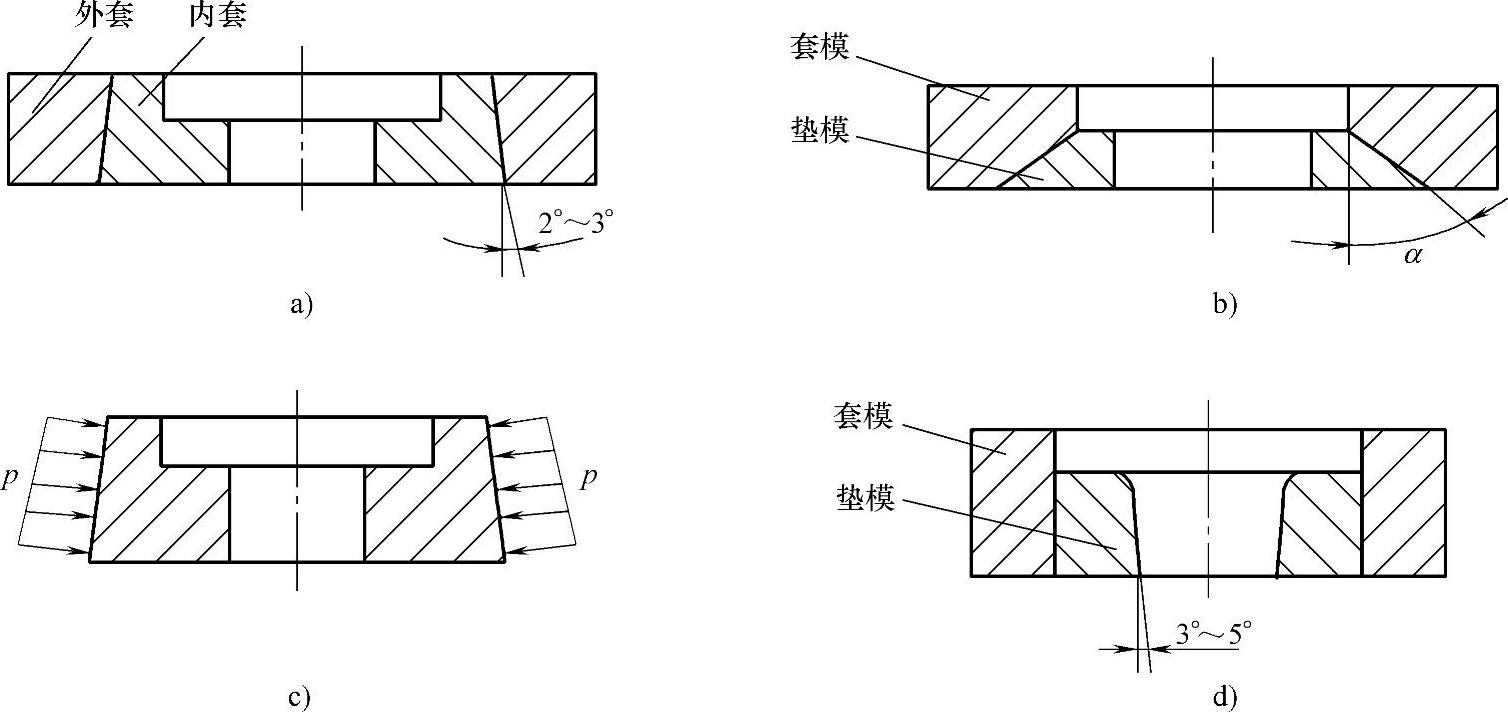
图4-29 法兰锻件用胎模
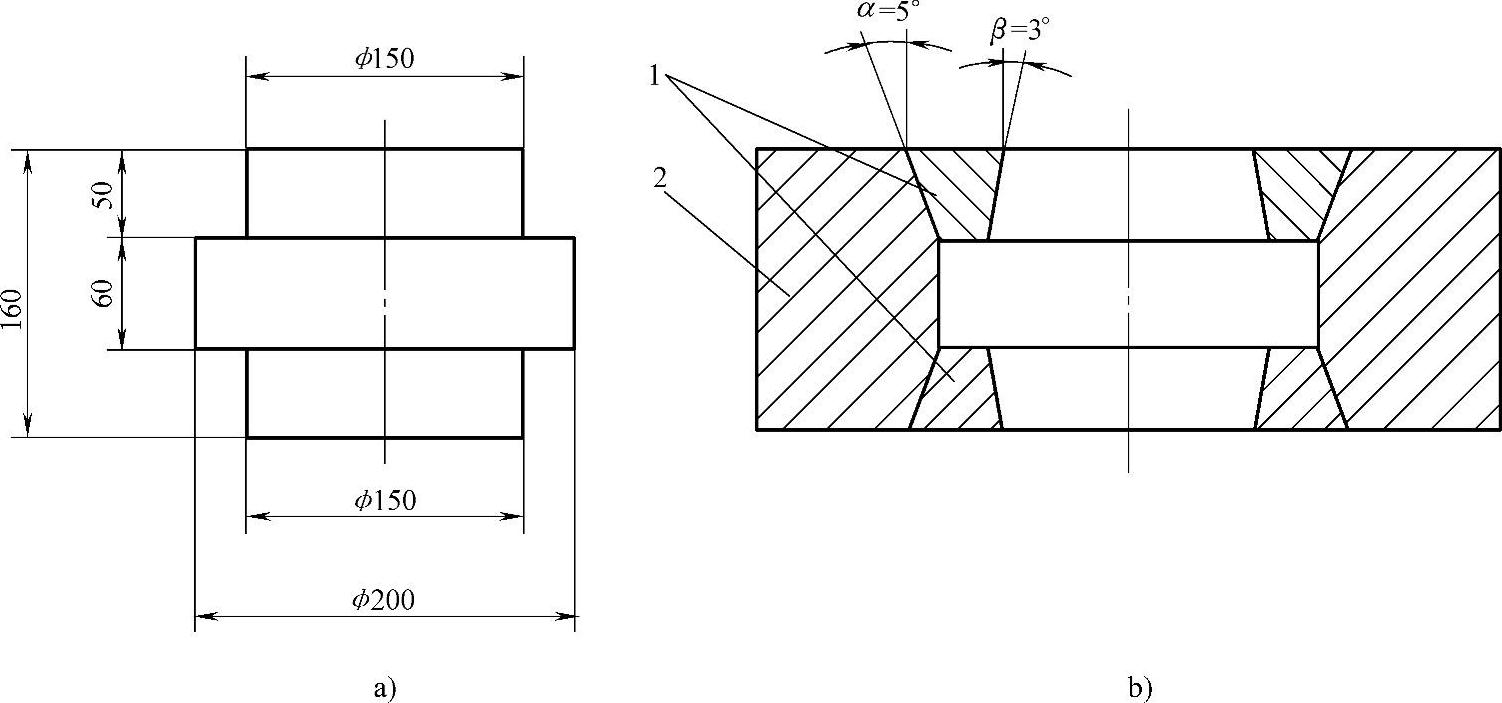
图4-30 凸肩法兰锻件及胎模
1—垫模 2—套模
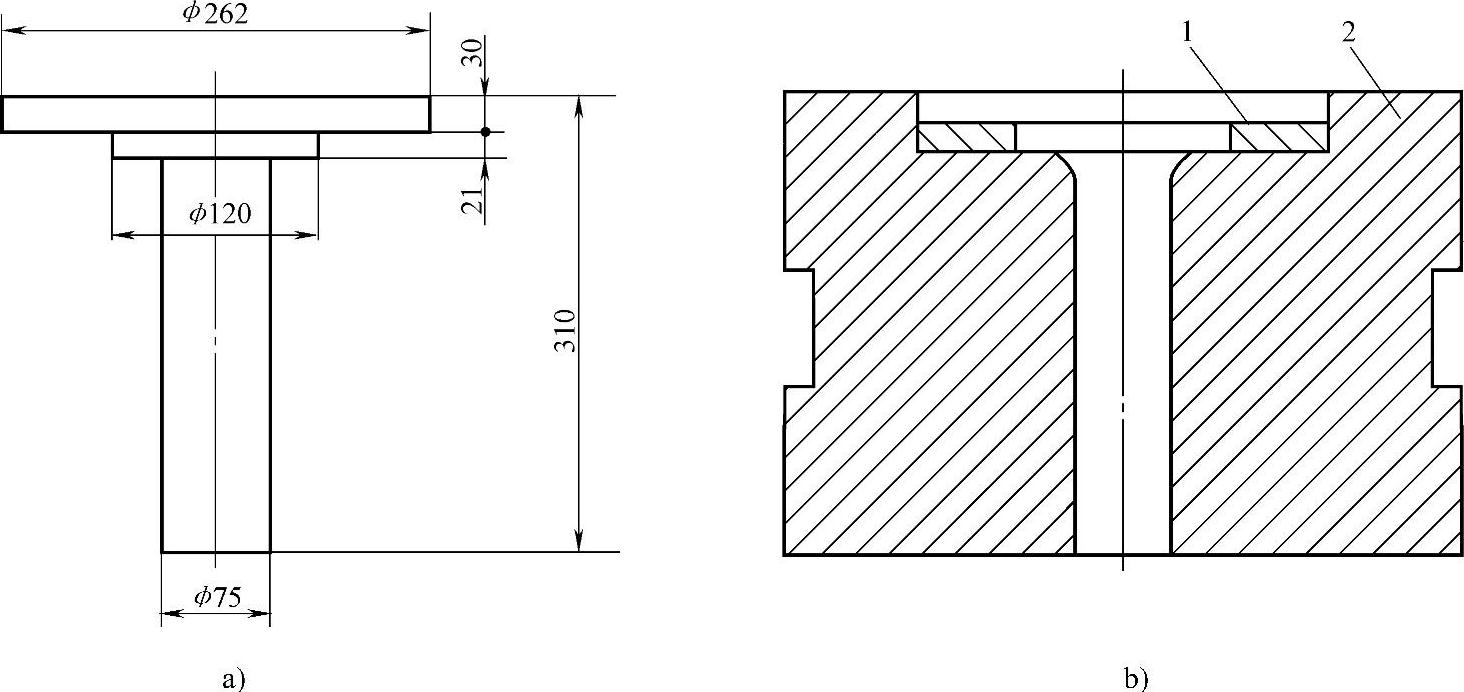
图4-31 二台阶支承法兰锻件及胎模
1—垫环 2—模体
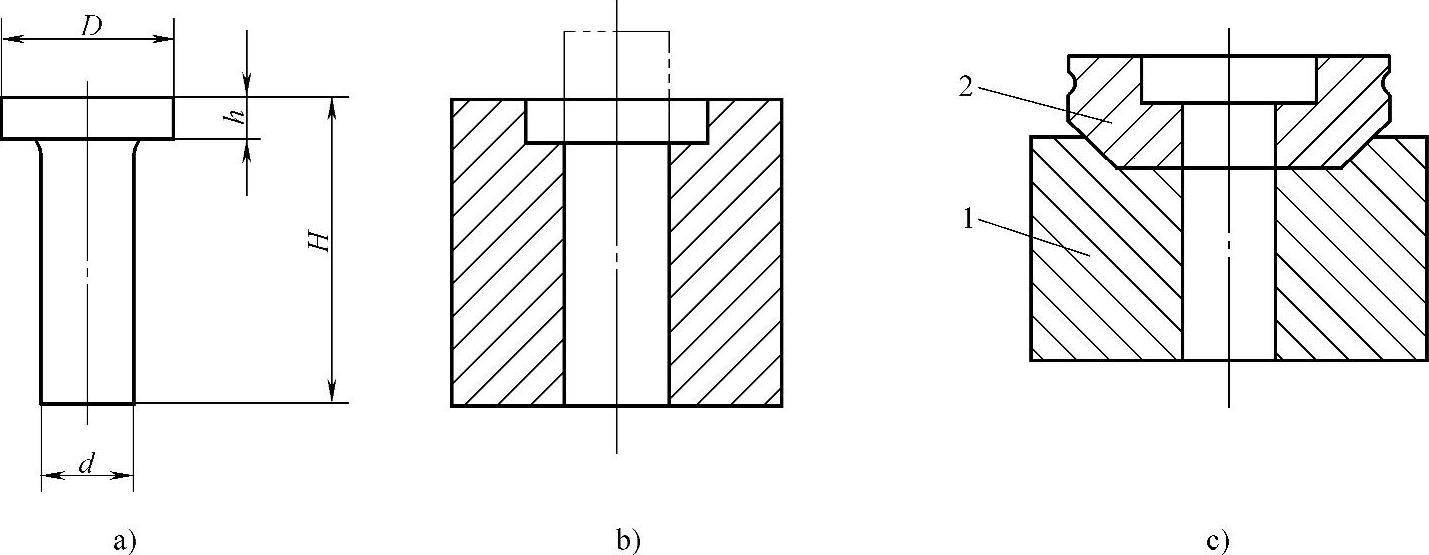
图4-32 长杆圆销锻件及胎模
1—下模 2—上模
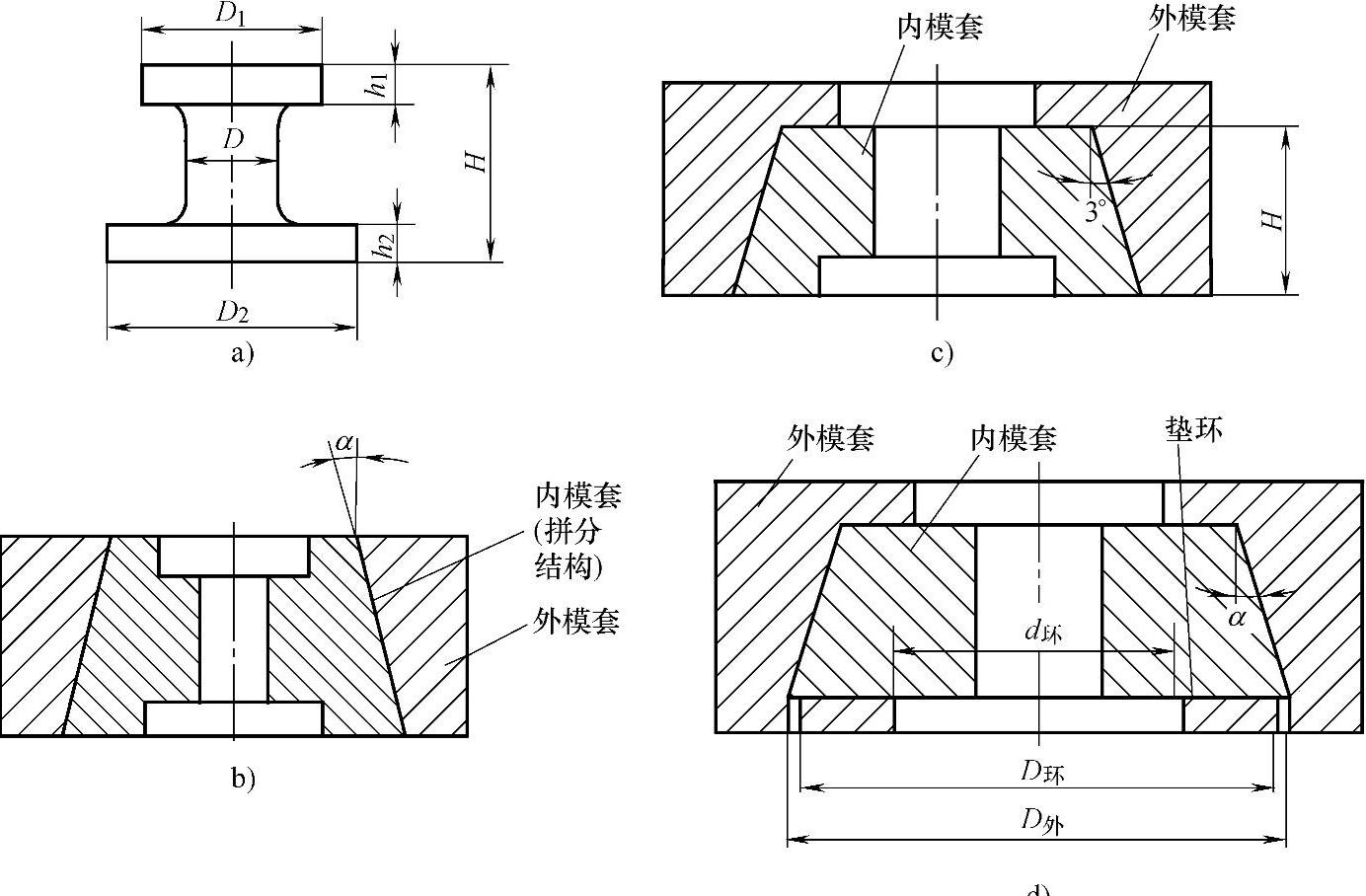
图4-33 工字齿轮锻件及胎模
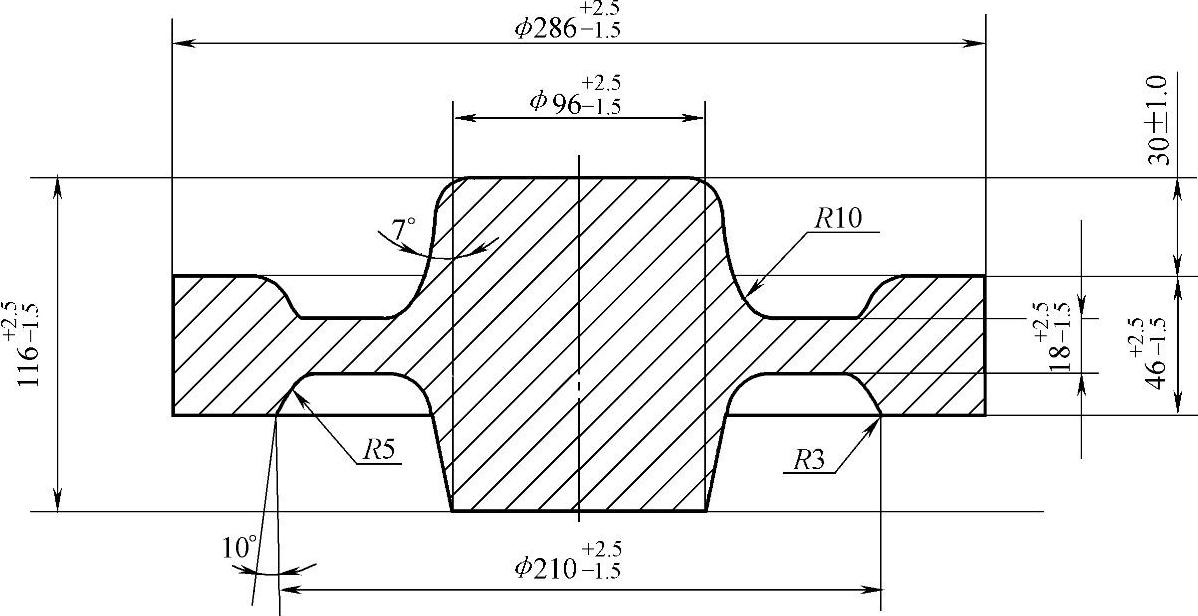
图4-34 传动齿轮胎模锻件
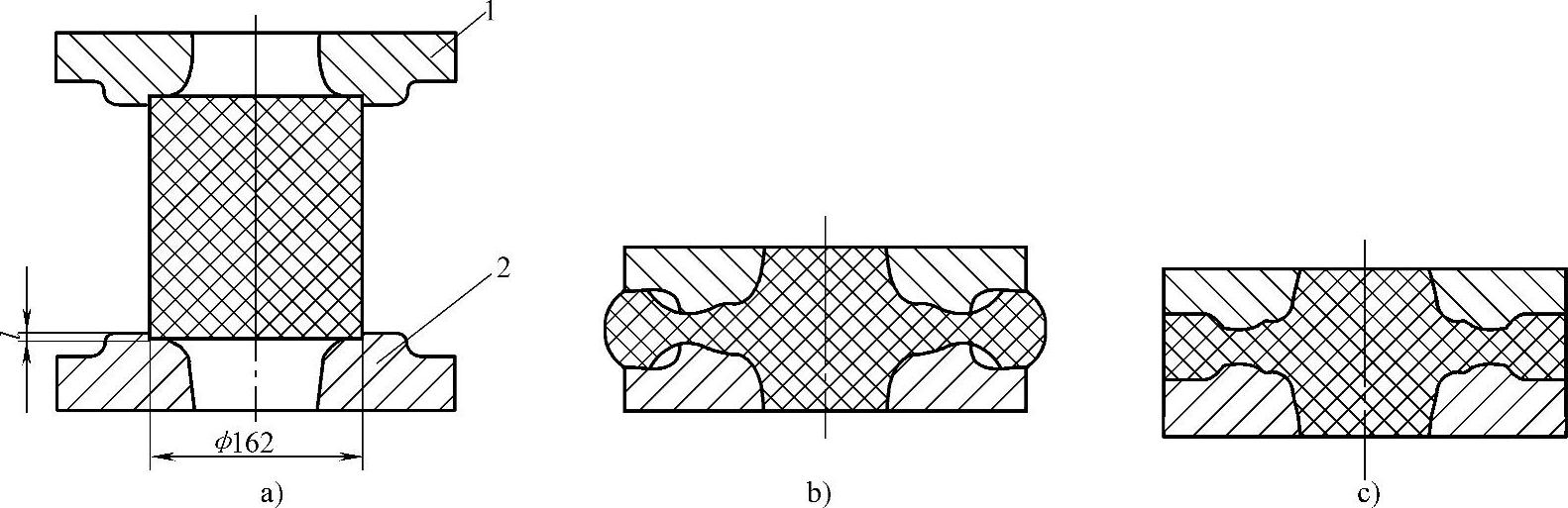
图4-35 初锻胎模锻造金属成形过程(https://www.xing528.com)
a)成形前 b)成形中 c)成形后
1—上模 2—下模
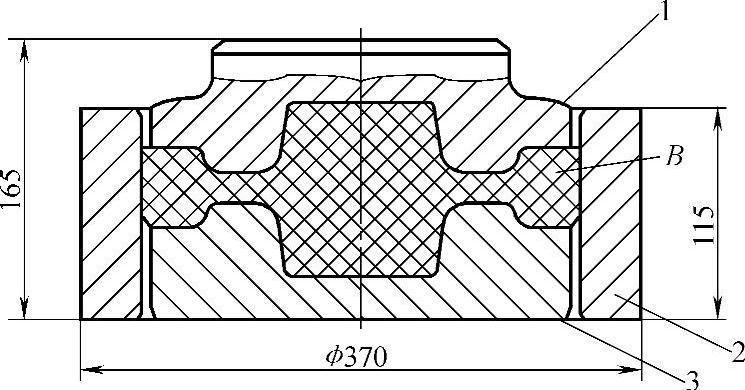
图4-36 终锻胎模
1—上模 2—套圈 3—下模 B—热锻件
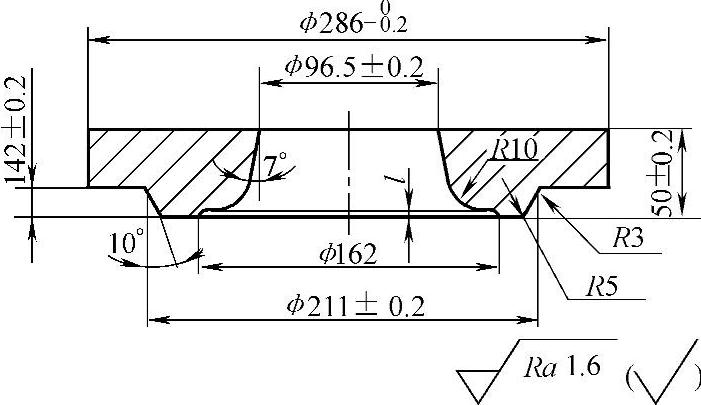
图4-37 初锻胎模
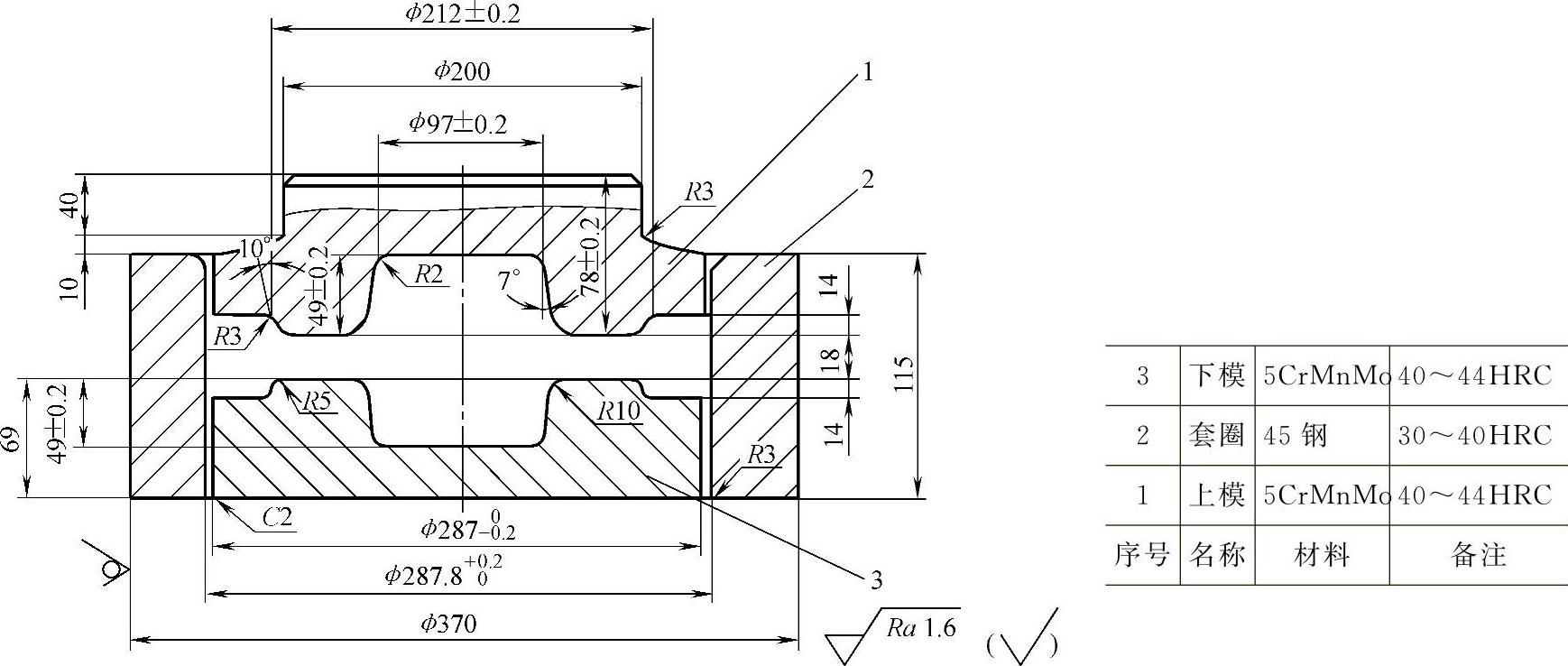
图4-38 终锻胎模
锻件材质T2钢,未注圆角R3
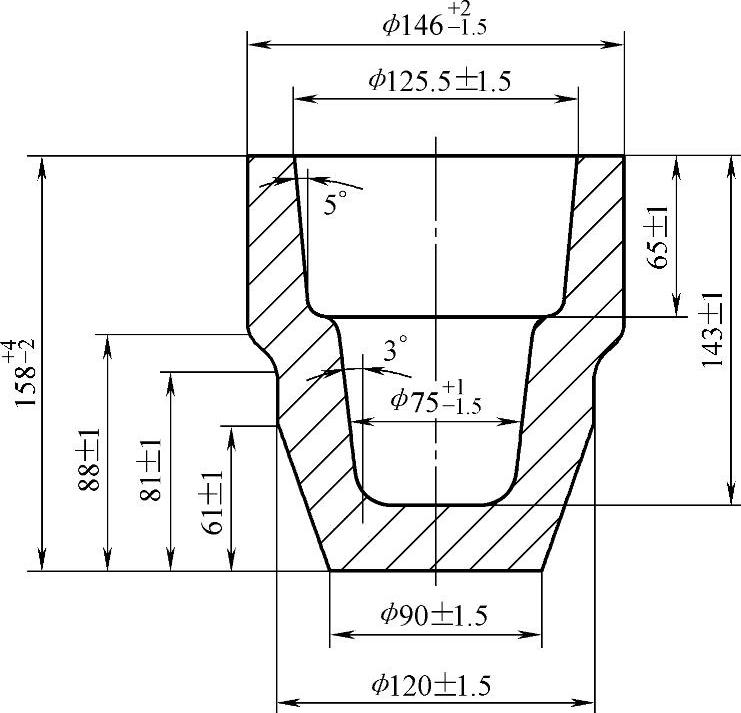
图4-39 深不通孔锻件
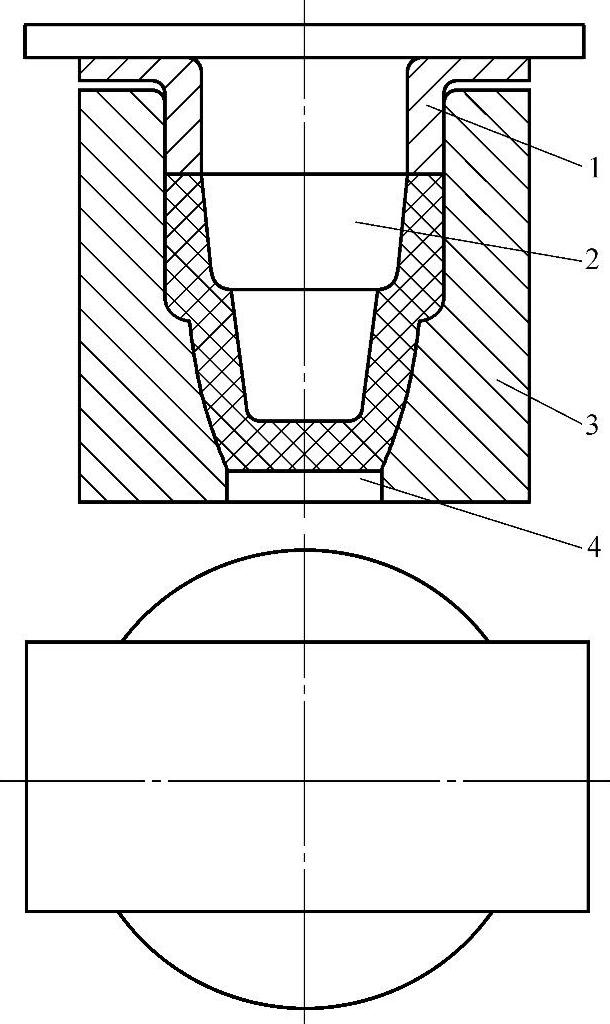
图4-40 深不通孔锻造胎模
1—定位套 2—凸模 3—外套 4—垫板
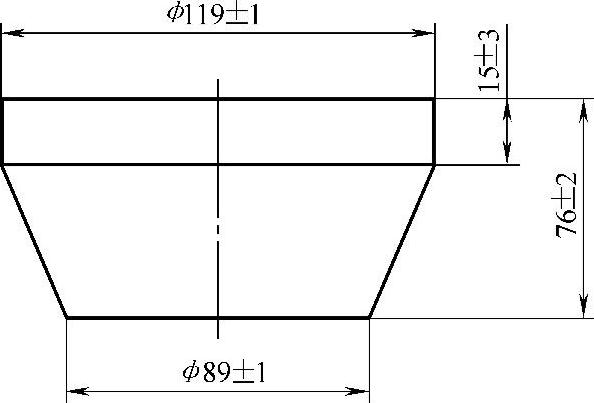
图4-41 毛坯
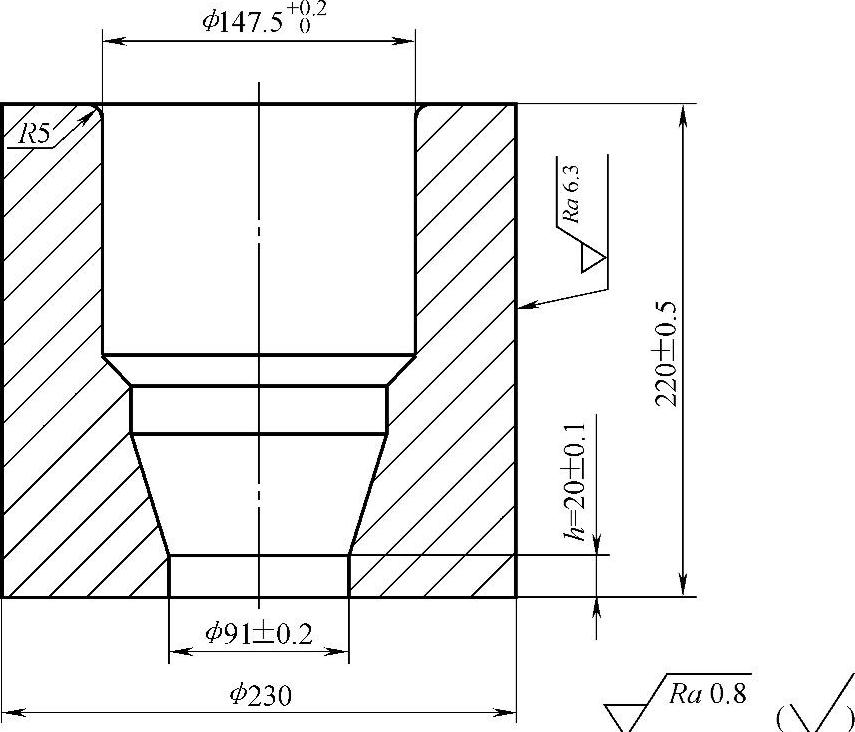
图4-42 外套
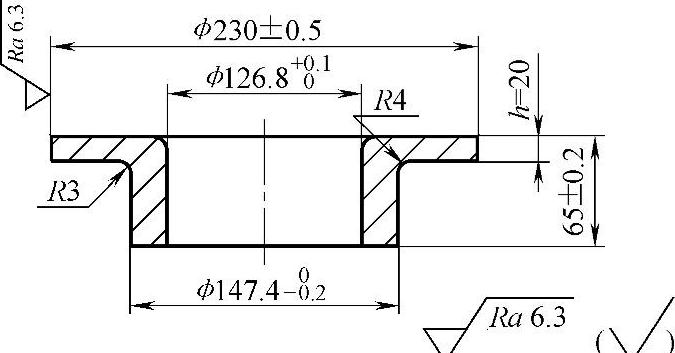
图4-43 后定位套
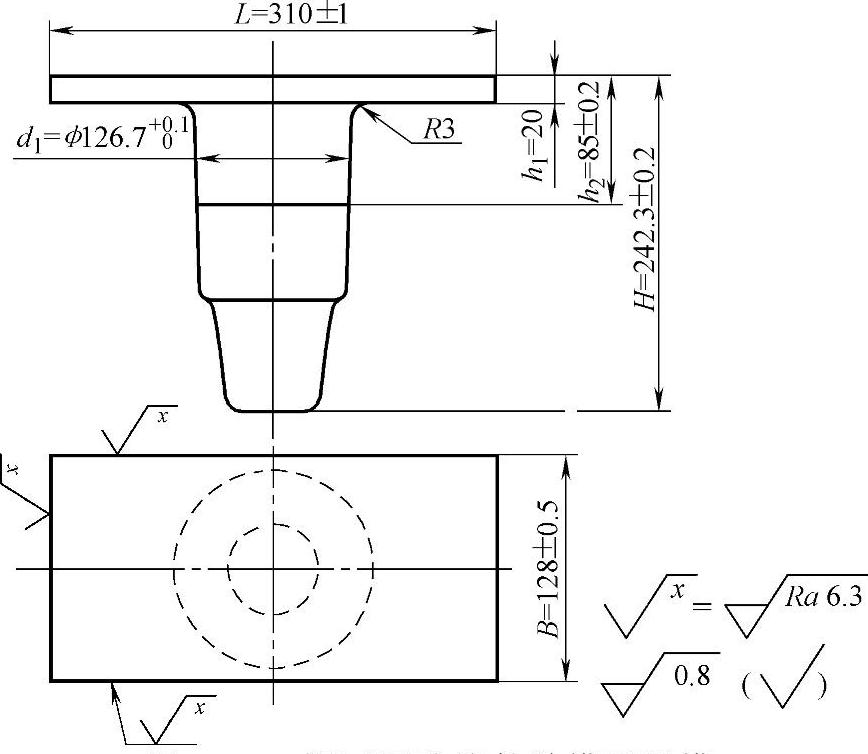
图4-44 深不通孔锻件胎模用凹模
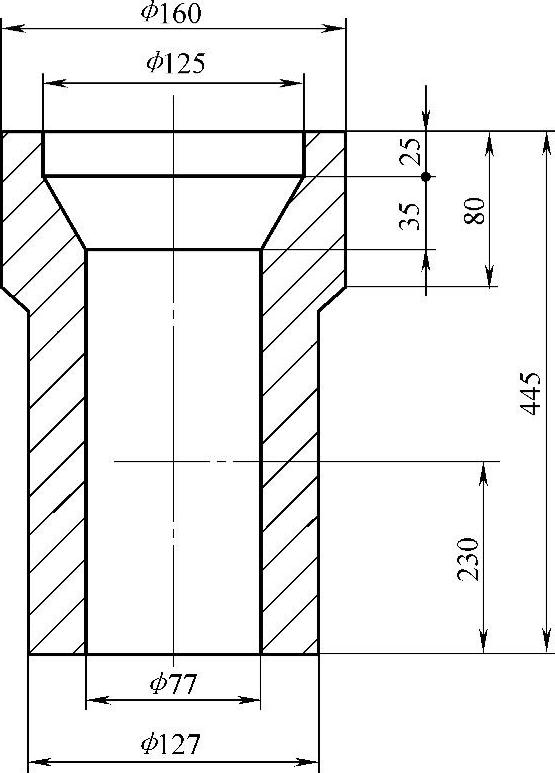
图4-45 后桥半轴套管热锻件
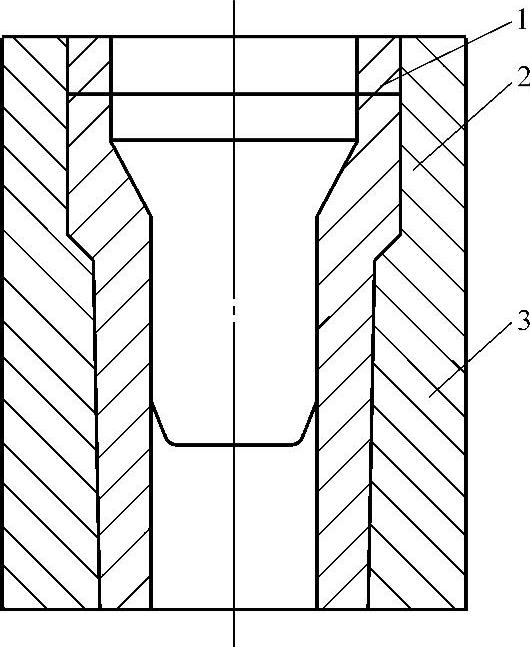
图4-46 后桥半轴套管胎模
1—定位套 2—凹模 3—外套
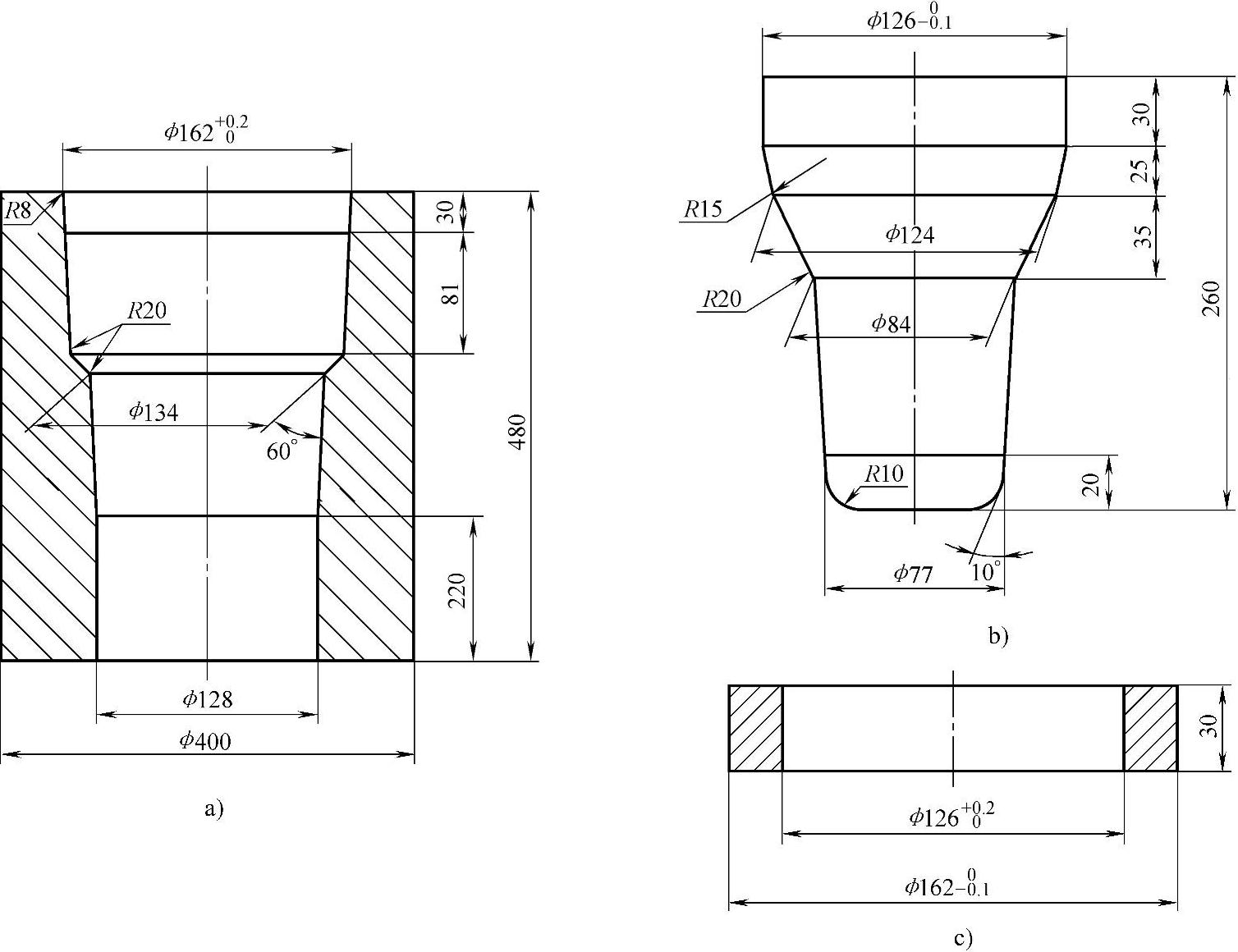
图4-47 后桥半轴套管锻件及胎模
a)外套 b)凸模 c)定位套
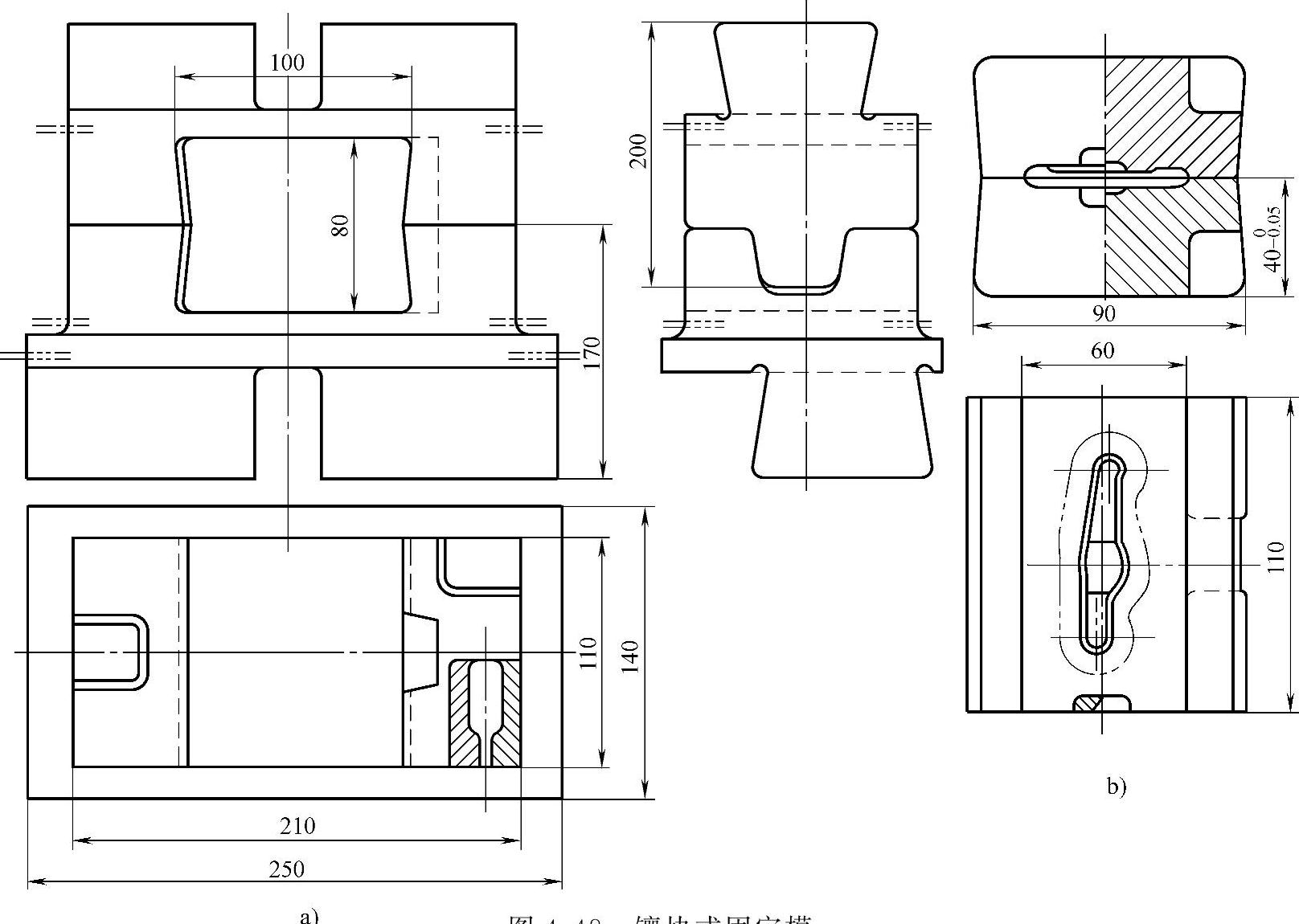
图4-48 镶块式固定模
a)模体 b)镶块
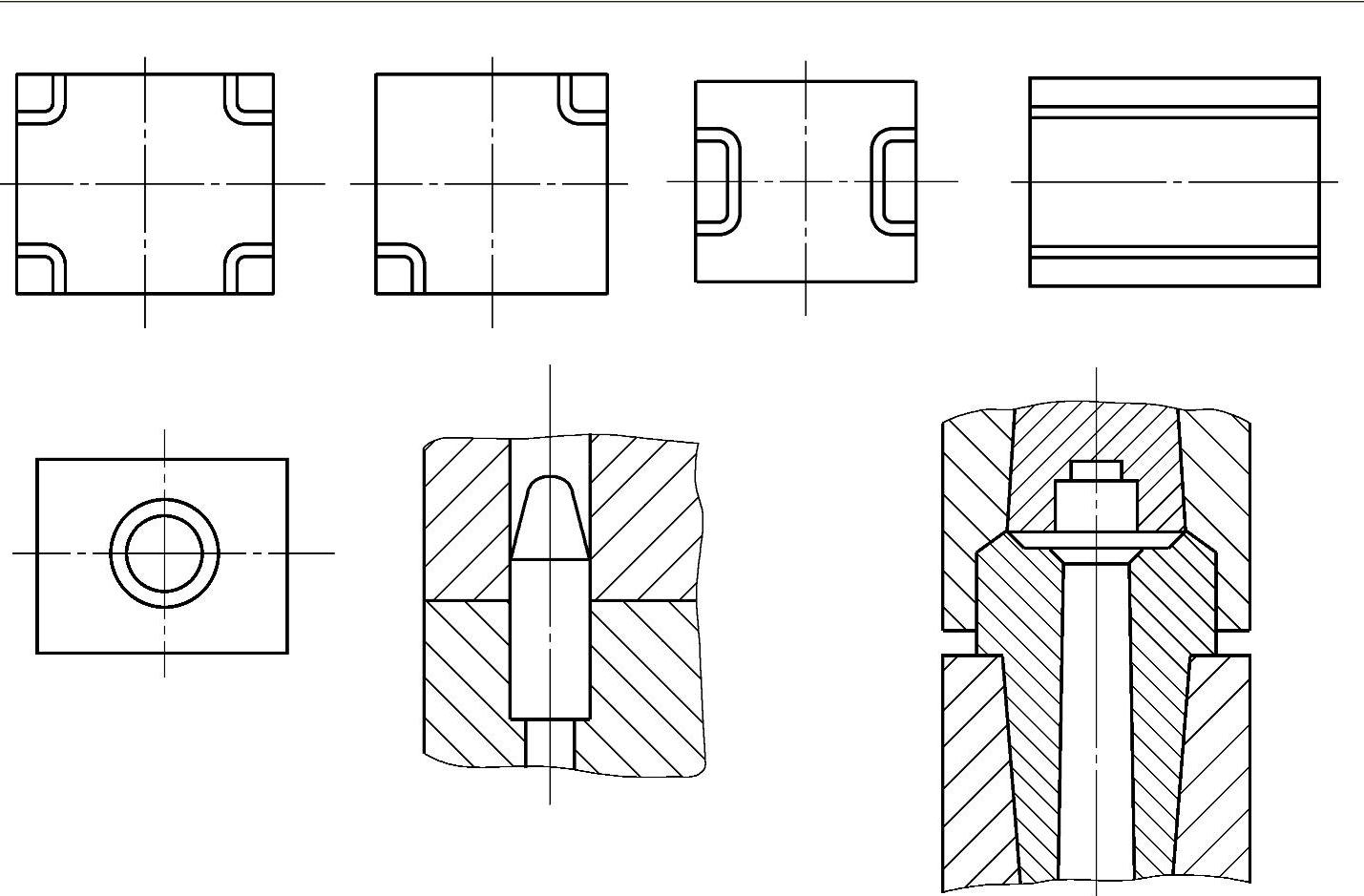
图4-49 固定模导向方式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。