



弯曲长轴线锻件及其锤锻模具如图3-34~图3-64所示。
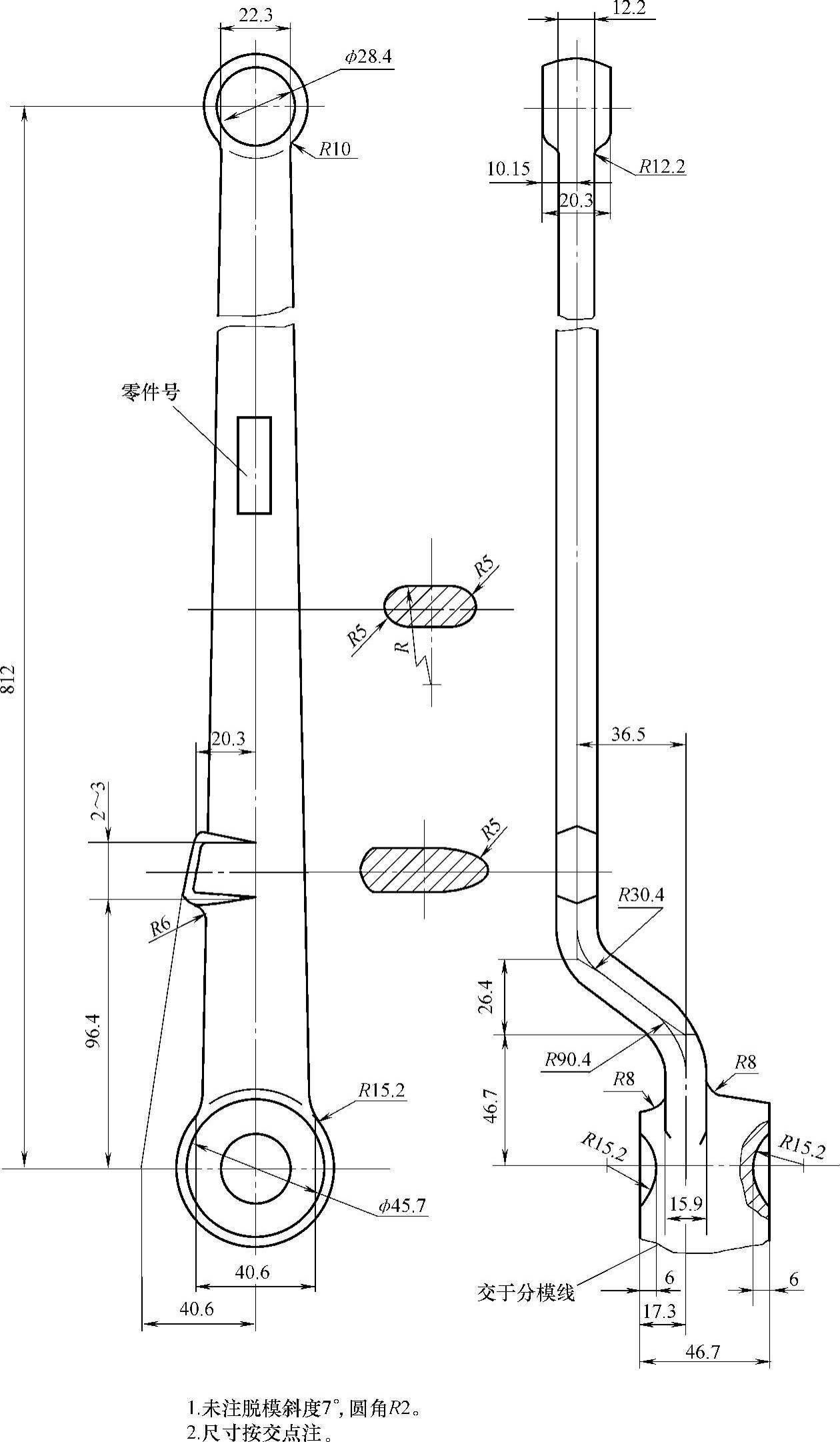
图3-34 转向杆热锻件

图3-35 转向杆联合模锻锤锻模(30kN)
下模材料5CrNiMo,工作表面硬度39~40HRC,燕尾表面硬度35~40HRC;上模材料5CrNiMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC。

图3-36 调节杆热锻件及锤锻模(10kN)

图3-37 手柄热锻件及锤锻模(10kN)
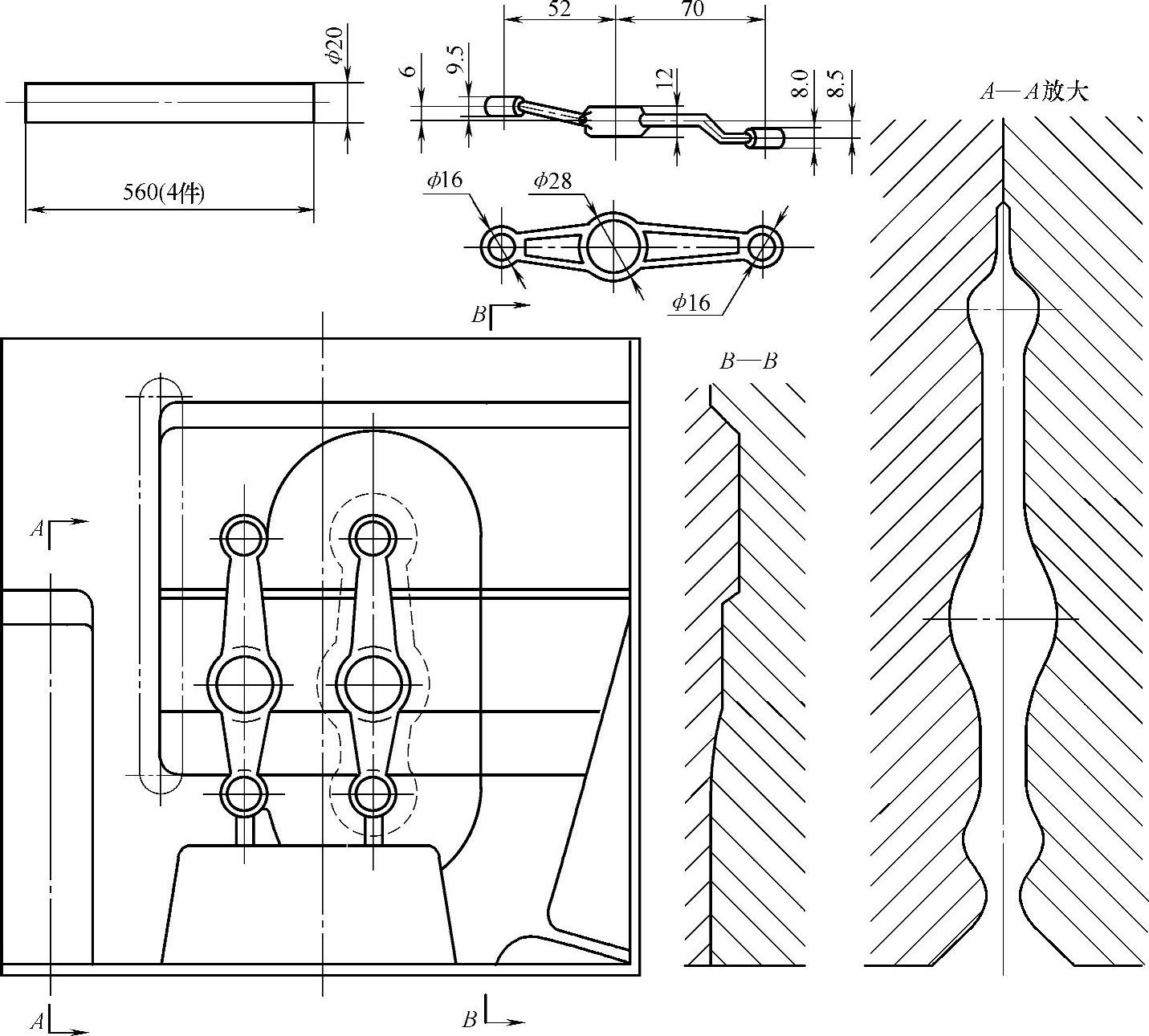
图3-38 操纵杆热锻件及锤锻模(10kN)

图3-39 转向臂热锻件及锤锻模(20kN)(一)
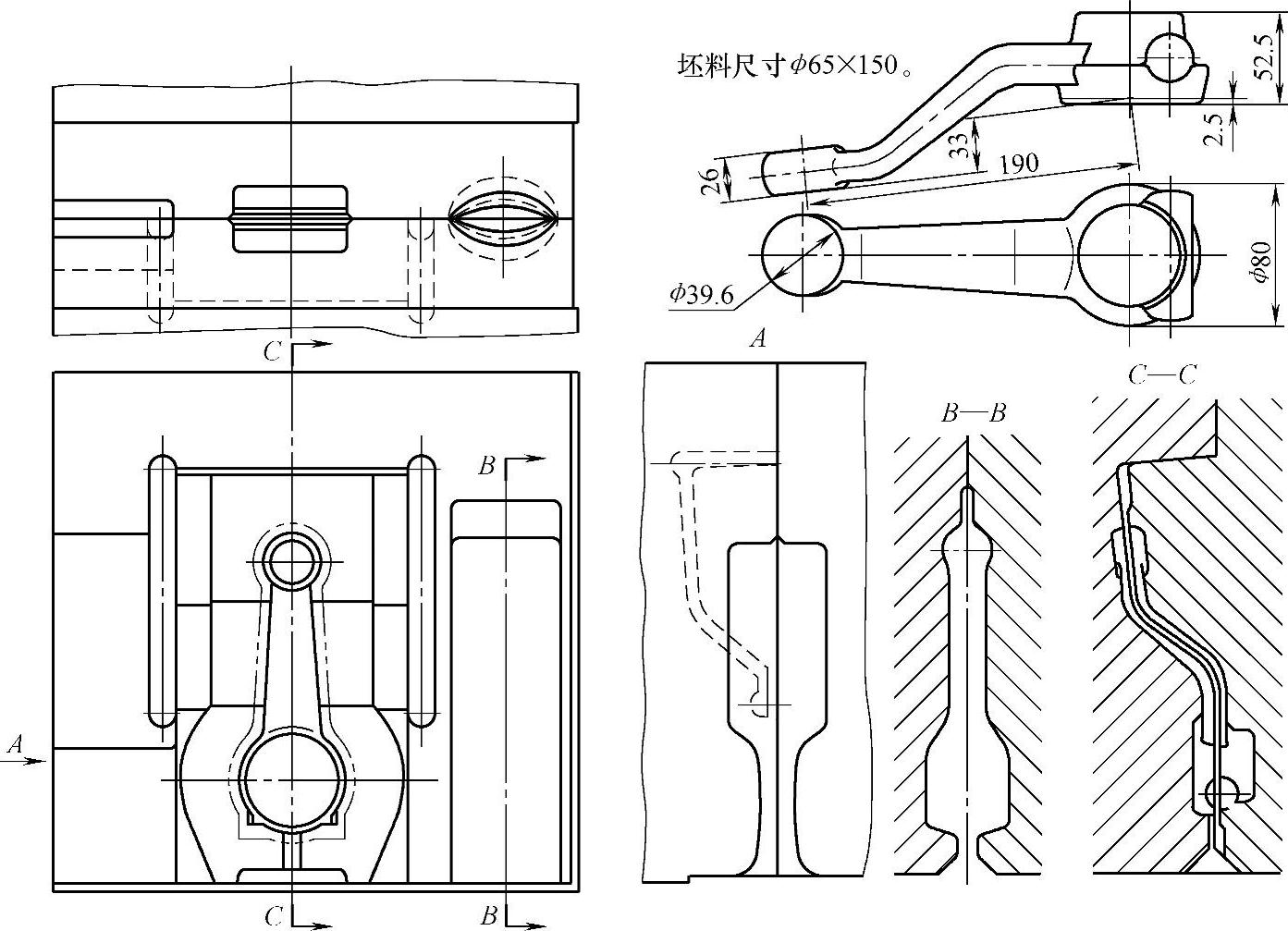
图3-40 转向臂热锻件及锤锻模(20kN)(二)

图3-41 左叉板热锻件
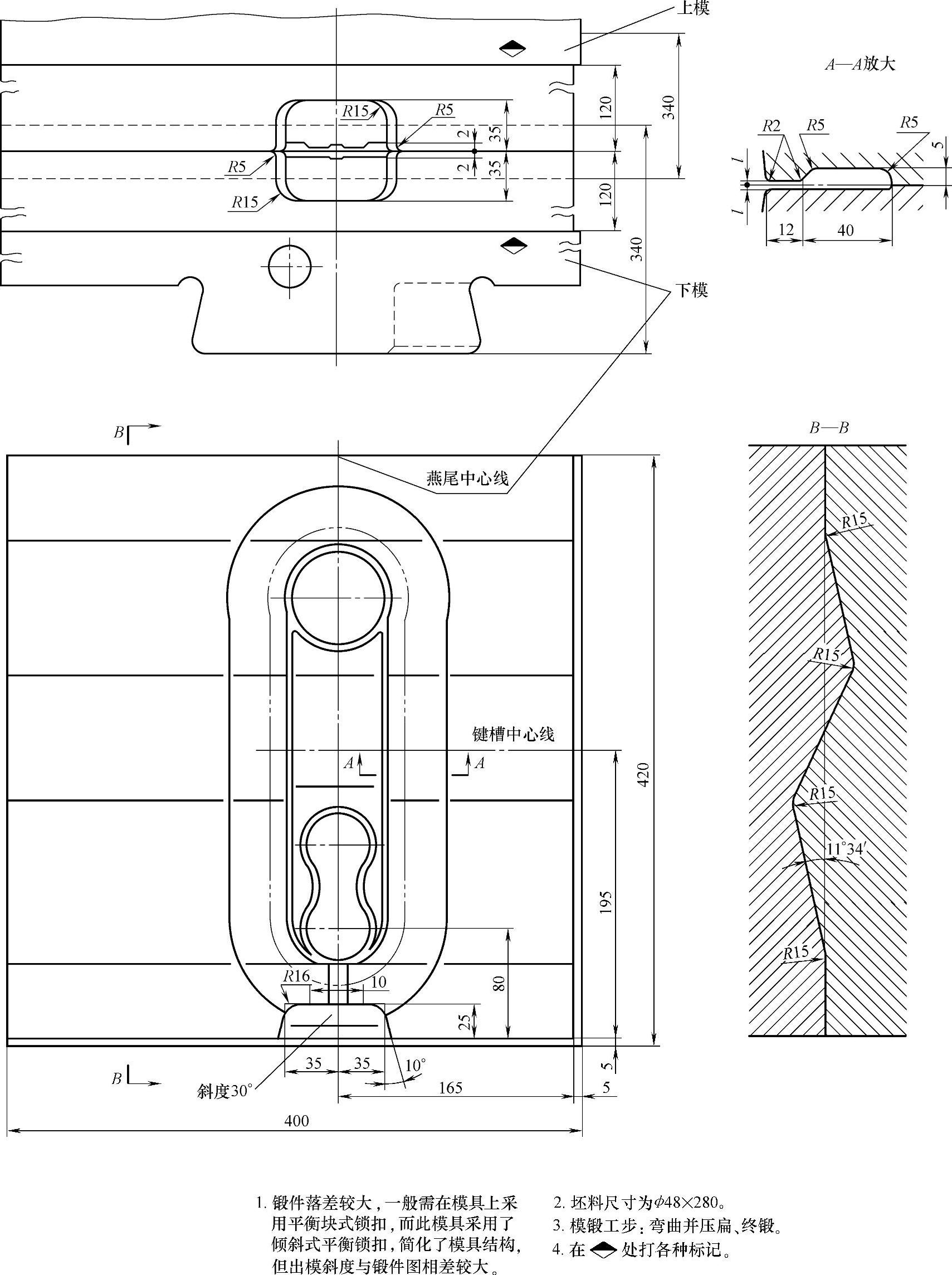
图3-42 左叉板锤锻模(20kN)
上模材料5CrMnMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC;下模材料5CrMnMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC。

图3-43 制动杠杆热锻件

图3-44 制动杠杆锤锻模(10kN)
下模材料5CrMnMo,工作表面硬度39~40HRC,燕尾表面硬度35~40HRC;上模材料5CrMnMo,工件表面硬度42~47HRC,燕尾表面硬度35~40HRC。

图3-45 转向节臂热锻件

图3-46 转向节臂锤锻模(2OkN)
下模材料5CrNiMo,工作表面硬度39~44HRC,燕尾表面硬度35~40HRC;上模材料5CrNiMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC。
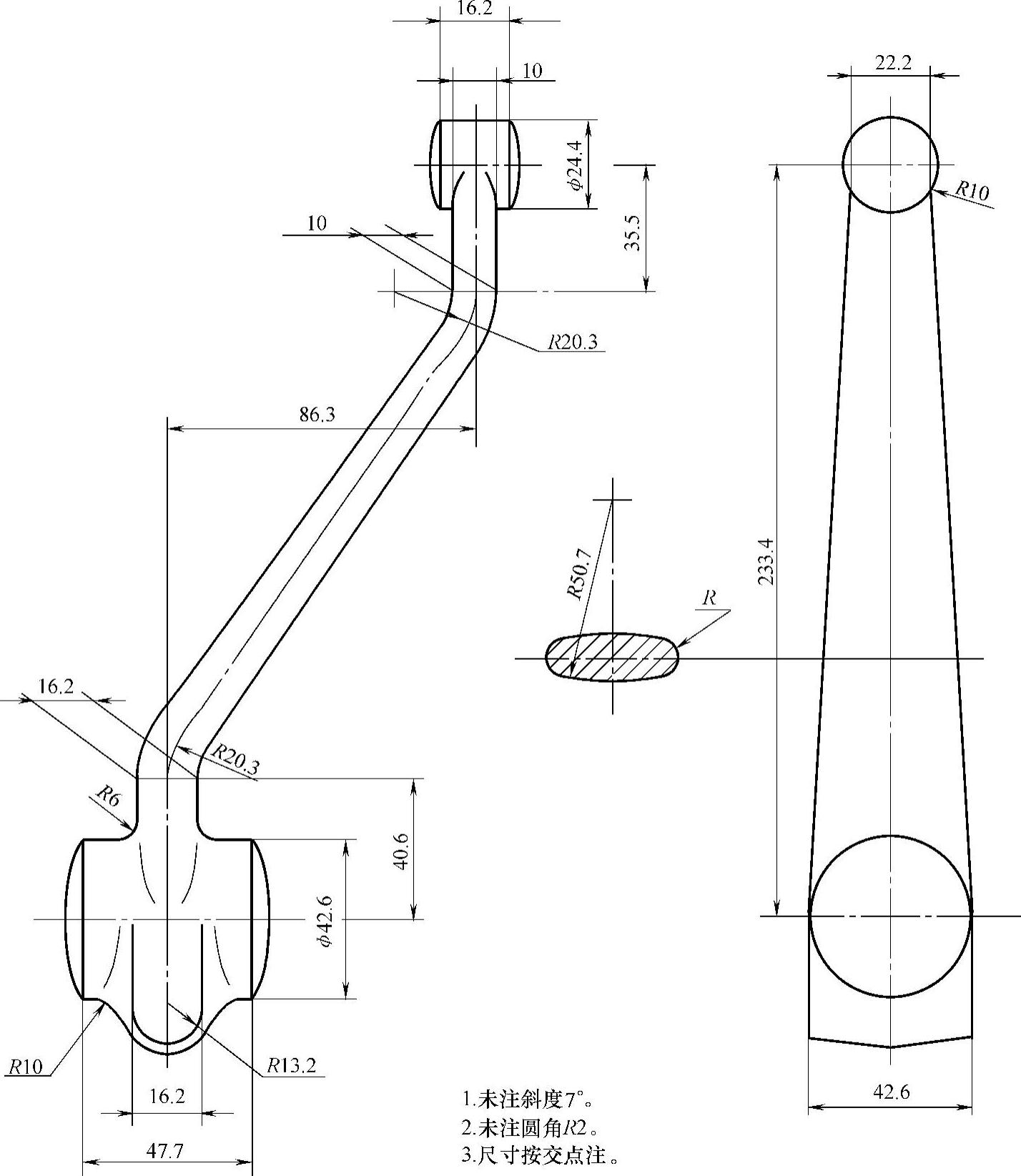
图3-47 踏板杠杆热锻件

图3-48 踏板杠杆锤锻模(20kN)
上模材料5CrNiMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC;下模材料5CrNiMo,工作表面硬度39~44HRC,燕尾表面硬度35~40HRC。

图3-49 分离叉杆热锻件(https://www.xing528.com)

图3-50 分离叉杆锤锻模(30kN)
(1)锻造工步:拔长两端、弯曲、压扁、终锻。压扁时只将弯曲处在分模面上压扁;(2)坯料尺寸为ϕ60×300;(3)在毛边仓部与压扁面间用斜面过渡(见D—D剖面)是为了扩大压扁面。
上模材料5CrNMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC;下模材料5CrNiMo,工作表面硬度39~44HRC,燕尾表面硬度35~40HRC。

图3-51 拉臂热锻件
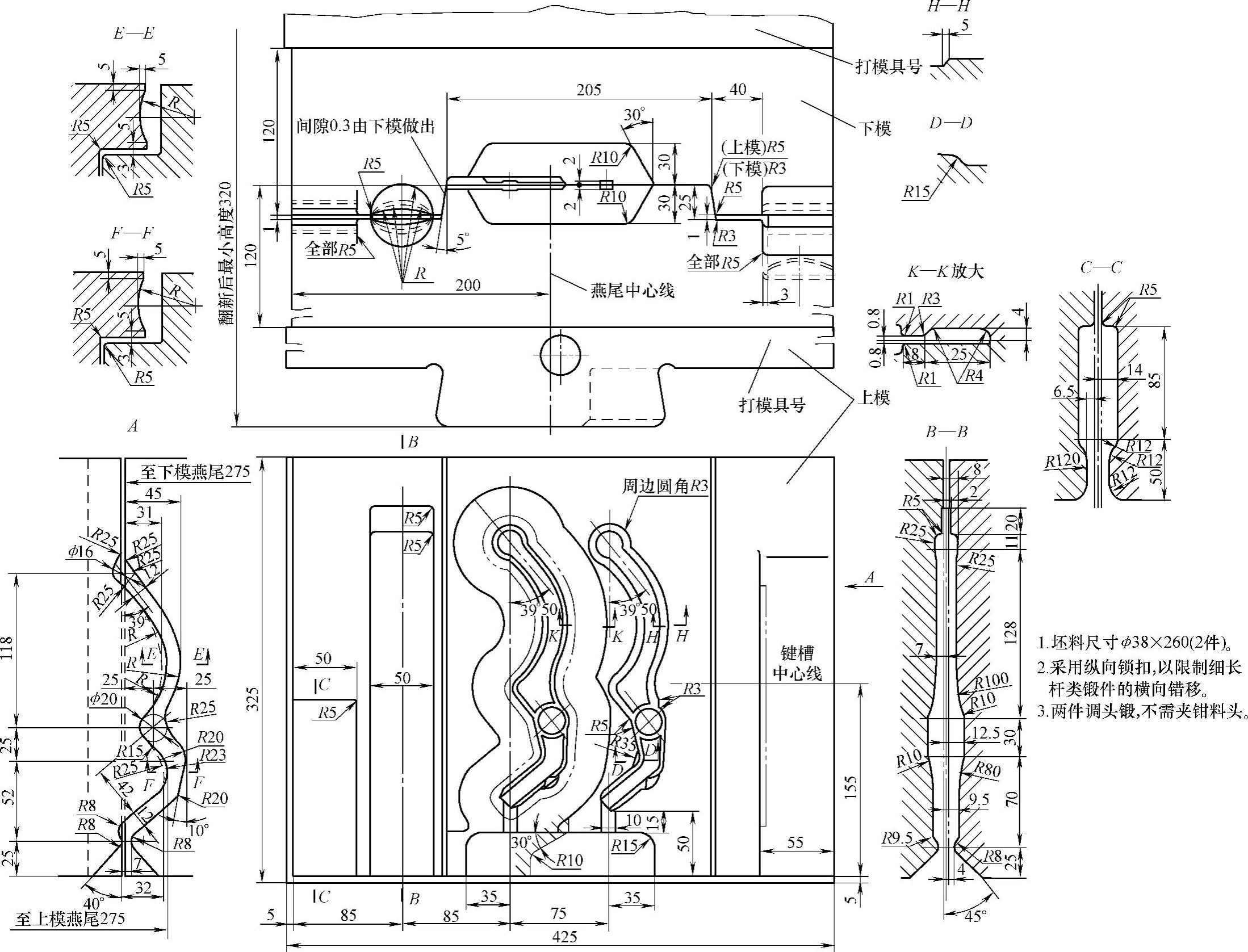
图3-52 拉臂锤锻模(10kN)
上模材料5CrNiMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC;下模材料5CrNiMo,工作表面硬度39~44HRC,燕尾表面硬度35~40HRC。

图3-53 操纵杆热锻件

图3-54 操纵杆联合轮毂锤锻模(20kN)
下模材料5CrNiMo,工作表面硬度39~44HRC,燕尾表面硬度35~40HRC;上模材料5CrNiMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC。

图3-55 前蹄片热锻件
下模材料5CrNiMo,工作表面硬度39~44HRC,燕尾表面硬度35~40HRC;上模材料5CrNiMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC。

图3-56 前蹄片臂锤锻模(15kN)
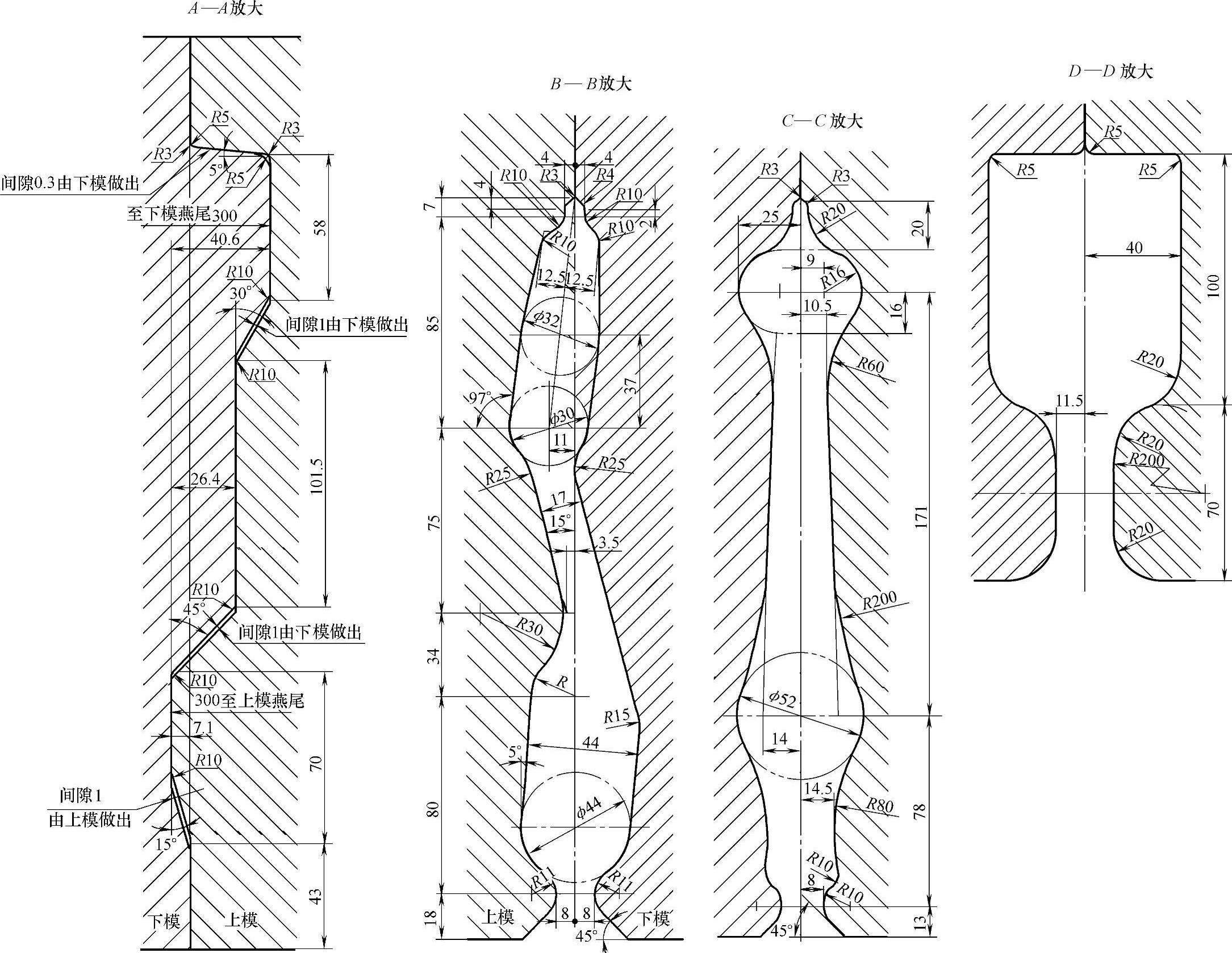
图3-56 前蹄片臂锤锻模(15kN)(续)

图3-57 连杆盖热锻件及锤锻模(20kN)
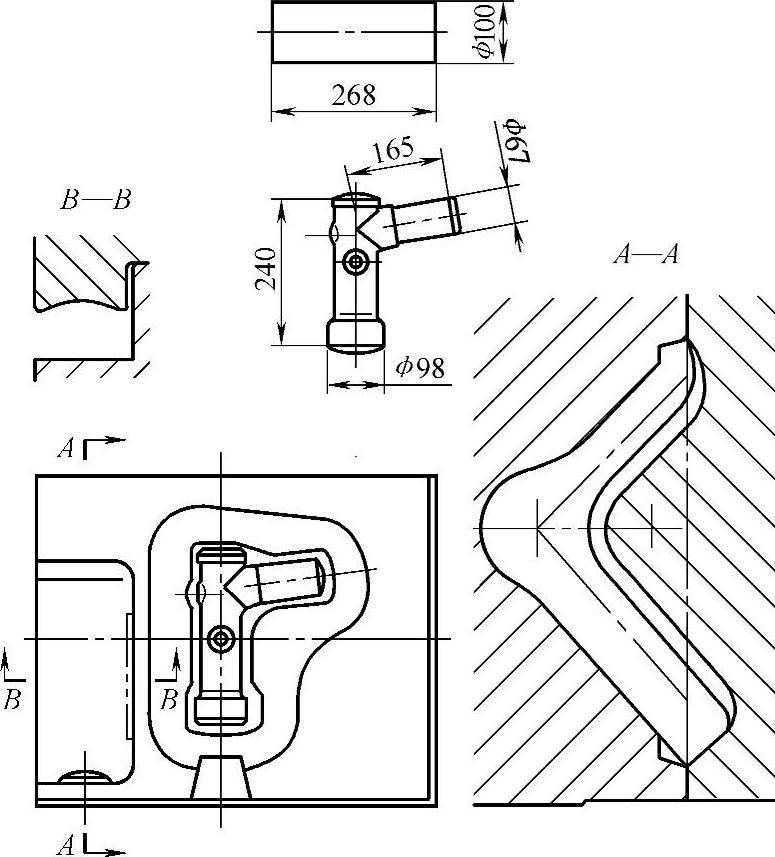
图3-58 支架热锻件及锤锻模(50kN)
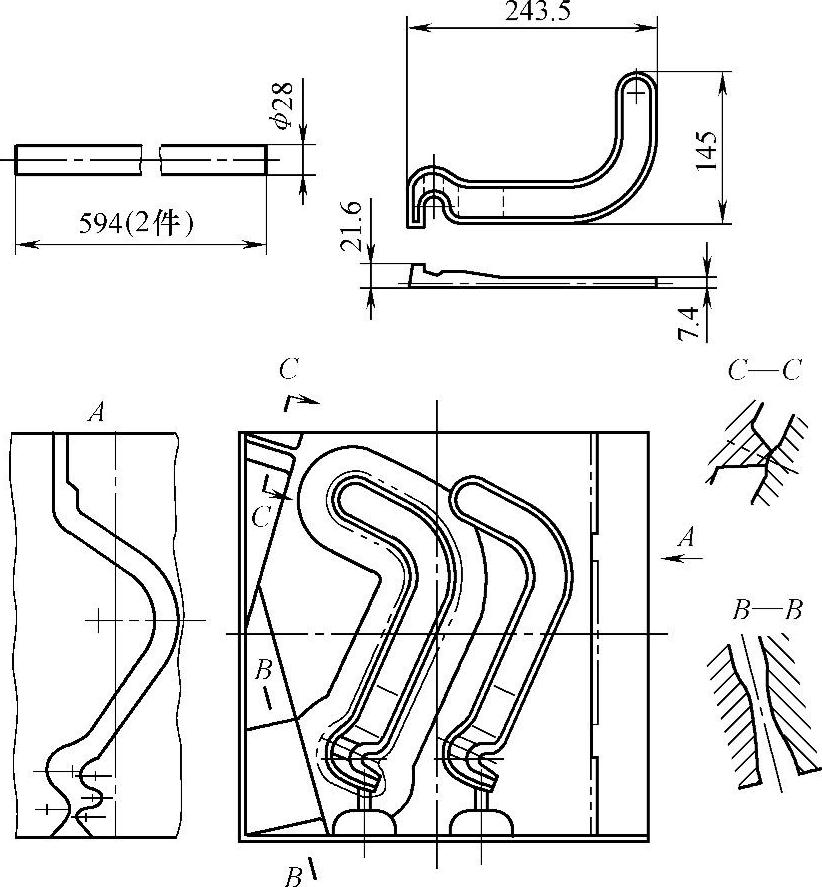
图3-59 锁闭钩热锻件及锤锻模(10kN)
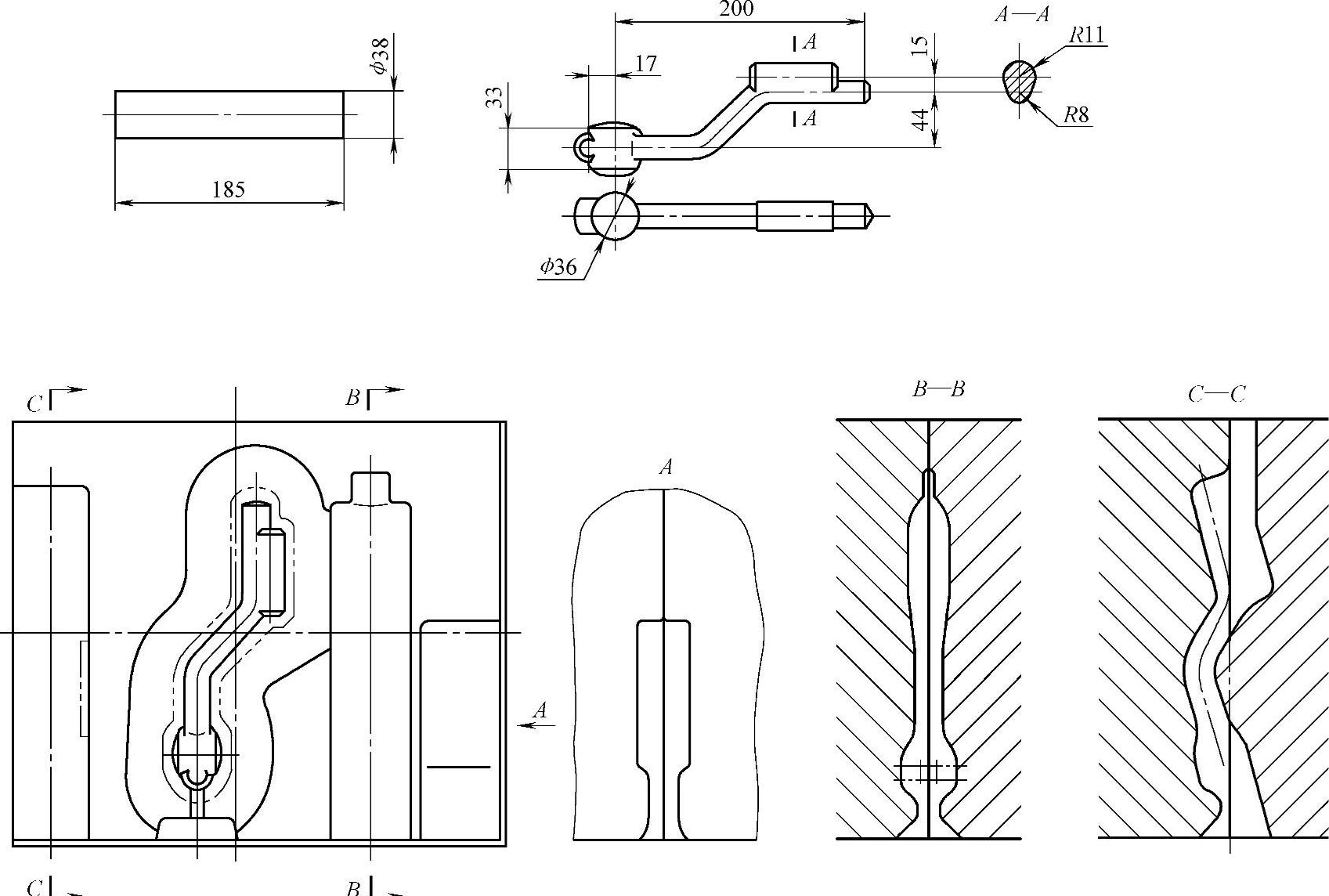
图3-60 操纵杆热锻件及锤锻模(20kN)

图3-61 制动臂热锻件及锤锻模(10kN)

图3-62 曲柄热锻件及联合模锻锤锻模(10kN)
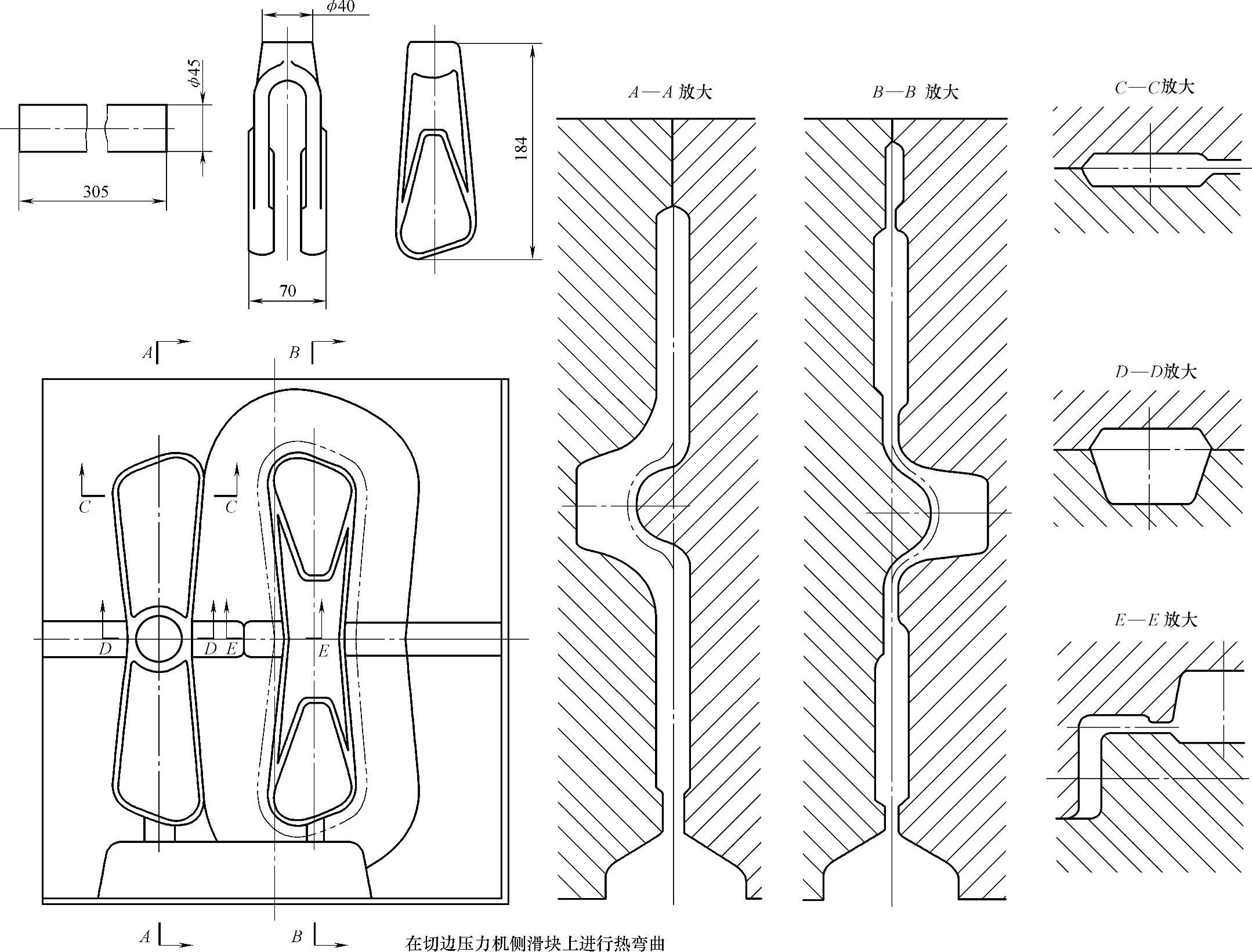
图3-63 叉架热锻件及联合模锻锤锻模(20kN)

图3-64 离合叉热锻件及锤锻模(30kN)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。