



图3-1为轴承座热锻件,图3-2为轴承座锤锻模。
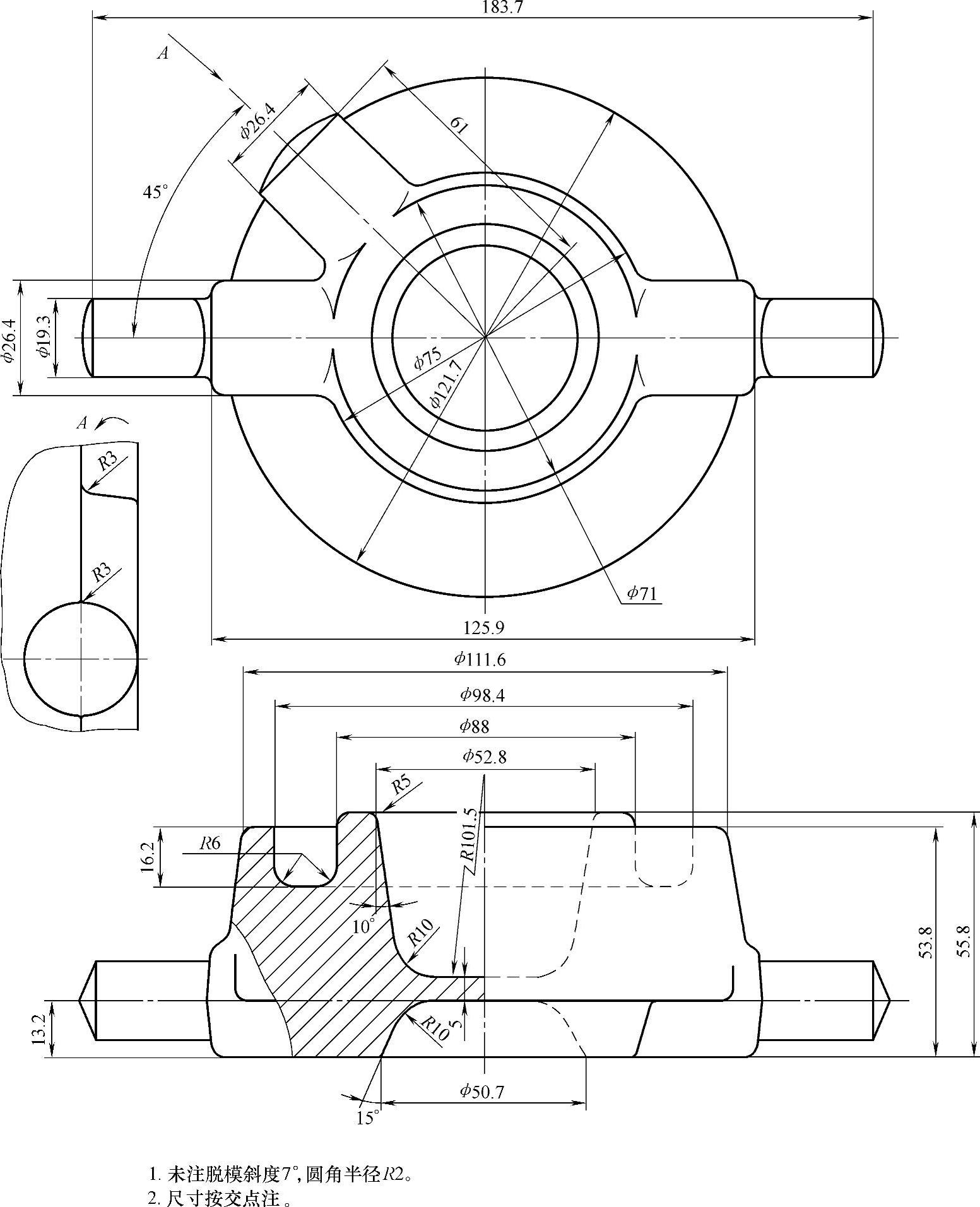
图3-1 轴承座热锻件
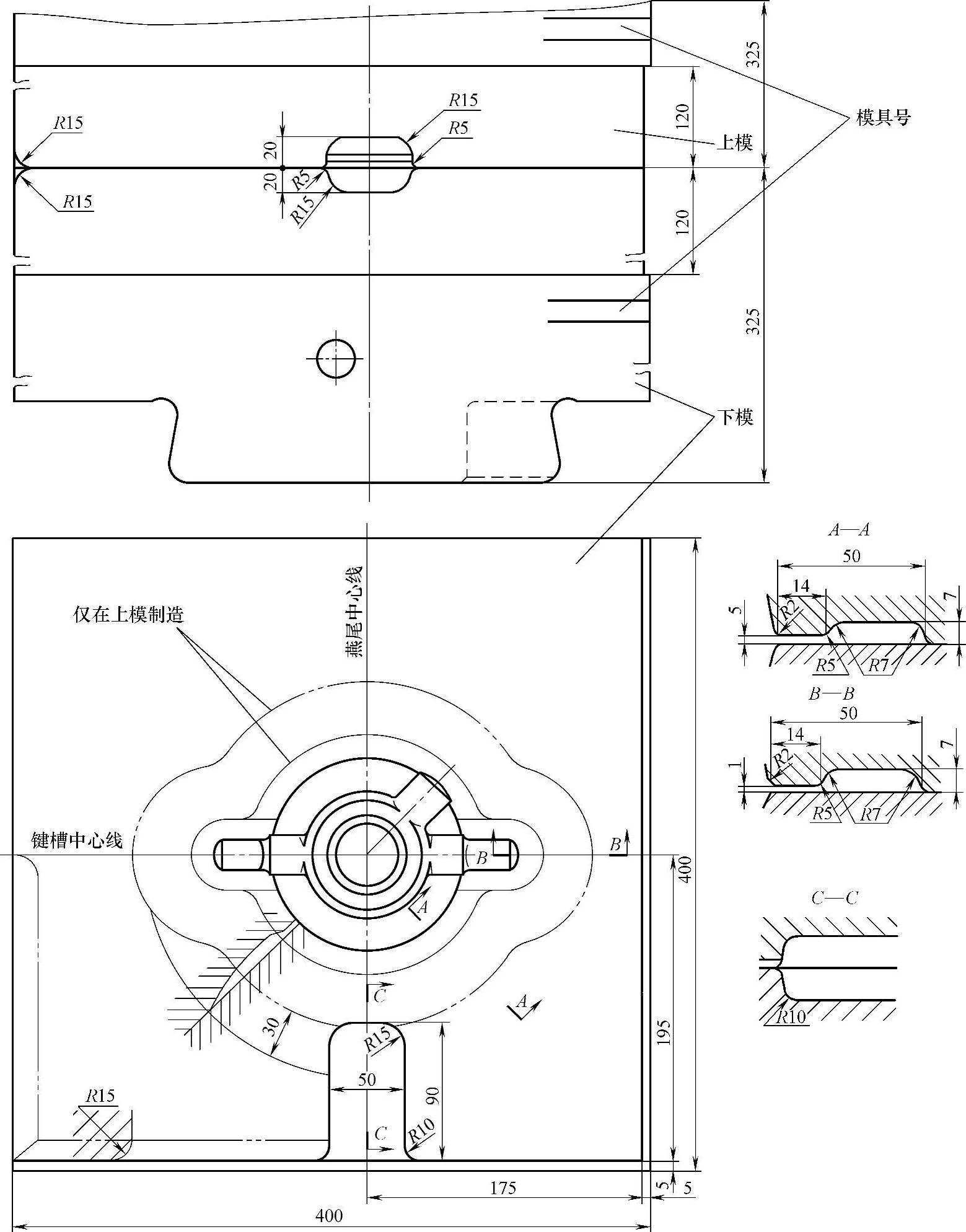
图3-2 轴承座锤锻模(20kN)
(1)坯料镦粗后需先打方,然后进行终锻;(2)在锻件上两个凸出的小圆柱部分采用桥部小的毛边槽,以利充满;(3)为将镦粗台扩大到毛边部分,需在镦粗台与仓部之间采用斜面过渡;(4)非回转体锻件的模具需设置溢料口。
下模材料5CrNiMo工作表面硬度3.9~44HRC,燕尾表面硬度35~40HRC;上模材料5CrNiMo工作表面硬度39~44HRC,燕尾表面硬度35~40HRC。
图3-3~图3-18为常见短轴线热锻件及其锤锻模。

图3-3 齿轮热锻件及锤锻模(10kN)

图3-4 齿圈热锻件及锤锻模(50kN)
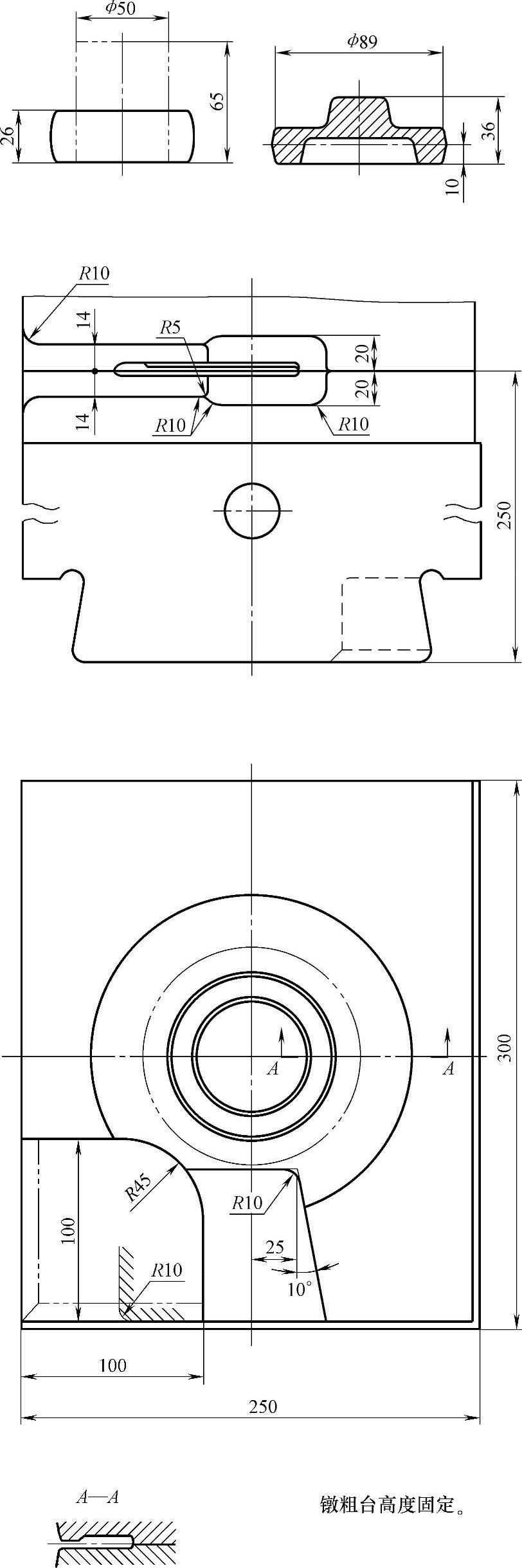
图3-5 传动齿轮热锻件及锤锻模(10kN)
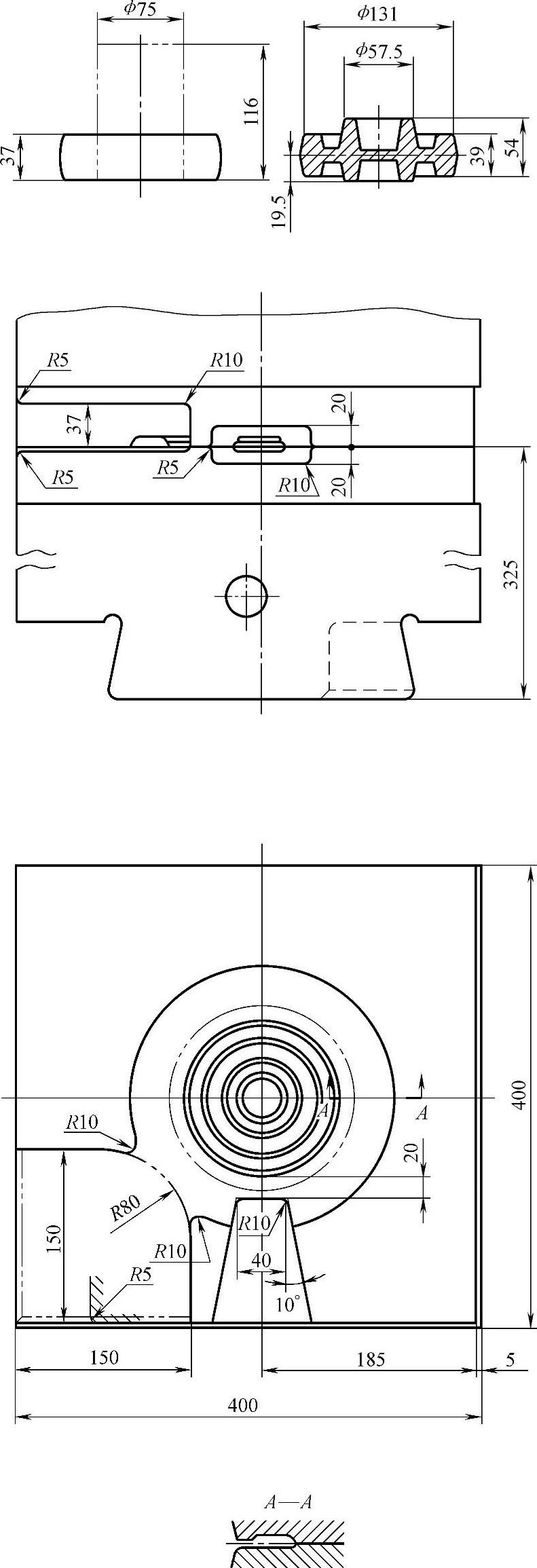
图3-6 中间齿轮热锻件及锤锻模(20kN)
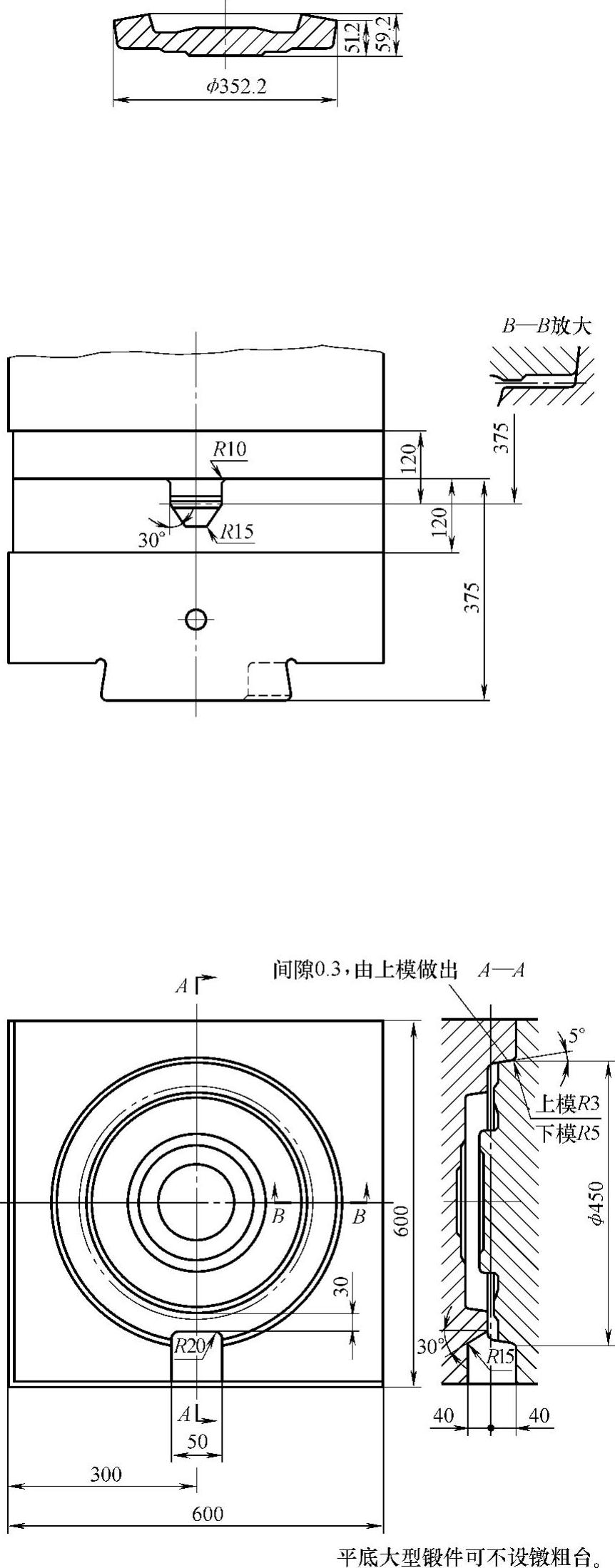
图3-7 锥齿轮热锻件及锤锻模(50kN)

图3-8 十字轴热锻件及锤锻模(20kN)

图3-9 凸缘齿轮热锻件
 (https://www.xing528.com)
(https://www.xing528.com)
图3-10 凸缘齿轮锤锻模(20kN)
上模材料5CrNiMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC;下模材料5CrNiMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC。

图3-11 齿轮热锻件及锤锻模(20kN)

图3-12 轮毂热锻件及锤锻模(20kN)
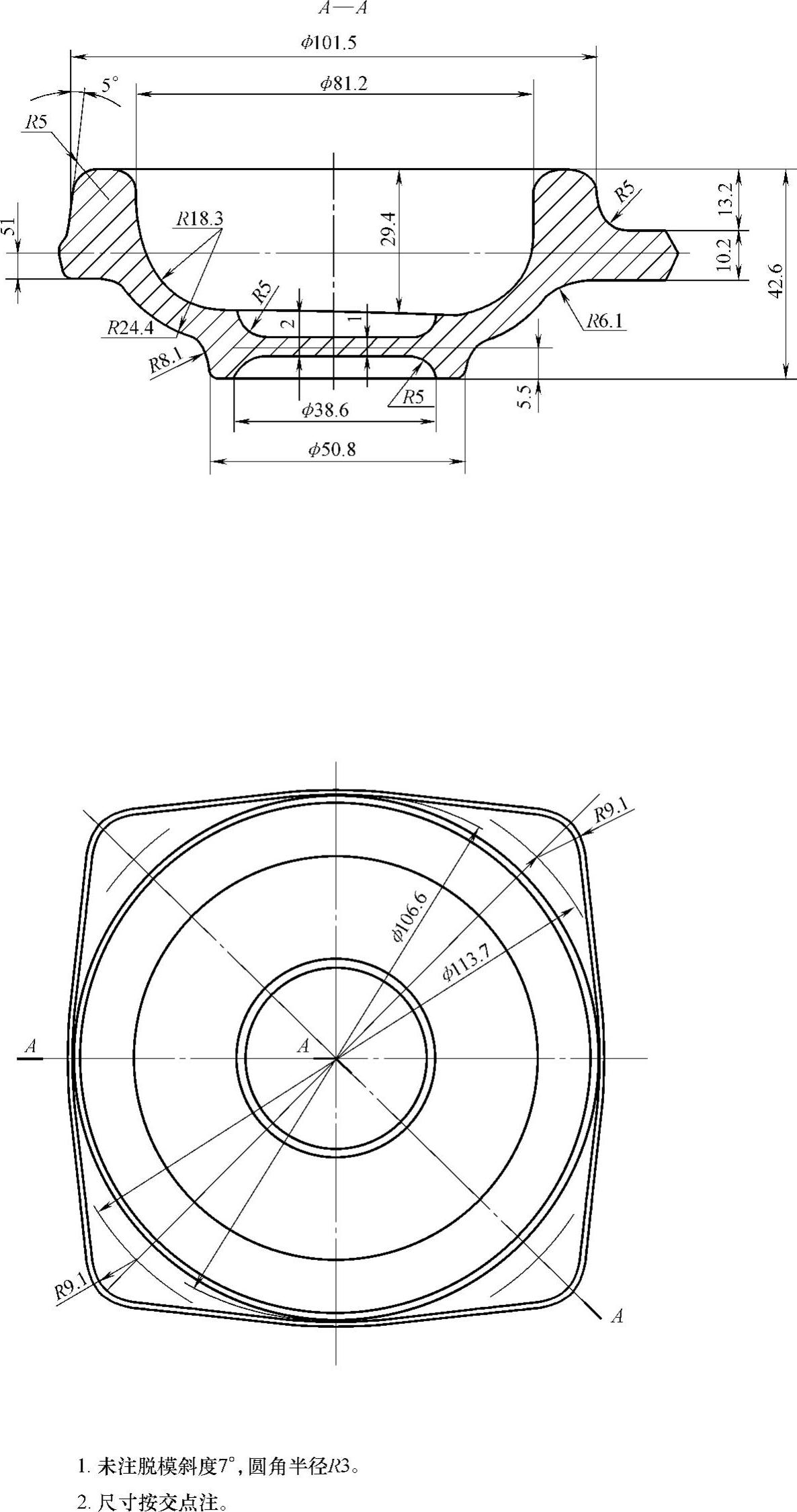
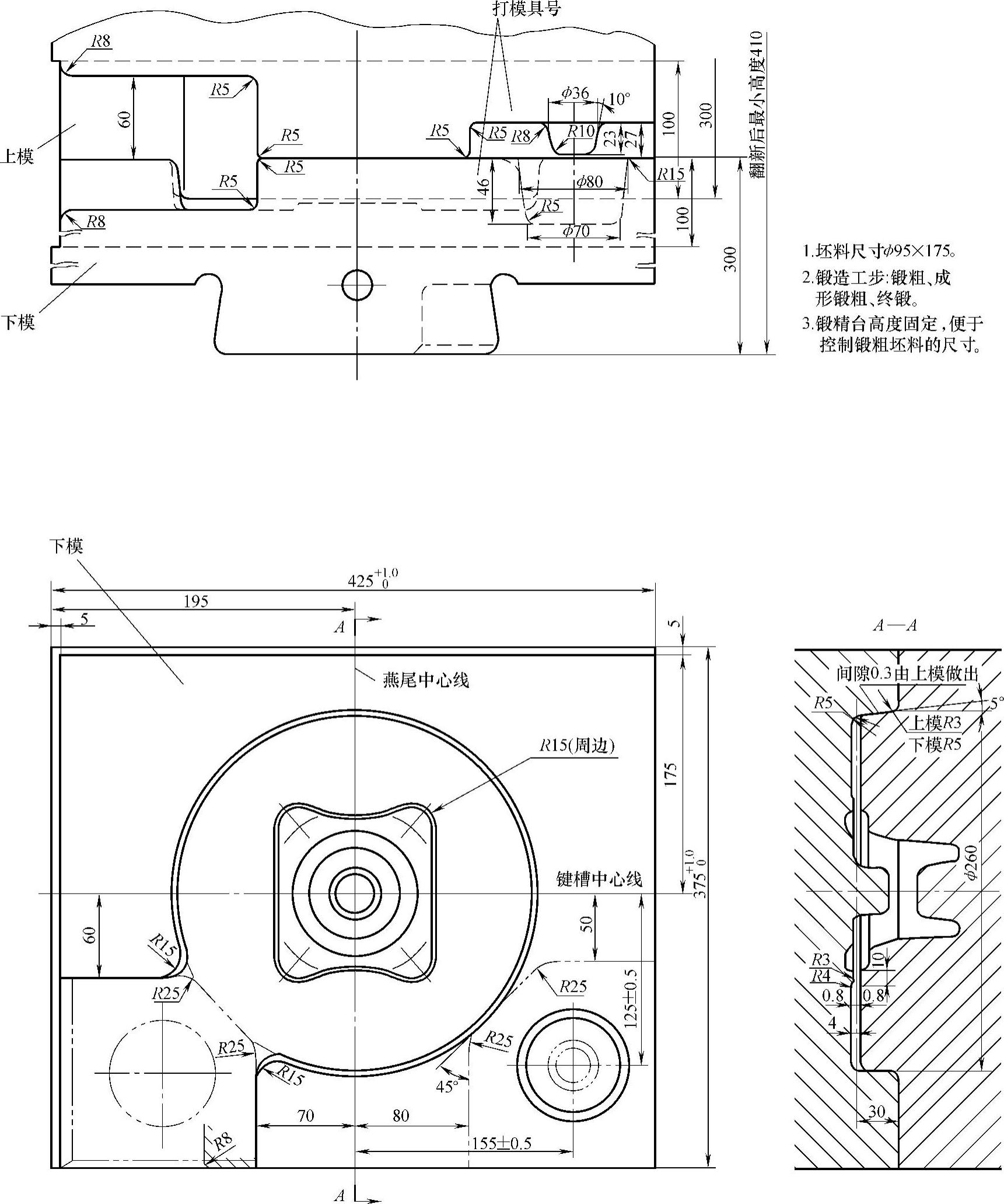
图3-13 油箱盖热锻件

图3-14 油箱盖锤锻模
(1)坯料尺寸ϕ52×91;(2)方形件需设置浇口,此种浇口可用于撬出锻件;(3)B—B处的敷料是为了便于切边时的定位。这种敷料一般用于切边时锻件边缘不能放入凹模刃口,因而无法定位的情况;当锻件边缘进入凹模很浅时,为了定位可靠也可加敷料。
上模材料5CrMnMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC;下模材料5CrMnMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC。
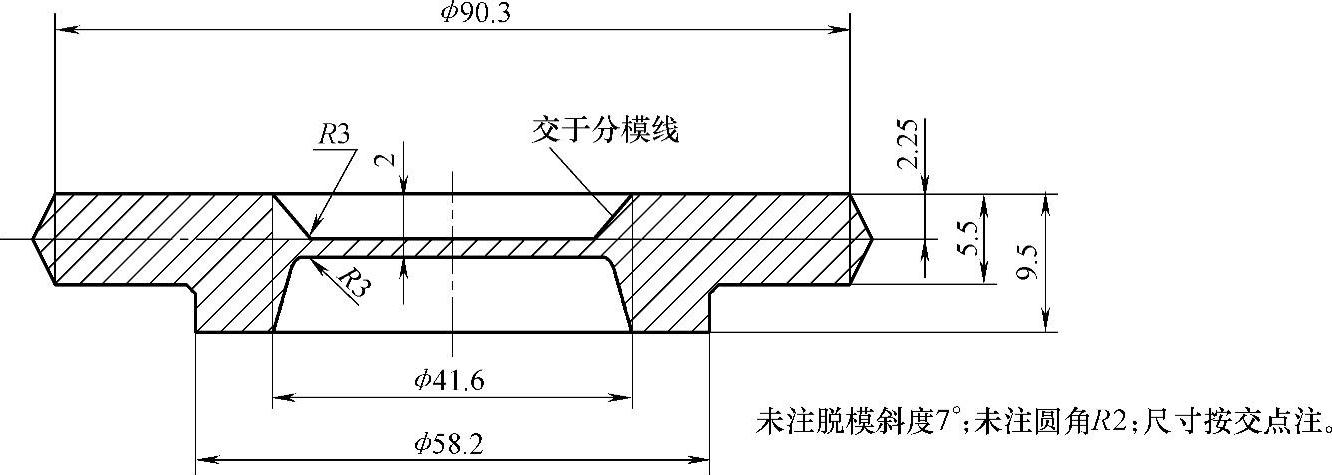
图3-15 端盖热锻件
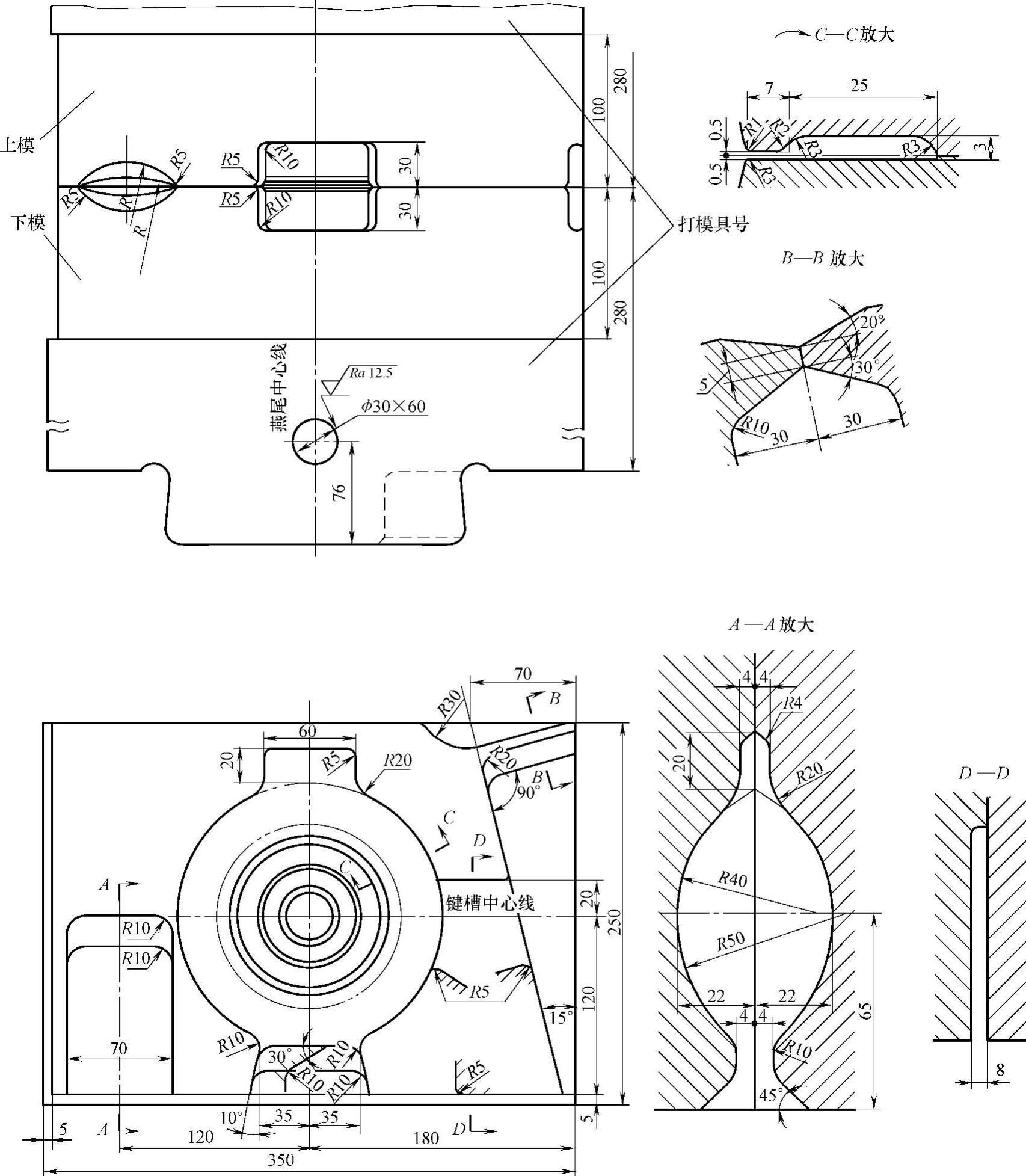
图3-16 端盖锤锻模(10kN)
(1)此工艺适用于对材料的纤维方向没有要求的小锻件;(2)坯料尺寸为ϕ36×250(3件);(3)锻造工步:滚挤、压扁、终锻、切断。最后一件调头锻出,不需夹钳料头。
上模材料5CrMnMo,工作表面硬度42~47HRC,燕尾表面硬度35~40HRC;下模材料5CrMnMo,工作表面硬度39~44HRC,燕尾表面硬度33~38HRC。
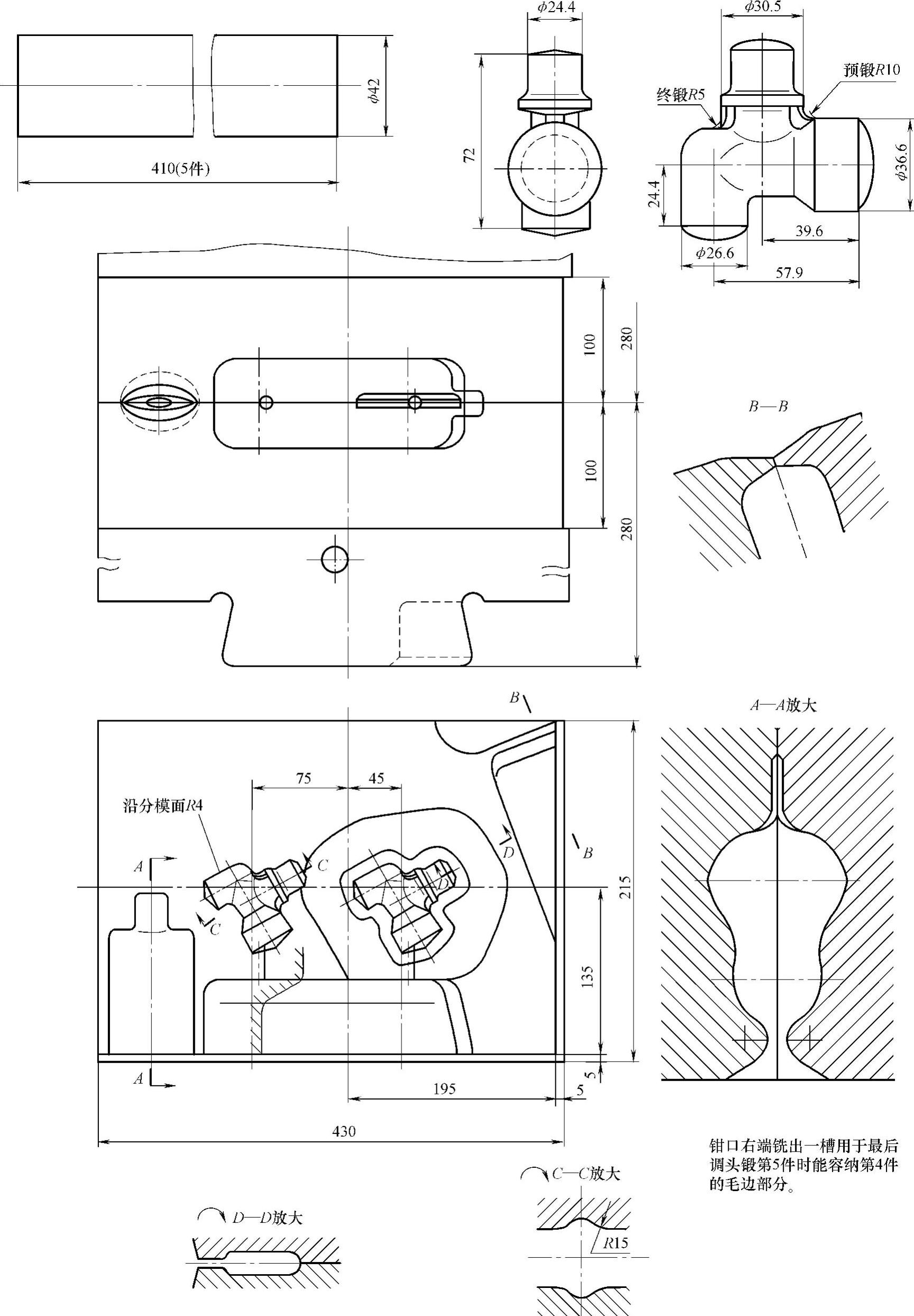
图3-17 壳体热锻件及锤锻模(10kN)

图3-18 悬架锤锻模(10kN)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。