



这类故障的根源在各功能的共同通路上,如连接线脱落,转换触点接触不良,或有元件开路损坏等。
打开表盖后,先目测各连接线是否脱落,有无元器件烧毁,如图6-11所示。如果发现,就把脱线连接好,或更换烧坏元器件,若暂时没有一样的替换元器件也应使替换的元器件参数尽量接近原值,以免造成测量误差。
有的万用表在线路中设计了表头保险装置。如500-2型表,在电池盒内的方形电池旁边安装了一个1A熔丝管。如果熔丝管断路,或安装卡簧片不到位,或是电池漏液导致保险管锈蚀接触不良等,也会造成所有测量功能无反应。
若目测时没发现问题,就根据分析的故障原因,对怀疑部位进行检测。如果查完所有怀疑的线路、元件,仍没把故障排除。就采取比较“呆板”的方法查,即用另一只万用表置电阻挡,对照相应的线路图,由故障表的任一表笔,从外至内顺其通路走向逐步检测,就可查出不易发现的故障点。如有的电阻外表完好,但内部却是坏的(开路、短路、变值均有);有的转换触点看上去已到位,有的线头看上去已焊在一起,但其接触面已严重氧化,只好通过检测,才能肯定元件的好坏,和触点的导通是否良好。
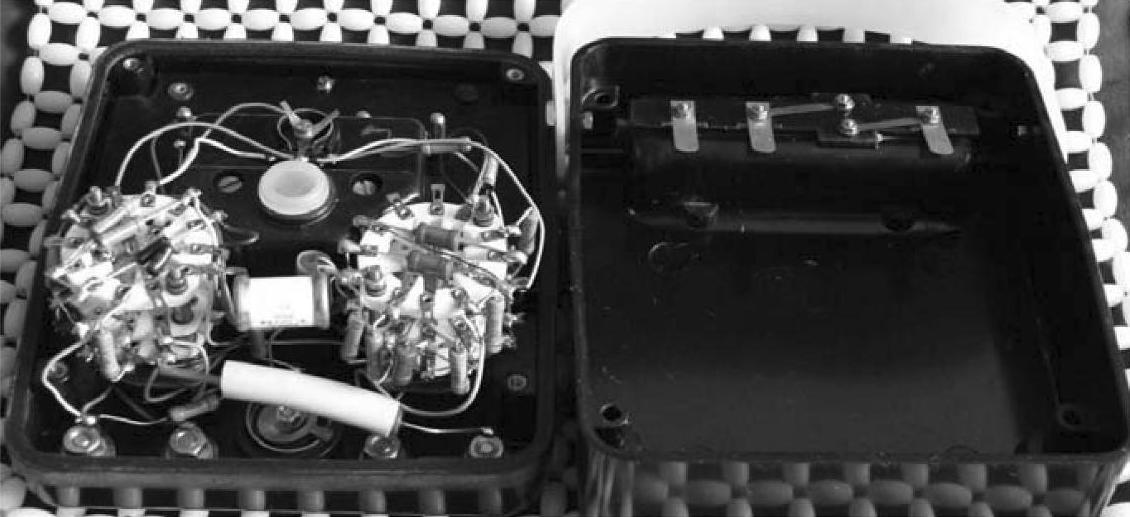
图6-11 目测元器件有无异常
这类故障多发生在各测量功能的共用通路——即用于调正表的准确度的电阻R8上。R8的位置在表头背部中央,是一个线绕可变电阻器。由于其电阻丝的材质脆硬,不容易上锡,出现中间断线、压片不良或两端焊接(铆接)不好,导致开路性故障的现象时有发生。如果确是R8的故障,把它处理好即可。
各个测量功能均无反应的故障,也有的是因为表头故障造成。查证表头好坏的方法是:用另一只指针式万用表拨至R×1k挡,将其红表笔接故障表头的负极引线,黑表笔接正极引线。如果表头是好的,测量时故障表指针会迅速向右方摆动,检测时动作要利索,以免打坏表针。同时也可测到动圈约有2kΩ阻值。
如果故障表的指针向反方向摆动,则是表笔接反,互换测试位置即可。如果故障表指针不动,则是表头有问题(但出现这种故障的几率较低)。
如果检测到表头有问题,可做进一步查证,只要不是线圈内部短路,还有修复的可能。步骤如下。
1)先将表头壳后部的表头外引线、电池连接线、线绕电阻器上的连接线,一一焊下并分别做好记号。之后拧下3个固定螺丝,将整个表头端出箱外。(https://www.xing528.com)
2)拧下刻度板上面两只和下面两指针挡簧的固定螺钉,小心将刻度板从指针下方抽出。
3)将表头壳后的2只固定永久磁钢的螺钉拆下后,将磁钢和“核心部件”(活动与固定部件的连体)及外引线从表壳中取出。
4)将磁钢上固定“核心部件”的2只螺钉拧下。此时需注意:由于“核心部件”是镶嵌式安置在两块永久磁钢构成的夹孔里,固定螺钉一拆除,正中的“核心部件”立即会被强磁力吸靠,容易损伤线圈、游丝、指针等部件。然后慢慢地用力,将“核心部件”从磁孔中抽出。
5)对“核心部件”做观测。最好有一个放大镜和一个合适的夹具。夹具使部件稳定地放置于桌面上,方便检查和腾出双手工作,也能避免部件在手中反复观测时失手损伤。放大镜用来仔细观测游丝、线圈两端的连接点有否脱焊、虚焊、断线、霉点等。
在观测无结果或无法确诊时,需用另一只万用表的欧姆挡,从表头两引线的任一根,经游丝、线圈直至另一表头引线做通路检测。
从以往的检测结果来看,有相当一部分是连接点虚焊、震脱。如:游丝上锡过薄震脱;线圈端头的漆层未除净造成的假焊;或久置不用的万用表,焊处有霉点、氧化锈蚀造成接触不良等。找到故障原因或疑点,细心将其处理好。若查实是线圈断路就很麻烦,因为线径很细,匝数多。由于是动圈,对形状要求严格(500型表头线圈线径0.03mm,匝数1200±10匝、内阻为2050±15Ω),绕制需要专用工具夹。一般都是买成品更换。成品有线圈、游丝、轴尖及指针为一体的活动部件。
如果观察到线圈断头在外层,可试将断头挑起,退出一圈后将断端去漆与原焊处焊接好即可修复。
如果断头在线圈内部,可用摇表(兆欧表)作最后的挽救。方法是:将摇表两输出端与表头两引线分别夹好,然后快速摇动摇把数下。这时由于线圈内部断头靠得很近,利用摇表产生的高压对线圈断头做电击式“打火连接”。一次不行可再来。有的断路线圈经这样处理后能够修复使用。若是无效,只好换新。
对于修复好的“核心部件”,即按前面表头拆卸的步骤逆序复原。在装配前,注意将磁钢孔壁内作一次清屑处理。不能附有尘屑,否则会妨碍动圈的旋转造成卡针、指针回零不一致等故障。磁钢上吸附的尘屑,特别是铁屑之类,很难除净,可用塑料笔杆之类物件,外缠胶带纸(粘胶在外),把尘屑粘除干净。
另外,在固定两只指针挡簧时,先将刻度板装好,再用嘴对刻度板吹风,确定好指针挡簧在合适位置(指针在左右两方位过零的效果)之后紧固螺钉。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。