



信号跟踪功能相当于一个接口示波器,可以实时采样,根据维修人员选择的信号地址,记录一个采样周期内信号的变化和时序。这一功能对于维修人员观察一组信号时候特别有用,跟踪的信号可以是输出信号,也可以是输入信号,可以是PMC与机床之间的信号,也可以是CNC与PMC之间的信号,所以它可以跟踪X、Y、F、G、R、K等地址信号的实时状态。
1)按下MDI面板的 功能键,系统显示如图5-1所示系统调试软键菜单。
功能键,系统显示如图5-1所示系统调试软键菜单。
2)按下如图5-1所示软键菜单的PMC软键,系统显示如图5-2所示的PMC调试界面。
3)按下如图5-2所示软键菜单中的PMCDGN软键,系统显示如图5-19所示PMC诊断软键菜单。
4)按下TRACE软键,系统显示如图5-30所示TRACE监控界面。
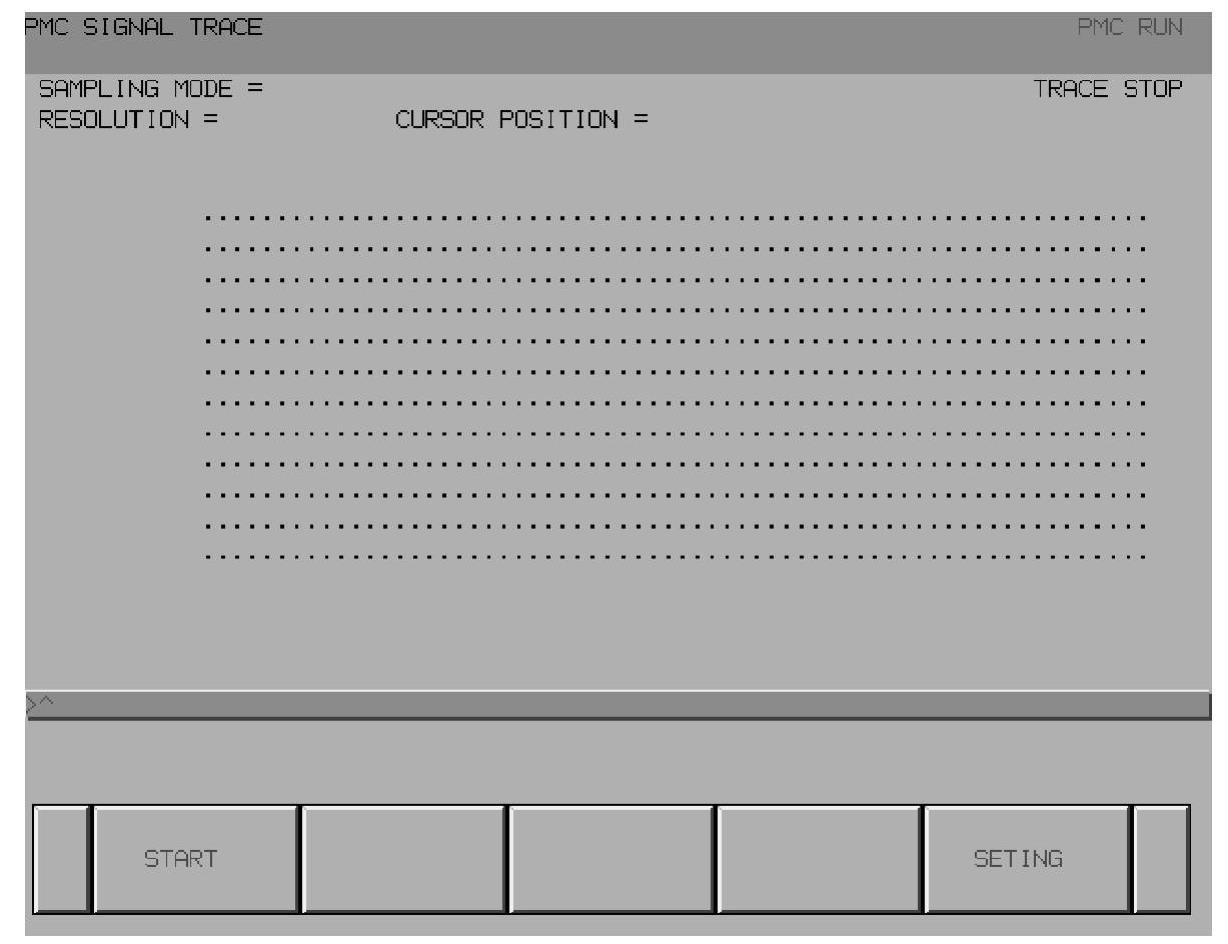
图5-30 TRACE监控界面
5)设置TRACE参数:按下如图5-30所示SETTING软键,进入设定界面第1页,如图5-31所示。
参数含义如下:
①SAMPLING/MODE:确定一种采样的方式。
a.TIME CYCLE:一个周期内的采样。
b.SIGNAL TRANSITION:基于信号传送采样。
②SAMPLING/RESOLUTION:设定采样分辨率。
③SAMPLING/TIME:当“TIME CYCLE”被选择为采样方式时显示此项目。设定采样周期。
④SAMPLE/FRAME:当“SIGNAL TRANSITION”被选择为采样方式时显示此项目。设定采样次数。
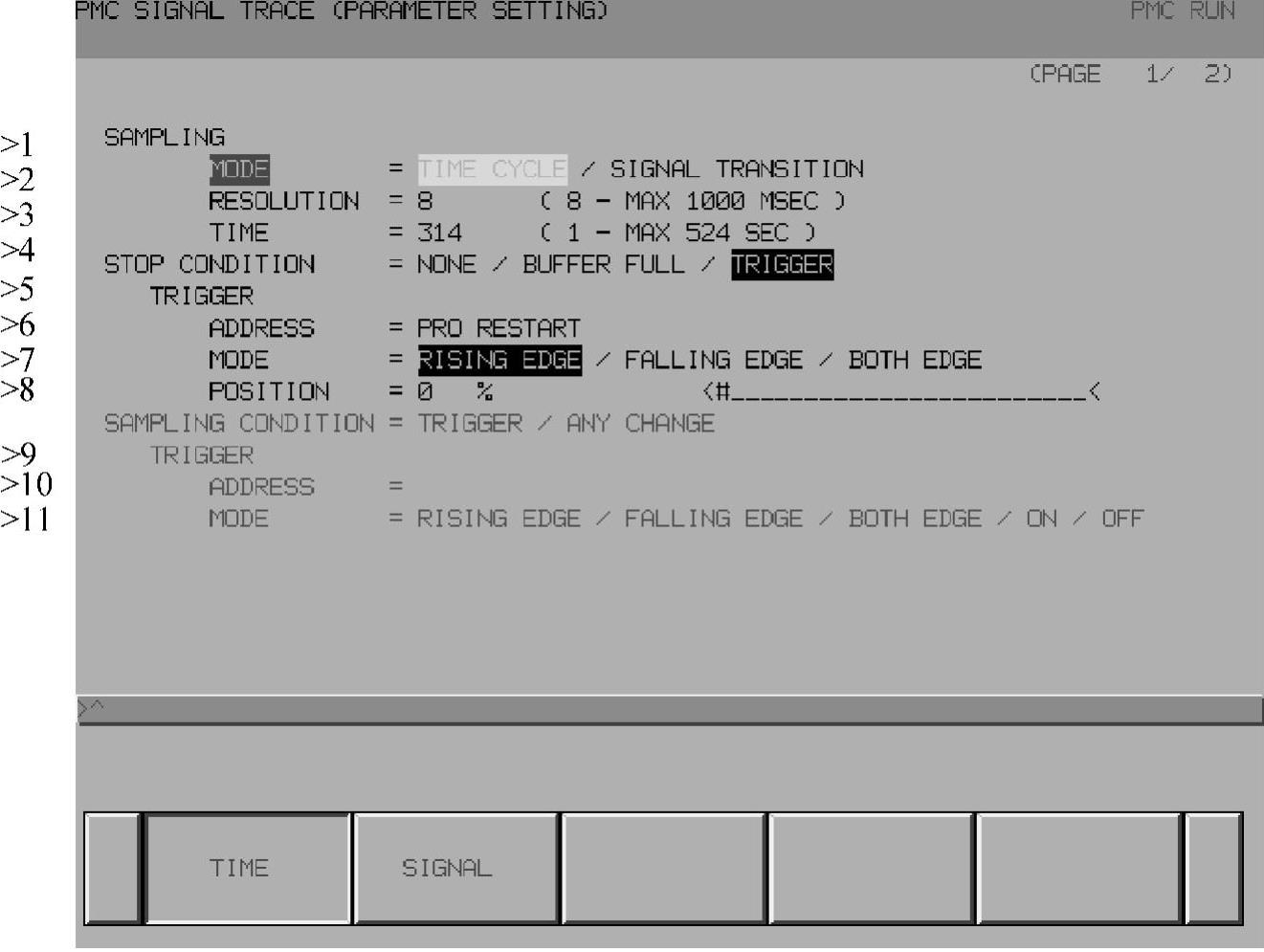
图5-31 TRACE设定界面第1页
⑤STOP CONDITION:设定跟踪停止状态。
a.NONE:不自动停止跟踪运行。
b.BUFFER FULL:当采样标志变满时自动停止跟踪。
c.TRIGGER:利用触发器自动停止跟踪。
⑥STOP CONDITION/TRIGGER/ADDRESS:当“TRGGER”设定为跟踪停止状态时此项目变为可设定。为停止跟踪运行设定一个触发器地址。
⑦STOP CONDITION/TRIGGER/MODE:当“TRIGGER”设定为跟踪停止状态时此项目变为可设定。为停止跟踪运行设定一个触发器方式。
a.RISING EDGE:在触发信号的上升沿自动停止跟踪操作。
b.FALLING EDGE:在触发信号的下降沿自动停止跟踪操作。(https://www.xing528.com)
c.BOTH EDGE:在触发信号传送时自动停止跟踪操作。
⑧STOP CONDITION/TRIGGER/POSITION:当“TRIGGER”设定为跟踪停止状态时此项目变为可设定。通过使用采样时间(或次数)的比率,设置在整个采样时间内(或者次数)在哪里安置停止触发事件的位置。
⑨SAMPLING CONDITION:当“SIGNAL TRANSITION”设定为跟踪停止状态时此项目变为可设定。设定采样状态。
a.TRIGGER:当满足触发状态时执行采样。
b.ANY CHANGE:当采样地址信号发生变化时,执行采样。
⑩SAMPLING CONDITION/TRIGGER/ADDRESS:当“SIGNAL TRANSITION”设定为采样方式且“TRIGGER”被设定为采样状态时,此项目变为可设定。使用触发器采样设定一个地址。
⑪SAMPLING CONDITION/TRIGGER/MODE:当“SIGNAL TRANSITION”设定为采样方式且“TRIGGER”被设定为采样状态时,此项目变为可设定。设定触发器状态方式。
a.RISING EDGE:在触发信号的上升沿采样。
b.FALLING EDGE:在触发信号的下降沿采样。
c.BOTH EDGE:在一种信号变化中采样。
d.ON:当触发信号ON时,执行采样。
e.OFF:当触发信号OFF时,执行采样。
6)设置被跟踪信号地址:当上述显示参数设置完成后,进入设定界面的第2页,设定被跟踪信号地址。
按下MDI面板上的PAGE Down软键,即可进入第2页设定界面,如图5-32所示。
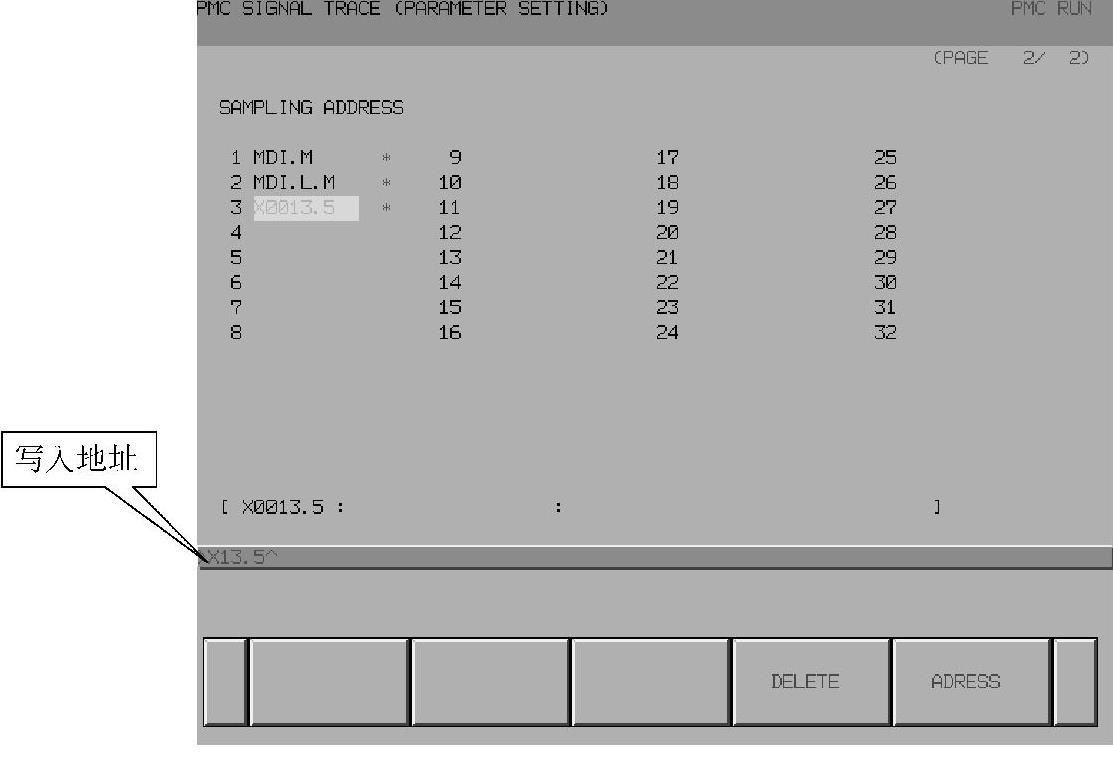
图5-32 TRACE设定界面第2页
在图5-32所示TRACE界面中,输入所需要跟踪的信号地址。
7)进行跟踪操作:按下返回软件键 ,回到TRACE界面,如图5-33所示。
,回到TRACE界面,如图5-33所示。
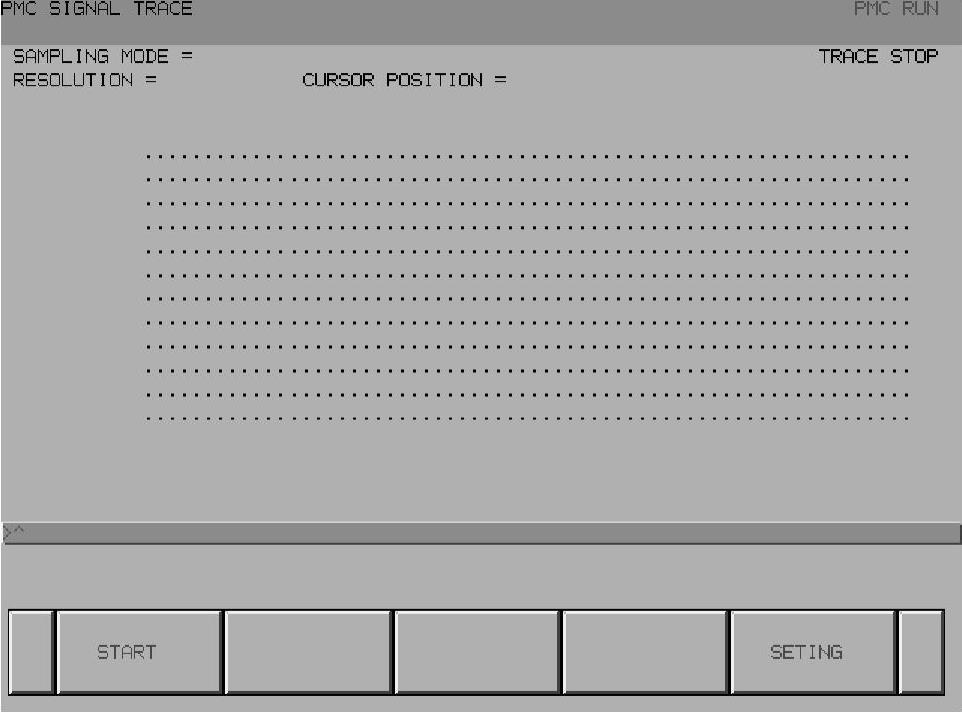
图5-33 TRACE准备跟踪
按下图5-33中的START软键,开始信号跟踪,信号实时状态如图5-34所示。
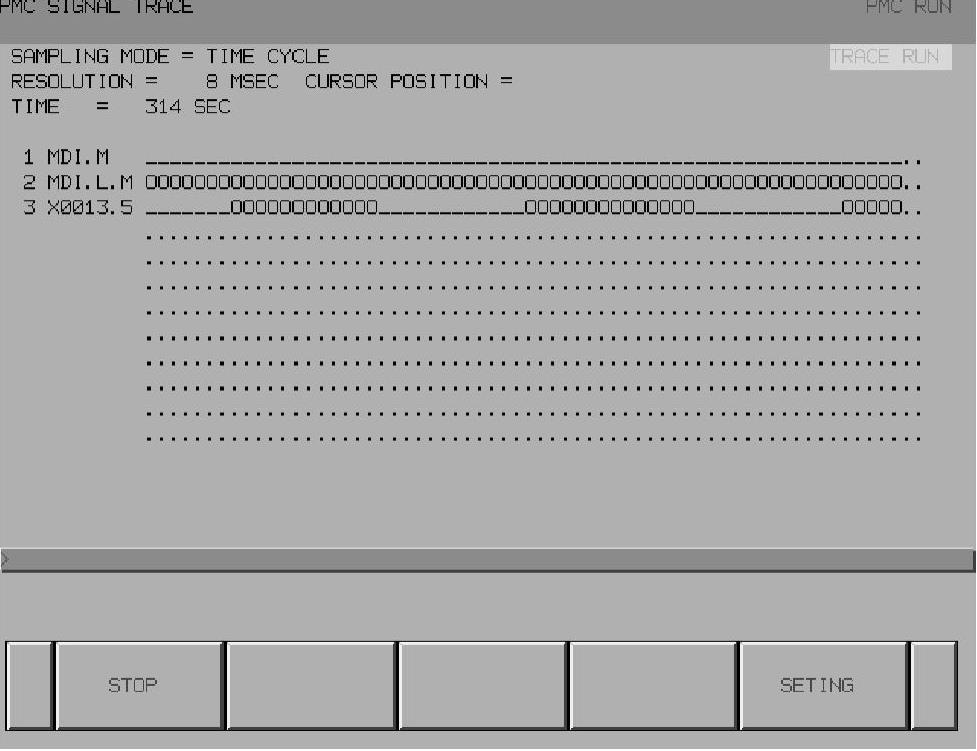
图5-34 TRACE实时跟踪界面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。