



1.概述
所谓增量方式回零,就是采用增量式编码器,工作台快速接近时经减速档块减速后低速寻找栅格作为机床零点。
在手动返回参考点方式下,如果将进给轴和方向选择信号置为1,机床则沿着参数ZMI(No.1006第5位)所设定的方向移动,一直到该轴到达参考点。
手动参考点返回是使用栅格方式完成的,参考位置取决于电子栅格,电子栅格决定于接收到的位置检测的一转信号。增量返回参考点过程如图4-29所示。
2.信号说明
FANUC系统实现回零必须满足下面的条件:
1)回参考点(ZRN)方式有效:对应PMC地址G0043.7=1,同时G0043.0(MD1)和G0043.2(MD4)同时=1。
2)轴选择(±Jx)有效:对应PMC地址G0100~G0102=1。
3)减速开关触发(*DECx):对应PMC地址X0009.0~X0009.3或G0196.0~G0196.3从1到0再到1。
4)电气栅格被读入,找到参考点。
5)参考点建立,CNC向PMC发出完成信号ZP4内部地址F094、ZRF1、内部地址F120。

图4-29 增量返回参考点过程
手动返回参考点控制信号对照见表4-23。
表4-23 手动返回参考点控制信号对照表

3.与增量式参考点返回相关参数
1850各轴的栅格偏移量
该参数通过参考计数器溢出,在光学栅格的基础上设置电气栅格的偏移,用于调整机床参考点。
[数据形式]双字轴型。
[数据单位]检测单位。
[数据范围]0~99999999。(https://www.xing528.com)
注意,设定的栅格偏移量绝对值应小于参考计数器容量(参数No.1821)的最大值。

回零方式设定:有/无挡块回零(所有轴共用参数)。
#1(DLZ):0为使用挡块回参考点(增量式回零),1为使用无挡块方式回参考点。

回零方式设定:有/无挡块回零(各轴共用参数)。
#1(DLZx):0为使用挡块回参考点,1为各轴使用无挡块参考点(PRM1002#1=0时有效,可对各轴进行选择)。
#0(ZRNx)通电后,未建立参考点时,在自动运行中指令除G0028(自动回参考点)以外的轴移动指令时:0为发生报警224信号,禁止轴移动,1为不发生报警,允许轴移动。

回零方向参数(各轴共用参数)。
#5(ZMIx):0为回参考点方向为正方向,1为回参考点方向为负方向。

回零开关“正”、“负”逻辑设定(各轴公用参数)。
#5(DECx)回参考点用减速信号*DECn(*DEC1,*DEC2):0为标准规格的负逻辑(信号状态为“0”进行减速),1为标准规格的正逻辑(信号状态为“1”进行减速)。
4.增量返回参考点PMC程序实例(见图4-30)
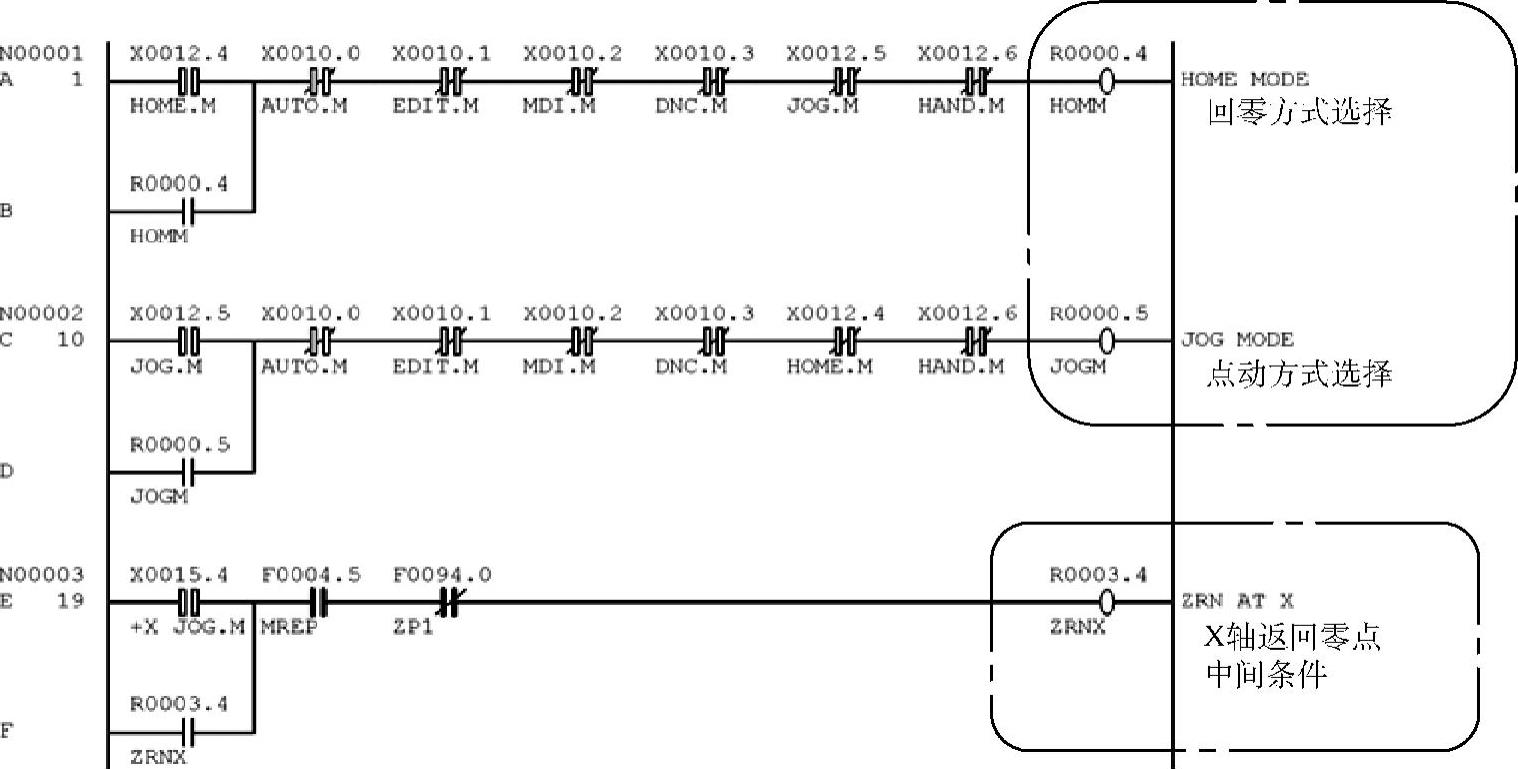
图4-30 增量返回参考点编程实例
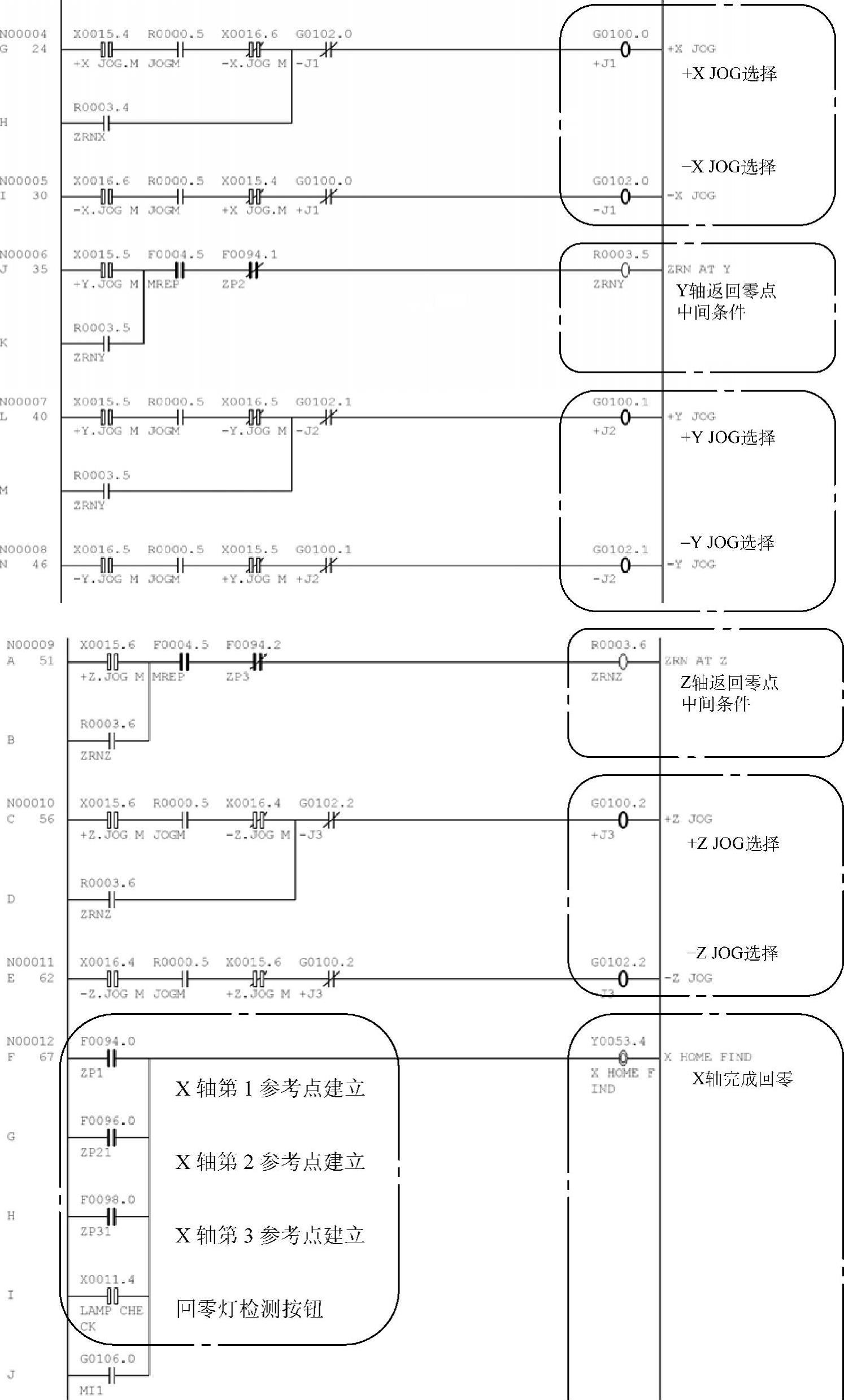
图4-30 增量返回参考点编程实例(续1)

图4-30 增量返回参考点编程实例(续2)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。