



1.概述
当机床出现紧急情况时,激活此信号,伺服切断动力电源、系统停止运动指令,机床处于安全状态。
2.信号
*EMG(G0008.4和X0008.4),低电平有效(当该信号为低电平(0)时,处于急停状态)。急停按钮控制电路如图4-1所示。
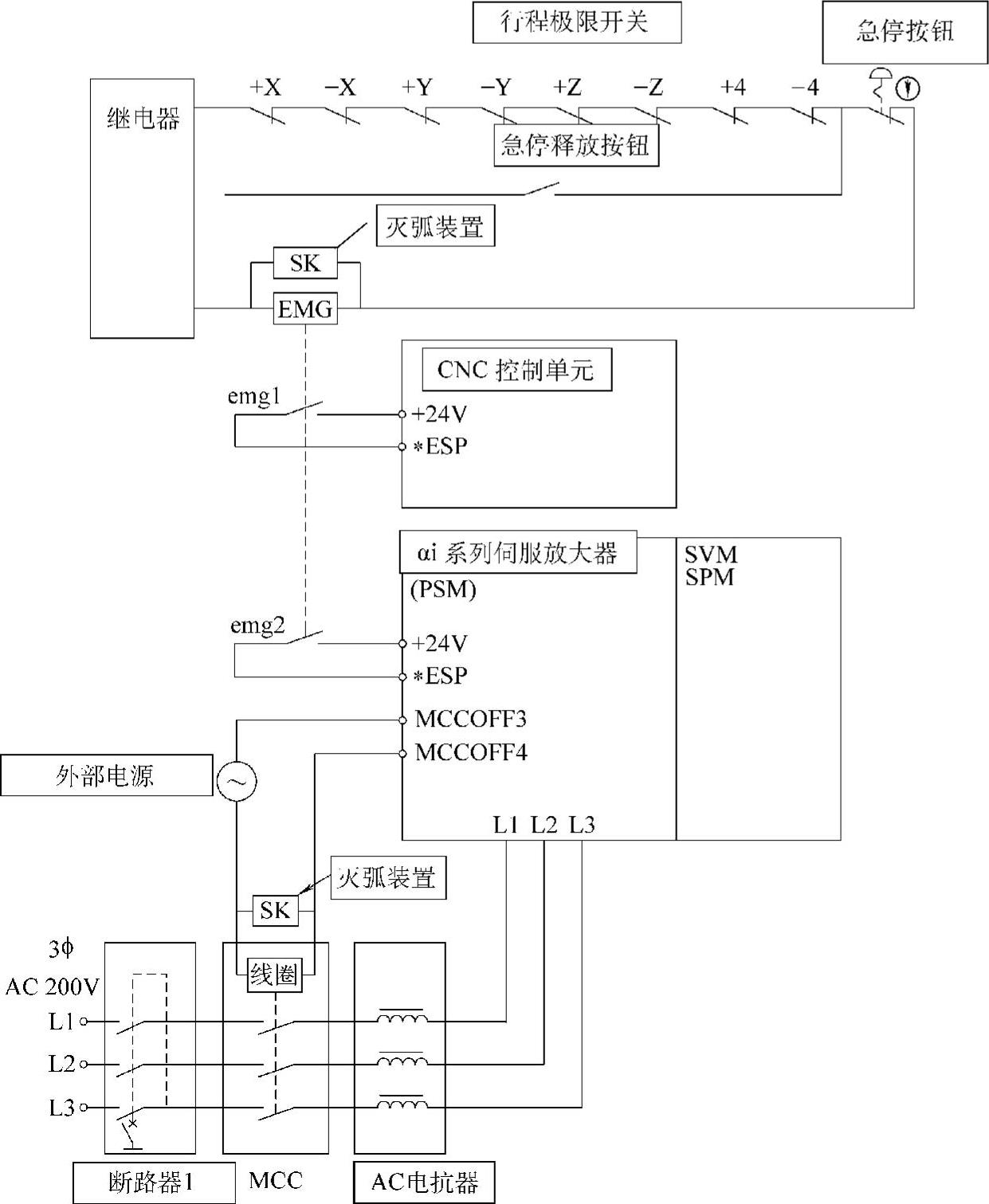
图4-1 急停按钮控制电路
PSM—电源模块SVM—伺服放大器模块SPM—主轴放大器模块
从图4-1可以了解到,一般紧急停止信号是由“紧急停止开关”和“各轴超程开关”串联的,在这个串联回路中还串接着一个24V继电器线圈,继电器的触点控制如下:
1)CNC系统;
2)驱动放大器回路;(https://www.xing528.com)
3)其他重要设备。
上面所谈到的3个输出控制对象中,最关键的是CNC系统,因为这个给到CNC的信号实际上首先要进入PMC进行处理,由PMC处理后再通知CNC。PMC处理急停信号如图4-2所示。
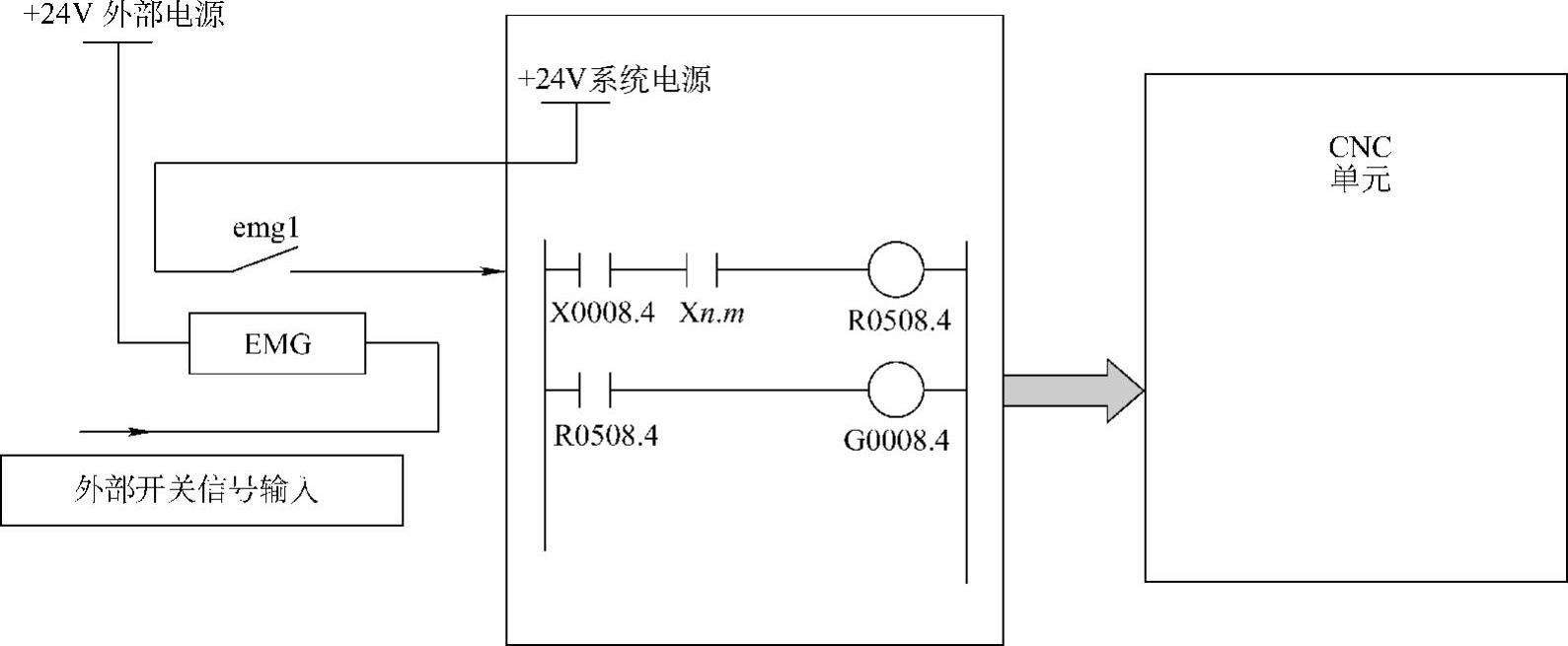
图4-2 PMC处理急停信号示意图
如表2-9常用地址表所示,紧急停止信号的G地址(从PMC侧送给CNC的信号)是G0008.4,即G0008第4位,在PMC程序中,信号地址定义为G0008.4,信号符号为*EMG,前面的“*”表示“非”信号——低电平有效。另外,FANUC 0i系列紧急输入信号X地址被FANUC公司定义,X0008.4为紧急信号输入(从机床侧输入到PMC)地址。
摩尔数控坐标磨床紧急停止接法如图4-3所示,在G0008.4之前串联了许多输入信号,其中X0008.4(*ESP)是紧急停止,X0002.6是测头信号,R0018.7是测头保护中间继电器信号,最后输出到CNC的信号是G0008.4。
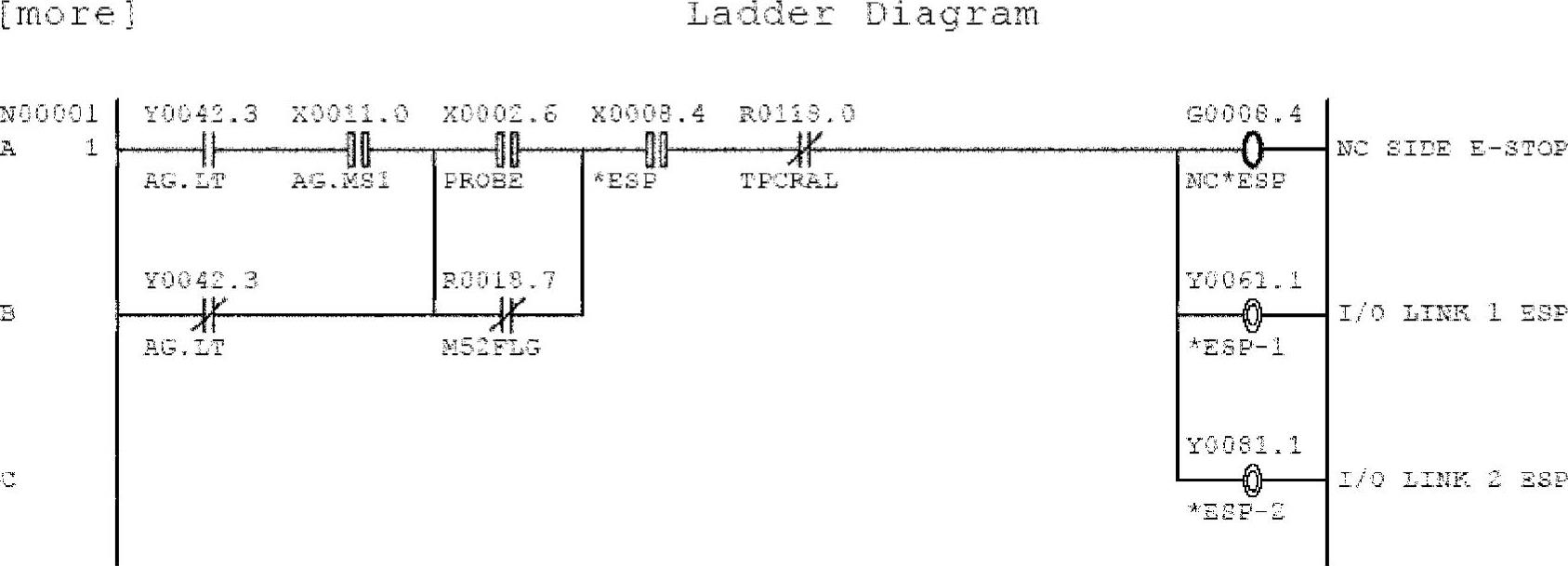
图4-3 摩尔数控坐标磨床急停信号处理程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。