



1.机床至PMC
机床侧的开关量信号通过I/O单元接口输入至PMC中,除极少数信号外,绝大多数信号的含义及所占用PMC的地址均可由PMC程序设计者自行定义。表3-4给出的信号是由CNC直接读取的,所以不需要PMC进行处理。另外,根据地址的分配决定连接线的端子号。
表3-4 需要特殊处理的机床侧输入信号表

注: 为车床系统地址,
为车床系统地址, 为铣床系统地址,
为铣床系统地址,
为
为铣床/车床系统共用地址。
2.PMC至机床
PMC控制机床的信号通过PMC的开关量输出接口送到机床侧,所有开关量输出信号的含义及所占用PMC的地址均可由PMC程序设计者自行定义。如向X轴正向运动指示灯用Y2.0定义,同样可在PMC STATUS状态下,通过观察Y0002的第0位“0”或“1”来获知该输出信号是否有效。
3.CNC至PMC
CNC送至PMC的信号可由CNC直接送入PMC的寄存器中,所有CNC送至PMC的信号的含义和地址(开关量地址或寄存器地址)均由CNC厂家确定,PMC编程者只可使用,不可改变或增删。如辅助功能M、S、T指令,通过CNC译码后直接送入PMC相应的寄存器中。SB-7版本系统刀具指令选通信号为F7.3,即CNC译码T指令后,CNC向PMC发出F7.3=1信号,通知PMC开始处理换刀指令。
4.PMC至CNC(https://www.xing528.com)
PMC送至CNC的信号也由开关量信号或寄存器完成,所有PMC送至CNC的信号的含义和地址均由CNC厂家确定,PMC编程者只可使用,不可改变或增删。SB-7版本系统G4.3为T指令处理完成信号。常用G、F信号参见表2-9。
5.请一定要使用急停信号(*ESP)
6.不使用SKIP等其他信号时其地址可由其他通用信号使用
7.前头带“*”的信号是负逻辑信号
例如,急停信号*ESP通常为1,处于急停状态时*ESP为0。
8.把参数3006#0设为1时回参考点减速信号*DEC变为地址G19.6但梯形图要指定相应地址
常用PMC接口地址见表3-5。
表3-5 常用PMC接口地址表
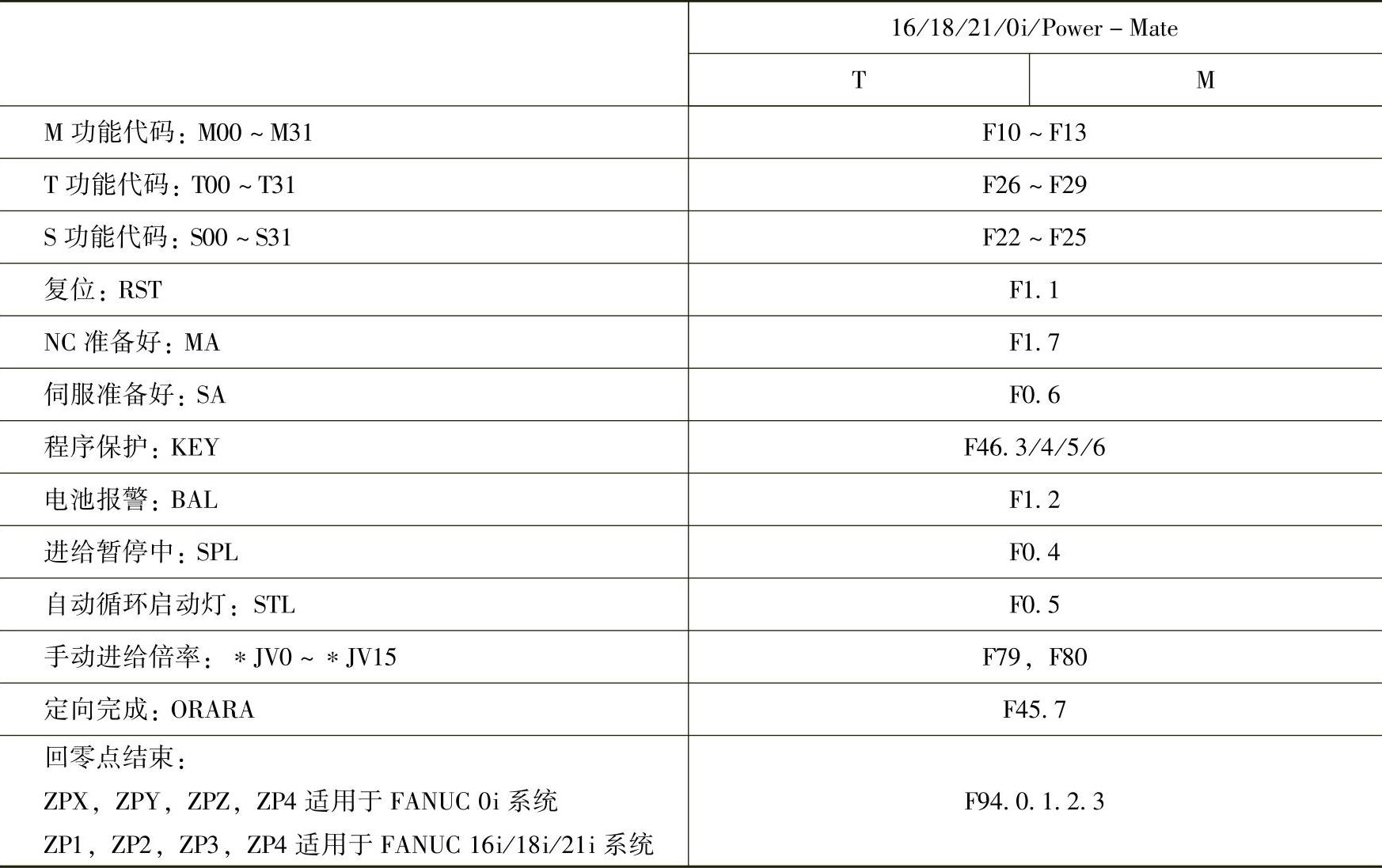
注:其他地址请参见附录。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。