



【摘要】:粗车加工是以切除工件上多余的材料为目标,为最终的精加工做准备,其背吃刀量和进给量较大,切削速度相对略低。
粗车加工是以切除工件上多余的材料为目标,为最终的精加工做准备,其背吃刀量和进给量较大,切削速度相对略低。粗车加工包括外圆、内孔和端面加工等。
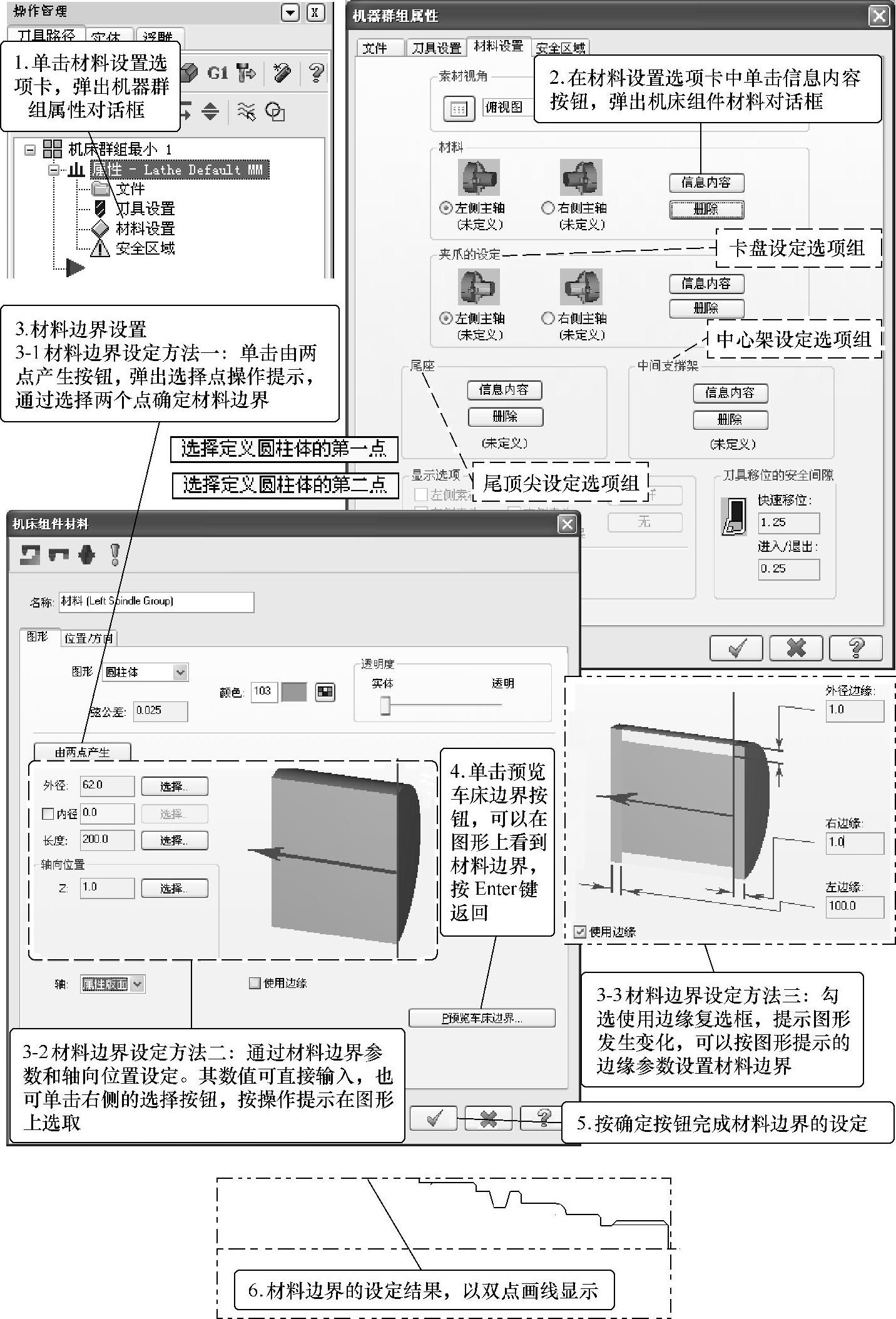
图4-31 材料边界的设定步骤
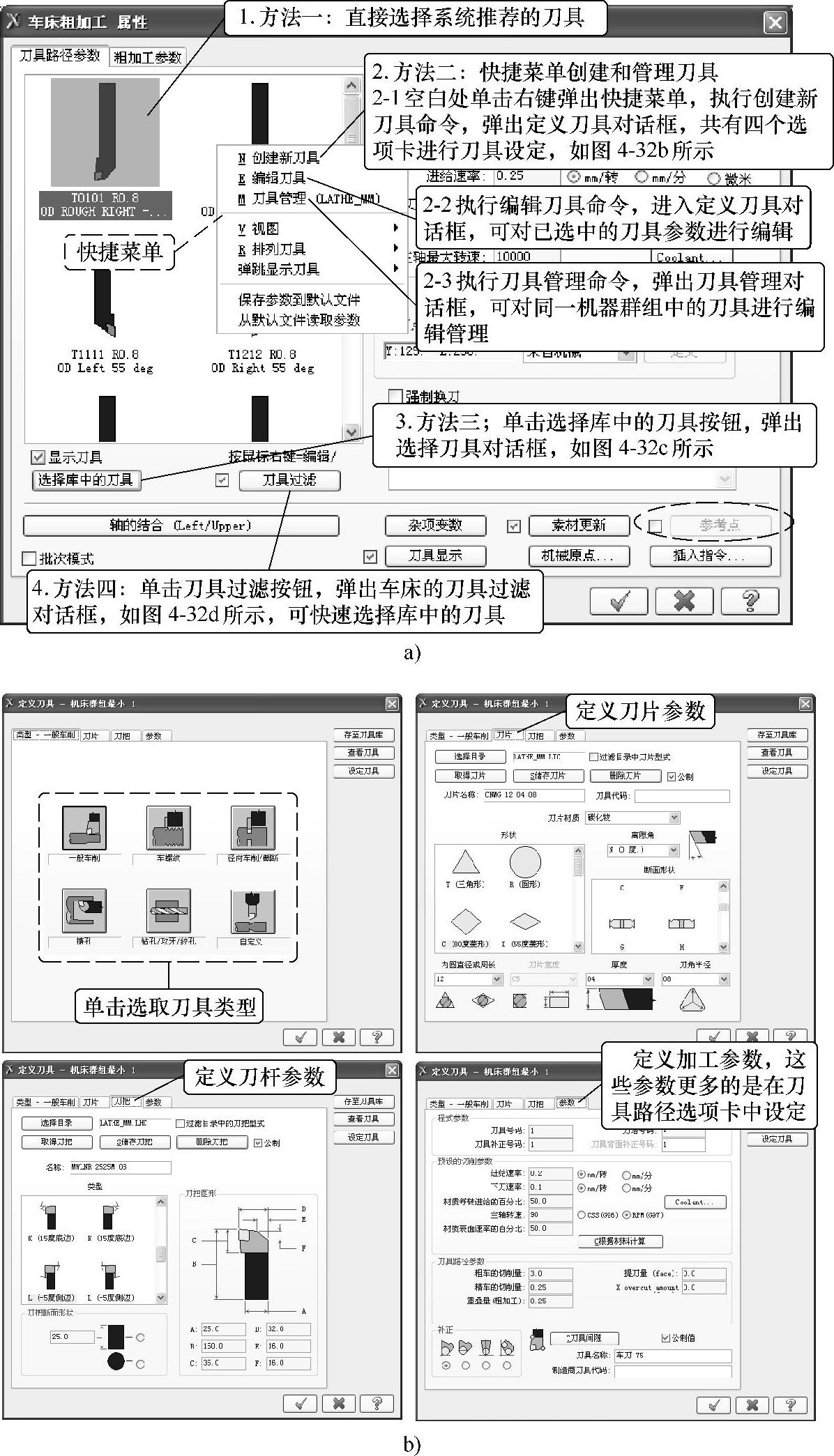
图4-32 刀具设置与管理方法
a)刀具路径参数选项卡 b)定义刀具对话框
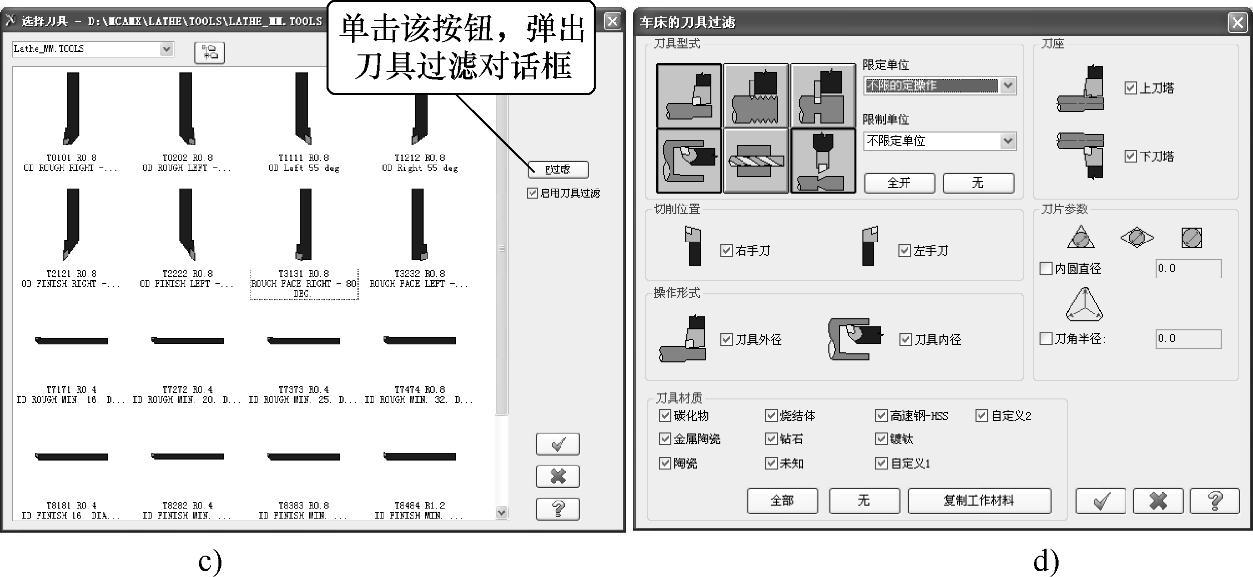
图4-32 刀具设置与管理方法(续)
c)选择刀具对话框 d)刀具过滤对话框
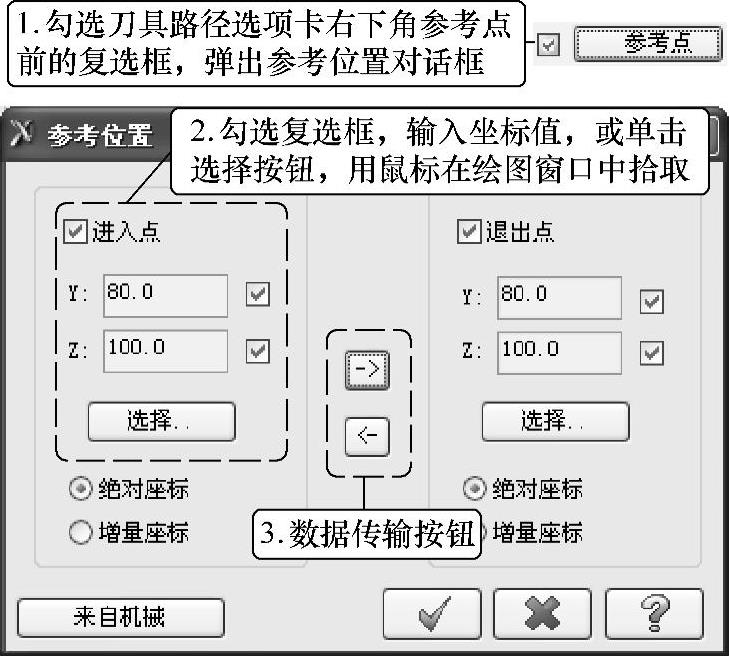
图4-33 参考点的设置
 (https://www.xing528.com)
(https://www.xing528.com)
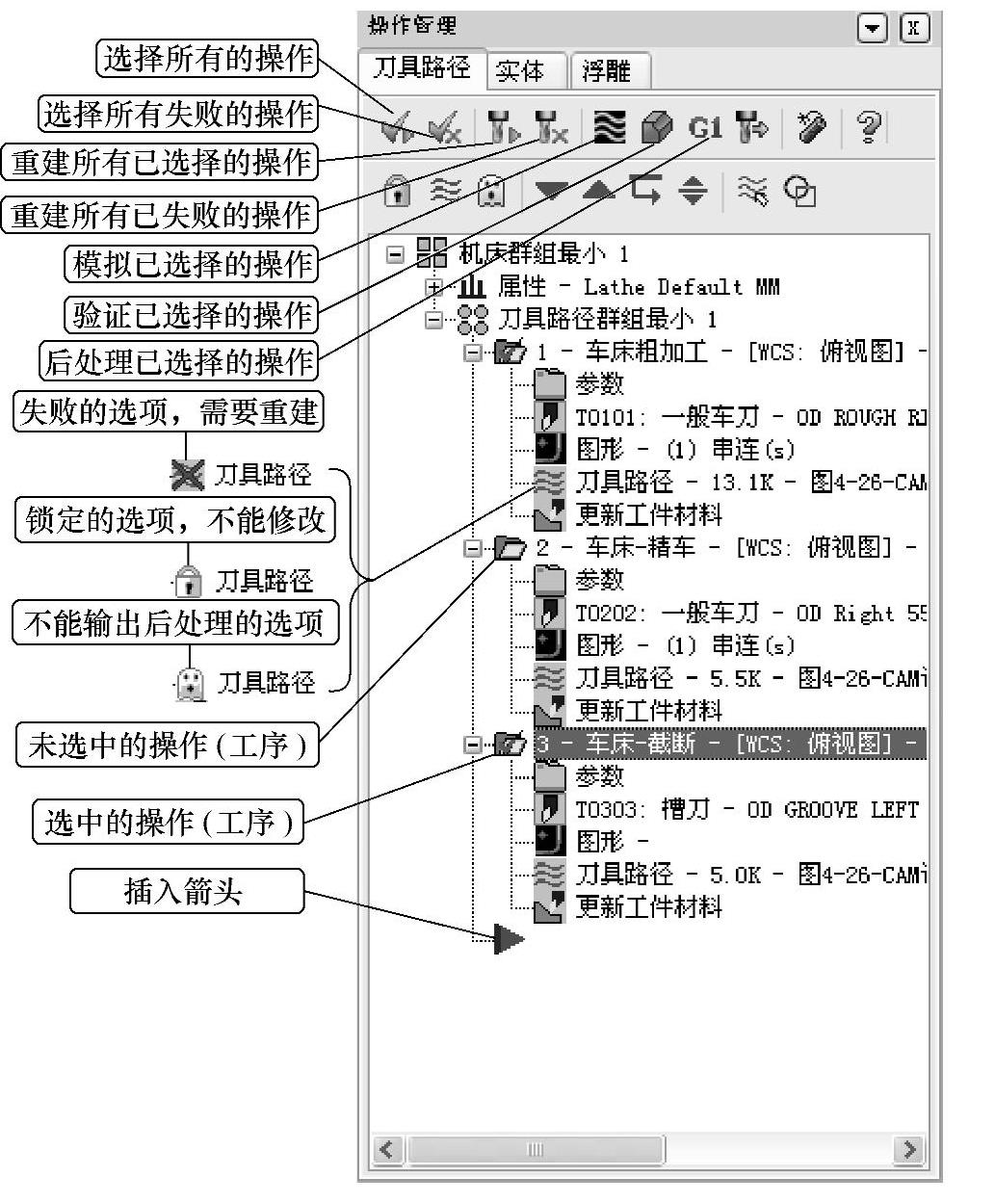
图4-34 操作管理器——刀具路径选项卡
1.粗车加工的大致步骤
1)执行菜单“刀具路径|粗车”命令,第一次建立加工路径时,会弹出“输入新NC名称”对话框,一般采用默认的名称,单击确定按钮 ,弹出串连选项对话框。
,弹出串连选项对话框。
2)选择待加工的轮廓串连线(注意串连方向的控制),单击确定按钮 ,弹出车床粗加工属性对话框,包括刀具路径参数选项卡和粗加工参数选项卡两项,设置粗车参数。
,弹出车床粗加工属性对话框,包括刀具路径参数选项卡和粗加工参数选项卡两项,设置粗车参数。
3)设置完成后,单击确定按钮 ,在屏幕上可以看到刀具路径的生成过程,并最终完成刀具路径。若不满意,还可单击操作管理器中相应的参数选项卡,弹出车床粗加工属性对话框,重新修改参数。
,在屏幕上可以看到刀具路径的生成过程,并最终完成刀具路径。若不满意,还可单击操作管理器中相应的参数选项卡,弹出车床粗加工属性对话框,重新修改参数。
2.粗车加工的参数设置分析
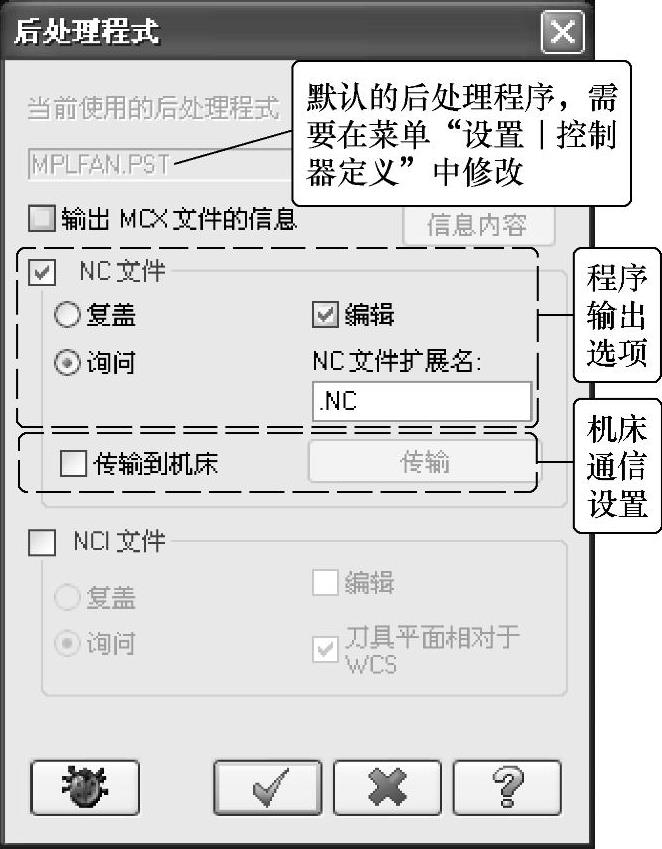
图4-35 后处理程式对话框
粗车加工的参数主要在车床粗加工属性对话框设置,如图4-36所示。
3.粗车加工示例(图4-37)
以图4-22a为例,假设粗车的轮廓不含端面,但是包括倒角,不切削凹陷部分。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。