



1.绝对坐标系位置显示的概念
在1.3节曾经介绍过数控车床坐标轴与坐标系的概念。下面通过图3-63来介绍位置显示画面中各坐标的含义。
绝对坐标系显示的是刀具当前位置相对于某一固定坐标原点的坐标系。机床启动后首先必须返回参考点,而参考点相对于机床原点的位置是由机床厂家确定而固定的,这样就建立了机床坐标系,显示画面中显示的机床坐标系实际上是以参考点为原点的坐标系,所以这里称其为机床坐标系。事实上,机床原点的位置是由机床厂家确定的,若其定在参考点上,则可认为机床厂家定义的机床坐标系与数控系统返回参考点建立的机床坐标系是重合的。
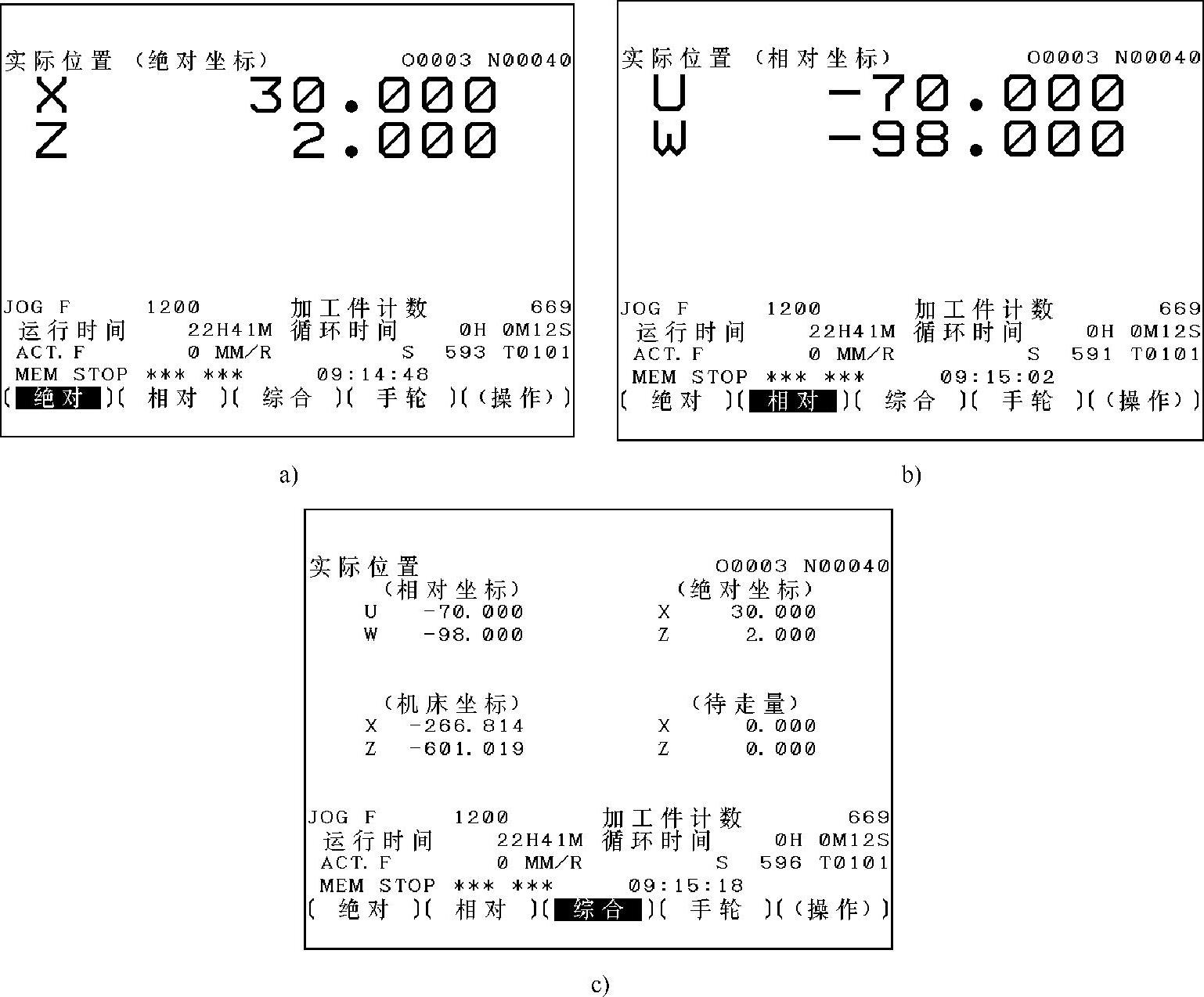
图3-62 位置显示画面
a)绝对坐标显示 b)相对坐标显示 c)综合坐标显示
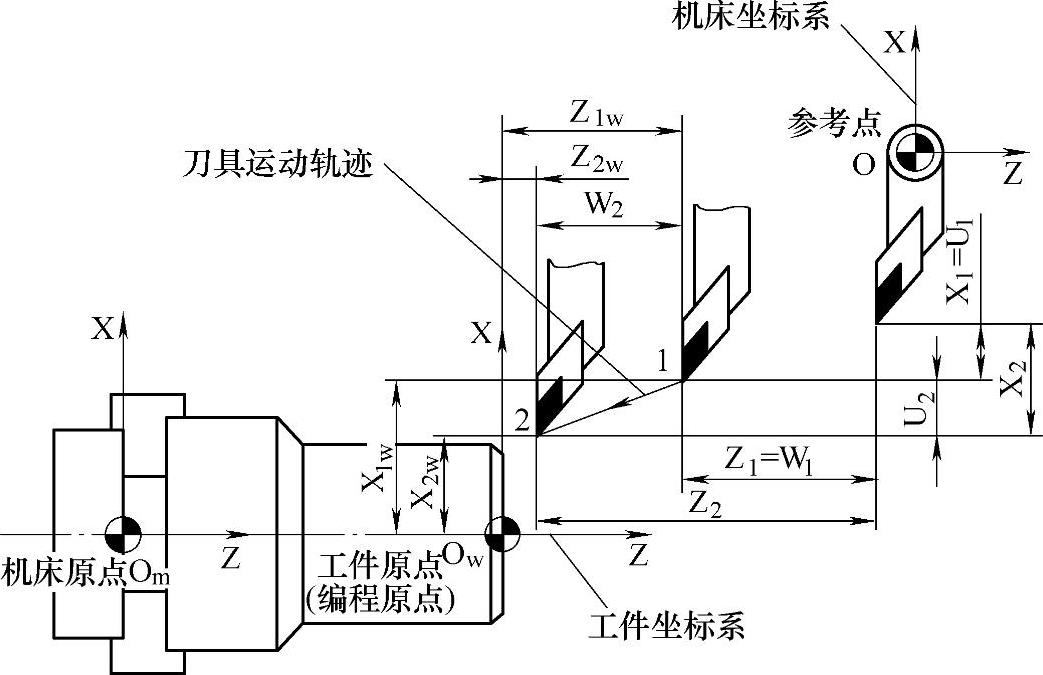
图3-63 各坐标显示的关系
数控编程和加工时使用参考点确定的机床坐标系显然不方便,实际中常常设定了一个工件坐标系,一旦工件坐标系设定后,程序中的位置坐标就是相对于工件坐标系而言的。
明白了上面两个概念后,我们来理解绝对坐标显示的概念。
当机床返回参考点但未建立工件坐标系之前,绝对坐标显示的是刀具当前位置相对于参考点的坐标值。数控机床的绝对坐标用X、Z表示,如图3-63中的X1、Z1和X2、Z2分别为点1和点2的绝对坐标画面显示值。从参考点的位置可以看出,此时的绝对坐标一般是负值,如图3-64a所示。
当机床建立了工件坐标系后,绝对坐标显示的就是刀具当前位置相对于工件坐标系原点的坐标值。如图3-63中,当刀具在点1处执行了G50 X(X1W) Z(Z1W);指令建立了工件坐标系后,则X1W、Z1W和X2W、Z2W分别为点1和点2的绝对坐标画面显示值。绝对坐标在程序的运行中大部分情况下显示的是工件坐标值。如图3-64b所示为执行了G50 X100.0Z100.0;之后的绝对坐标显示。
2.绝对坐标显示操作步骤
图3-64a所示为绝对坐标显示操作步骤图解,其操作步骤如下。
1)按功能键POS。
2)按软键[绝对],进入绝对坐标显示画面。
坐标显示相关说明:(https://www.xing528.com)
1)开机启动后第一次按POS功能键一般进入的是绝对坐标位置画面。
2)连续按功能键POS,画面会在绝对、相对和综合之间切换。
3)在刀具移动的程序段执行过程中,绝对坐标值是不断变化,逐渐靠近终点坐标值的。
图3-64b为坐标显示画面中各种显示信息及位置说明图解,其内容包括:
1)左上角提示当前为绝对坐标位置显示。
2)右上角提示当前程序名及程序段序号。
3)中部显示的是坐标轴及坐标值。
4)中下部显示的是实际进给速度、运行时间、循环时间、加工零件数等其他信息。
5)下部有三个坐标显示切换软键。
图3-64a是返回参考点但未建立工件坐标系之前机床坐标系下的绝对坐标显示;图3-64b是运行了G50 X100.0 Z100.0后工件坐标系下的绝对坐标显示。
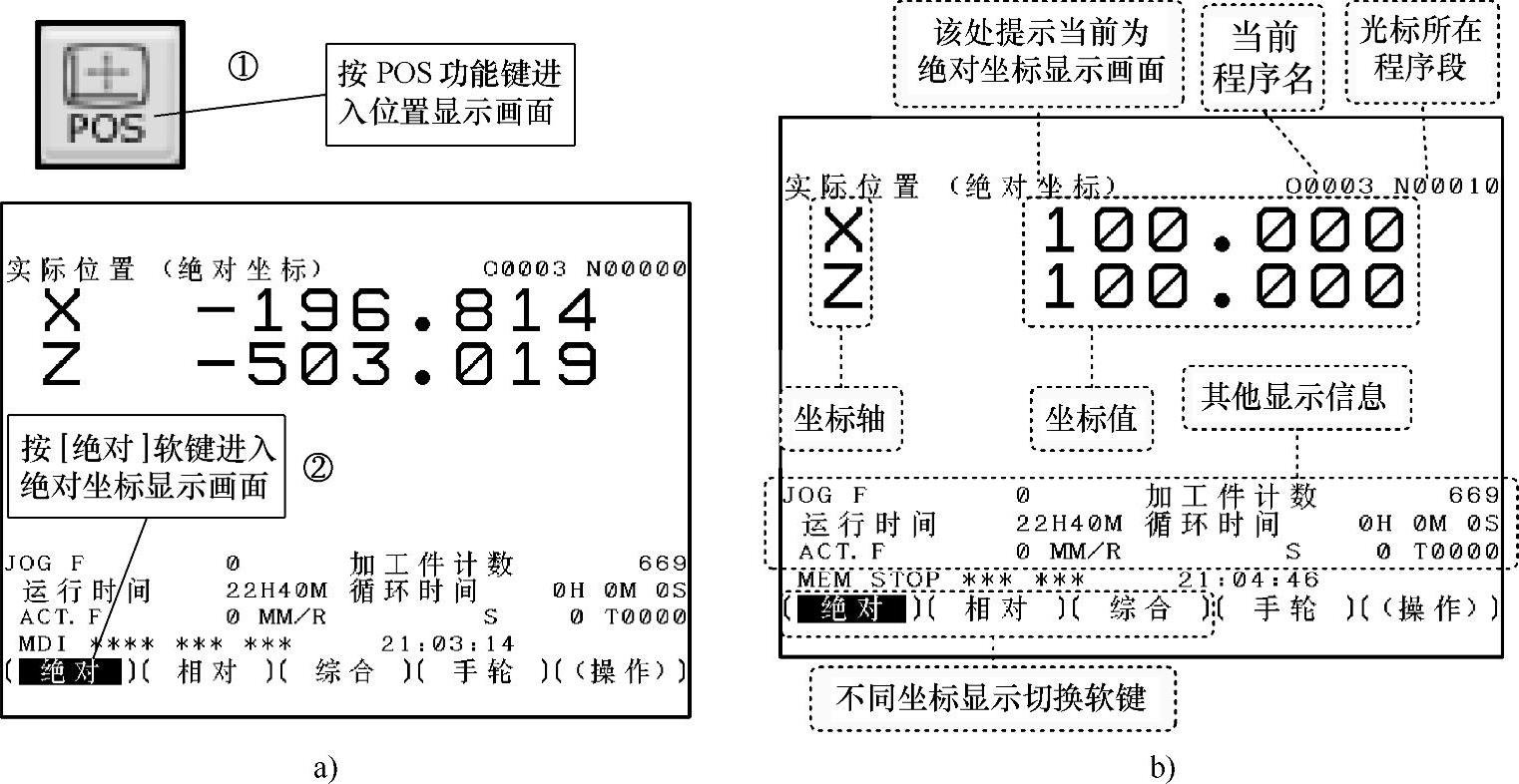
图3-64 绝对坐标显示
a)操作步骤 b)画面构成
说明:
1)3104号参数第6位(DAL)和第7位(DAC)可用于选择显示值是否包括刀具偏置值和刀尖半径补偿值。默认情况下一般设置为不包括刀具偏置值和刀尖半径补偿值。
2)机床开机时显示的值是不确定的,返回坐标参考点后显示的值是相对机床参考点后的绝对坐标,建立了工件坐标系后显示的值是相对于机床坐标系原点的绝对坐标。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。