



1.手动进给(手动连续进给)
手动进给又称手动连续进给或JOG进给,是数控机床的工作方式之一。手动进给可实现工作轴的手动连续进给移动和手动快速移动。手动连续进给可用于人工操纵加工、刀具位置移动与粗调等场合。手动快速移动可用于刀具快速移动,缩短辅助时间,两种进给方式均应用广泛。
(1)手动连续进给操作步骤 如图3-10所示。
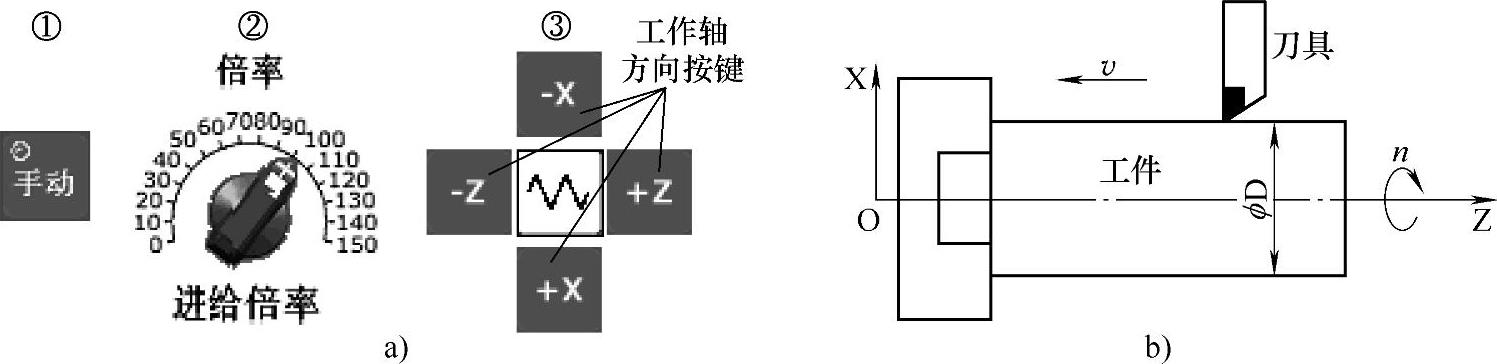
图3-10 手动连续进给及操作步骤
a)操作步骤 b)手动连续进给示意图
1)按下手动方式键,指示灯亮,手动工作方式有效。
2)手动调节进给倍率旋钮,选择移动速度倍率。
3)按住某一工作轴的进给方向键,机床工作轴按指定轴指定方向连续进给移动。
注意:
1)手动进给速度默认设置是每分钟进给,也可由参数1402第4位(JRV)设置为每转进给。
2)进给倍率为100%时的进给速度由参数1423设定。
(2)手动快速移动操作步骤 如图3-11所示。
1)按下手动方式键,指示灯亮,手动工作方式有效。
2)按下快速移动速度键F0、25%、50%或100%,选择快速移动速度。
3)同时按住中间的快速移动键和某一工作轴的进给方向键,机床工作轴按指定轴指定方向快速移动。
注意:
1)手动快速移动速度的加/减速方式同编程指令G00一样。
2)按键F0的移动速度由参数1421设定,按键25%、50%及100%可对G00设定的移动速度进行倍率调节。
3)如果在电源接通后没有进行过返回参考点操作,快速移动无效,只能进行手动连续进给。
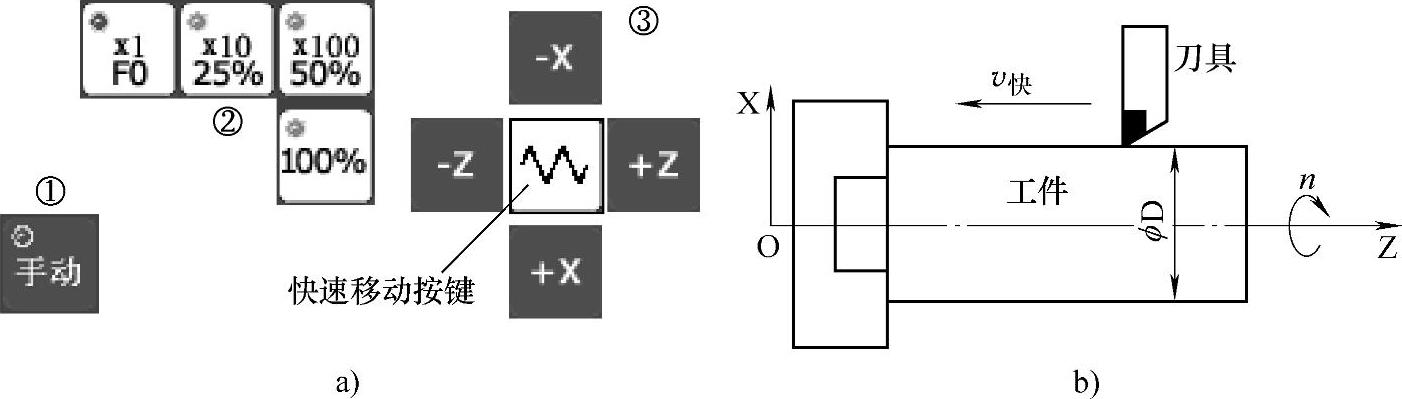
图3-11 手动快速移动及操作步骤
a)操作步骤 b)手动快速移动示意图
2.增量进给
增量进给是使工作轴实现单个脉冲的单步移动,每一个脉冲的步距可调。增量进给与手轮进给相似,只是脉冲发生的方式不同,增量进给采用进给方向按键选择工作轴并发生脉冲。
(1)增量进给操作步骤 如图3-12所示。(https://www.xing528.com)
1)按下手摇方式键,指示灯亮,手摇工作方式有效。
2)按下增量调节键×1、×10或×100,选择合适的移动倍率,确定移动步距。
3)按下待移动工作轴及进给方向键一次,机床工作轴按指定轴指定方向移动一个步距。不断按下进给方向键,观察LCD显示屏上的工作轴位置坐标,直至满足要求为止。
(2)注意事项
1)默认情况下增量调节键×1对应的步距为0.001mm。同理,增量调节键×10、×100对应的步距等于最小输入增量的10倍和100倍,即0.01mm和0.1mm。
2)在增量工作方式下,同时按住快速移动键和某一工作轴的进给方向键,同样可以实现工作轴的快速移动。
3)增量进给的工作轴移动与手轮进给一样,可实现坐标轴工作位置的精确调整。
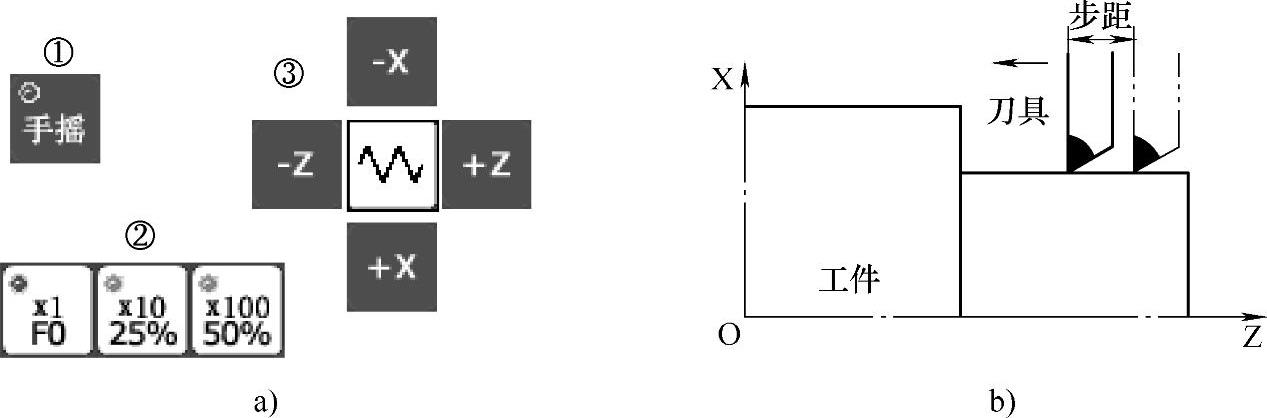
图3-12 增量进给及操作步骤
a)操作步骤 b)增量进给示意图
3.手轮进给
手轮进给是指用手摇脉冲发生器发出的脉冲信号驱动工作轴的移动。手摇脉冲发生器上有一个手轮,旋转手轮可发出脉冲信号,将360°分成了100个刻度,每旋转1个刻度发出一个脉冲,驱动工作轴移动一个步距。手轮上每一个脉冲移动的步距设置同增量进给。
(1)手轮进给操作步骤 如图3-13所示。
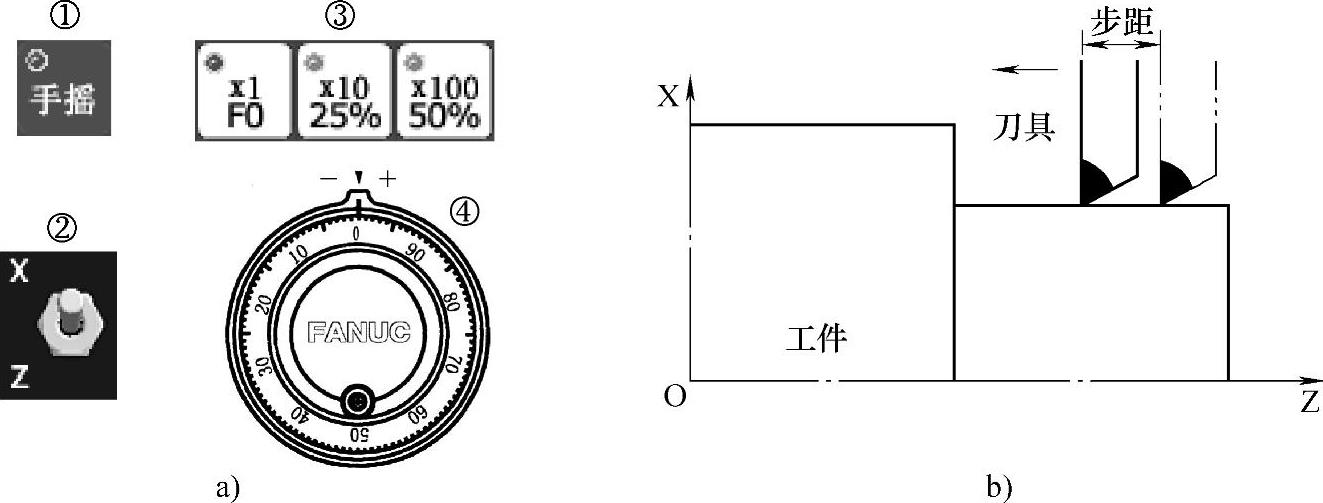
图3-13 手轮进给及操作步骤
a)操作步骤 b)手轮进给示意图
1)按下手摇方式键,指示灯亮,手摇工作方式有效。
2)拨动轴选开关,选择要移动的工作轴。
3)按下增量调节键×1、×10或×100,选择合适的移动倍率,确定移动步距。
4)手摇脉冲发生器,驱动工作轴移动,手轮每转过一个刻度,工作轴移动一个步距;手轮正/反转,确定了工作轴移动方向的变化。连续不断地旋转手轮,可驱动工作轴连续不断地移动。
(2)注意事项
1)默认情况下增量调节键×1对应的步距为0.001mm。同理,增量调节键×10、×100对应的步距为0.01mm和0.1mm。
2)摇动手轮时可凭手感,但应该注意观察LCD显示屏上的工作轴位置坐标值的变化。
3)手轮进给的工作轴移动与增量进给一样,可实现坐标轴工作位置的精确调整。但手轮的使用比按键增量控制更方便,因此,应用更广泛。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。