



(1)自定心卡盘装夹 自定心卡盘的外形结构如图2-2所示,其相关说明如下。
1)自定心卡盘具有自定心与夹紧两项功能。
2)自定心卡盘可用于外圆和内孔表面的装夹。
3)自定心卡盘的卡爪一般经过淬火处理,精加工时常采用铜皮包覆零件表面装夹,批量较大且精度较高时可以采用专用软爪装夹。
4)大批量生产时可采用液压动力卡盘装夹。
(2)单动卡盘装夹 单动卡盘的外形结构如图2-3所示,其相关说明如下。

图2-2 自定心卡盘

图2-3 单动卡盘
1)单动卡盘上各个卡爪是独立操作的,不具有定心功能。
2)单动卡盘可用于不规则、不对称、非圆形零件的装夹。
3)加工过程中一般通过找正定位。
(3)借助于顶尖的装夹 如下所述。
1)顶尖结构如图2-4所示,定位部分是一种具有60°锥角的圆锥体,工件上对应的定位面是锥面(中心孔等)。顶尖的形式有固定顶尖、回转顶尖、伞形顶尖(定位部分为锥面)等。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-4 顶尖
a)固定顶尖 b)回转顶尖 c)伞形顶尖
2)应用顶尖的装夹方式如图2-5所示,其相关说明如下。
①自定心卡盘—尾顶尖装夹,见图2-5a。适合于较长的工件加工,这里自定心卡盘装夹为主,尾顶尖为辅。借用尾顶尖可有效提高工艺系统的刚性。
②双顶尖对顶装夹,见图2-5b、c。也是细长轴类零件常见的装夹方式之一,特别是后续还需磨削的工件。主轴端顶尖可以装在自定心卡盘上或是装在车床主轴上。一般通过拨杆(俗称鸡心夹头)拨动工件旋转。这种装夹方式外圆与轴线的同轴度较好。
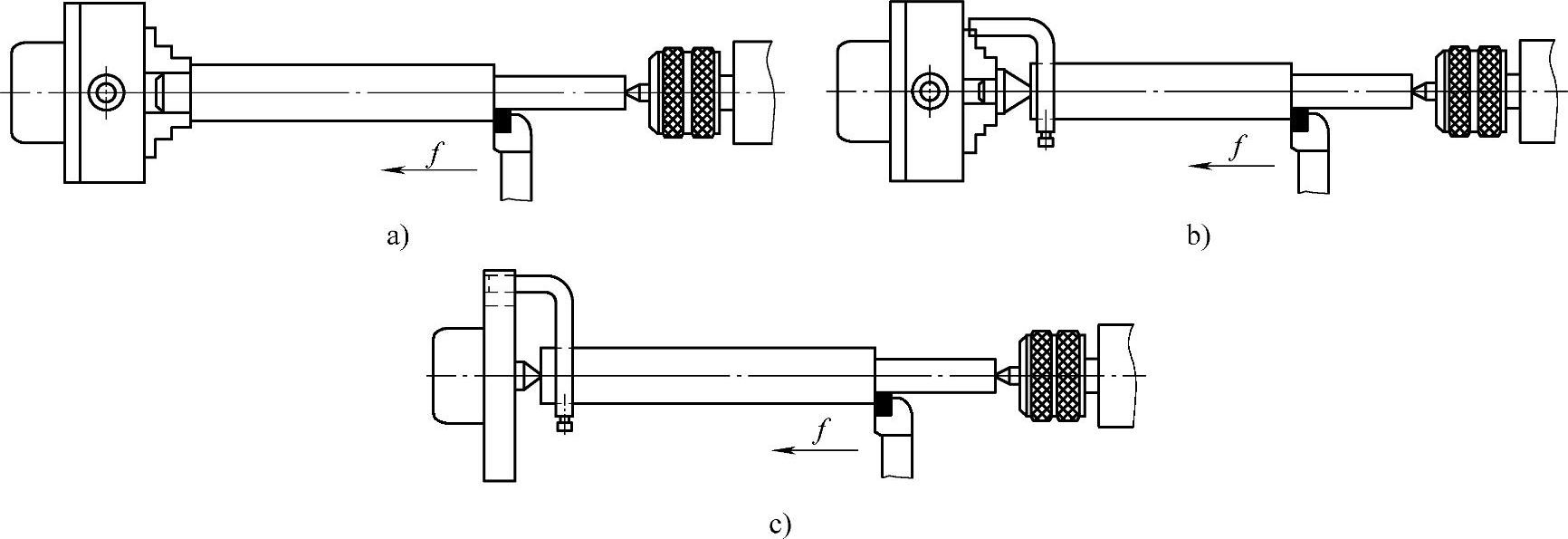
图2-5 应用顶尖的装夹方式
a)自定心卡盘—尾顶尖装夹 b)、c)双顶尖对顶装夹
(4)套类零件装夹 除可以用自定心卡盘直接装夹外,还常常采用心轴装夹和顶尖装夹,如图2-6所示。
图2-6a为较长套类零件的装夹,采用心轴装夹,心轴用双顶尖对顶装夹。
图2-6b为较短套类零件的装夹,采用弹性心轴装夹,定位与夹紧合一。心轴装夹可较好地保证内孔与外圆的同轴度要求。
图2-6c所示为双顶尖装夹,左边为内拨顶尖(又称梅花顶尖),右边为伞形顶尖。该装夹结构简单,装夹方便,适用于套类且内表面已经加工后的零件,可较好地保证内、外圆的同轴度。

图2-6 心轴定位装夹
a)双顶尖心轴 b)弹性心轴 c)双顶尖装夹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。