



【摘要】:图1-51 G96/G97指令图1-52 恒表面切削速度时转速的变化2)恒线速度切削有利于提高表面加工质量。3)恒线速度控制必须与最大主轴速度钳制指令G50相配合。2)G96和G97为同组的模态指令。G01 X0;在G96控制状态下,若主轴转速大于G50 S__;指令中指定的最高转速,其将被限制在这个最高转速上,如图1-53所示。
1.主轴速度的代码指定与直接指定
主轴速度由地址符S加后面的数值指定,有代码指定与直接指定两种,常用的为后者。
指令格式:S__;
2.恒表面切削速度指令G96(即恒线速度)
指令格式:G96 S__;
其中,S指定线速度,单位为m/min。
说明:
1)恒表面切削速度即恒线速度。切削过程中保持切削速度恒定,如图1-51所示。当切削直径发生变化时主轴转速是会发生变化的,如图1-52所示。
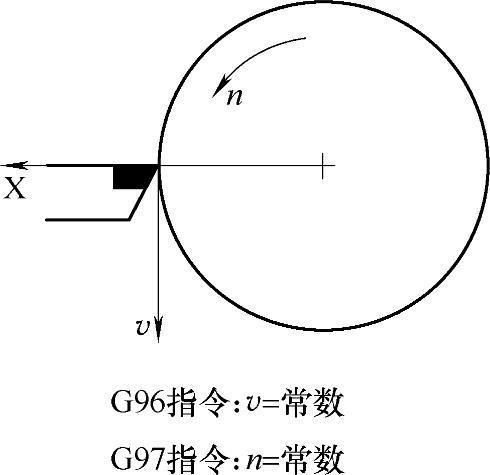
图1-51 G96/G97指令
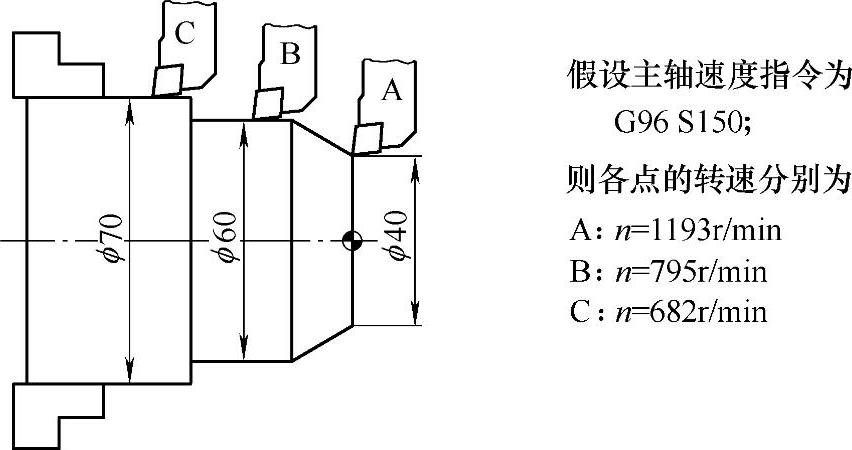
图1-52 恒表面切削速度时转速的变化
2)恒线速度切削有利于提高表面加工质量。
3)恒线速度控制必须与最大主轴速度钳制指令G50相配合。
3.恒表面切削速度取消G97(即恒转速)
指令格式:G97 S__;
其中,S指定主轴转速,单位为r/min。(https://www.xing528.com)
说明:
1)切削过程中保持主轴转速恒定,如图1-51所示。
2)G96和G97为同组的模态指令。
3)数控车床的默认设置一般为G97。
4.最大主轴转速钳制指令G50
指令格式:G50 S__;
其中,S指定恒表面切削速度控制时的最高允许主轴转速,单位为r/min。
指令动作说明:以图1-53所示车端面加工为例。
参考加工程序如下:
G50 S1500;
G96 S100;
……
G01 X0;
在G96控制状态下,若主轴转速大于G50 S__;指令中指定的最高转速,其将被限制在这个最高转速上,如图1-53所示。这个指令对于切断、切端面等直径较小部位的加工特别有效。
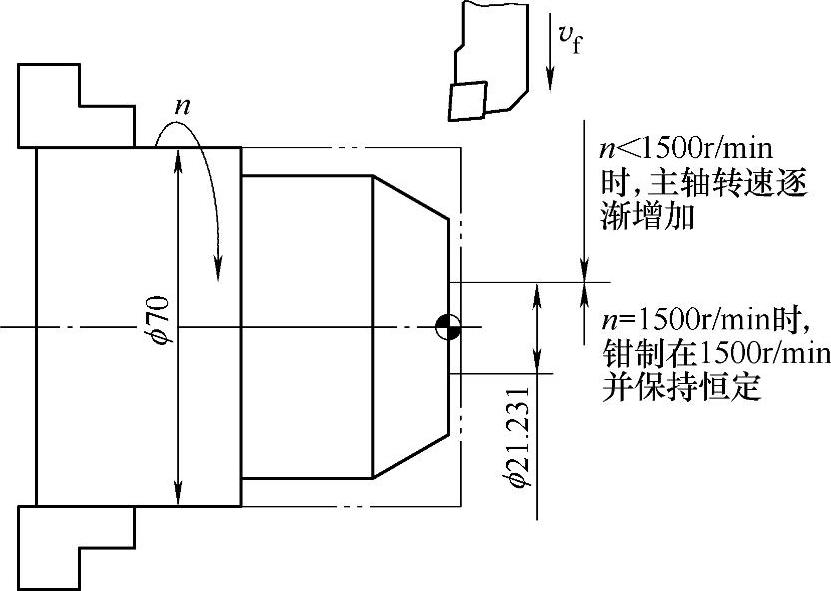
图1-53 G50指令钳制主轴转速
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。