



1.快速移动
1)快速移动的速度由参数(参数号1420)指定。
2)快速移动的轨迹由参数(参数号1401)设定,包括非直线插补型定位(各轴分别快速移动)和直线插补型定位(刀具运动轨迹为直线),可参见图1-36。
3)快速进给移动速度可由机床操作面板上的速度倍率按键进行修调,如图1-45所示。其中F0速度由参数1421设定;100%倍率速度由参数1420设定;25%和50%倍率速度为100%速度的0.25和0.5倍。
4)快速移动的加、减速运动曲线可由参数1610设定,分为指数型和直线型等。图1-46所示为直线型曲线,加、减速时间常数TR由参数1620设定。
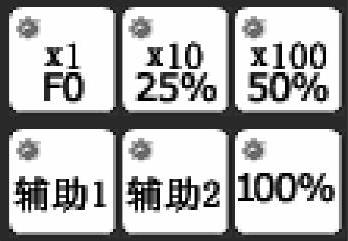
图1-45 快速移动速度修调按键
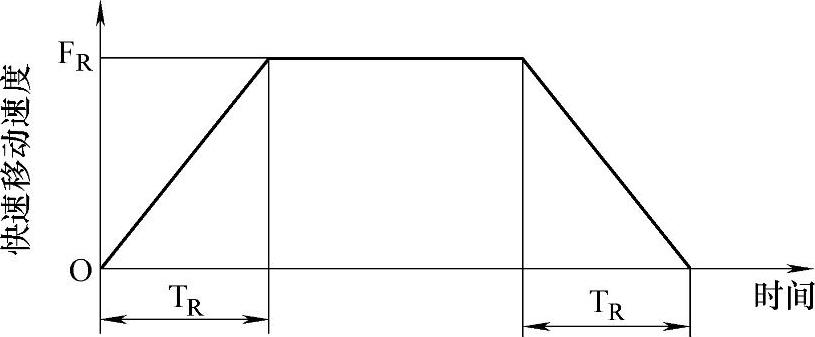
图1-46 快速移动速度曲线——直线型
FR—快速移动速度 TR—快速移动速度的加、减速时间常数
2.切削进给速度
(1)切削进给速度是刀具移动的瞬时速度 如图1-47所示,切削进给速度是两坐标轴移动速度的合成,即 ,切削进给速度的方向为刀位点的切线方向。
,切削进给速度的方向为刀位点的切线方向。
(2)进给速度控制指令(G98/G99) 其含义如图1-48所示。
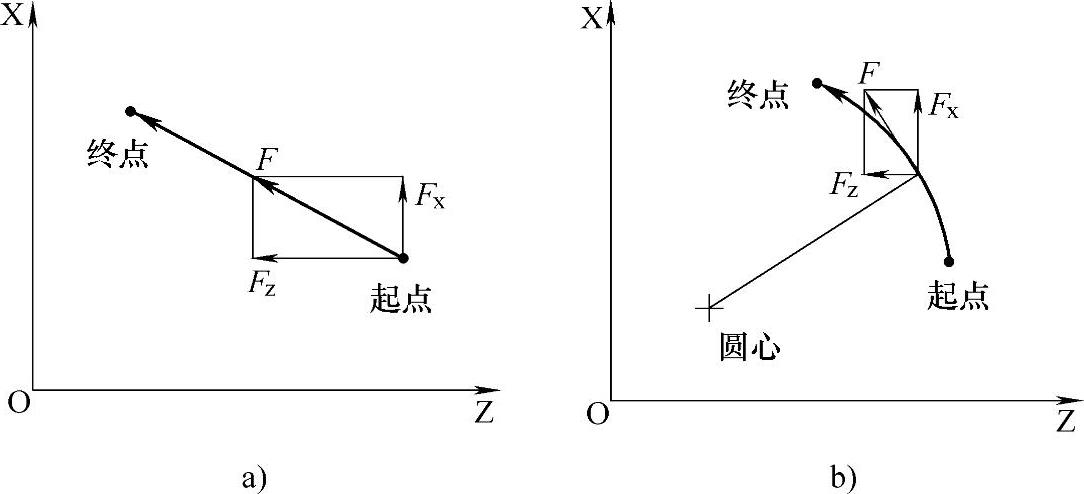
图1-47 切削进给速度
a)直线插补 b)圆弧插补
说明:
1)CNC系统上电后的进给方式由参数3402的第4位(FPM)设定,一般设定为每转进给方式。
2)G98/G99指令是模态指令。
3)进给速度可用机床操作面板上的进给速度倍率旋钮进行调节,如图1-49所示。
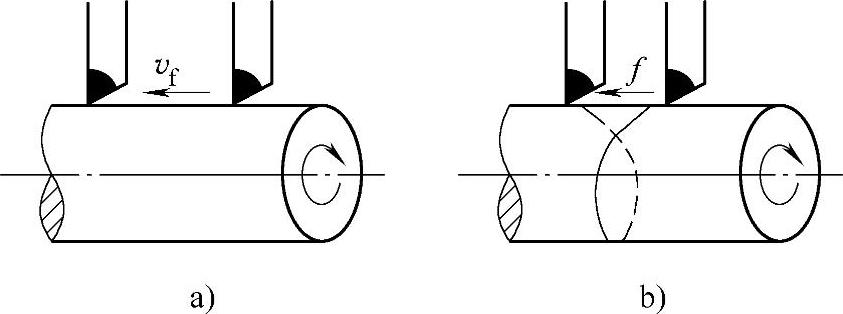
图1-48 G98/G99指令
a)G98每分钟进给 b)G99每转进给(https://www.xing528.com)
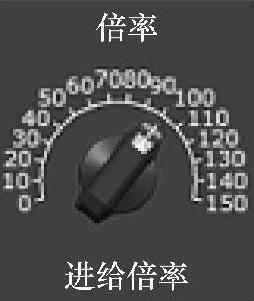
图1-49 进给速度倍率旋钮
4)切削进给速度的加、减速曲线可由参数1610设定,分为直线型(图1-46)、指数型和铃型(图1-50),其加、减速时间常数TC由参数1620设定。
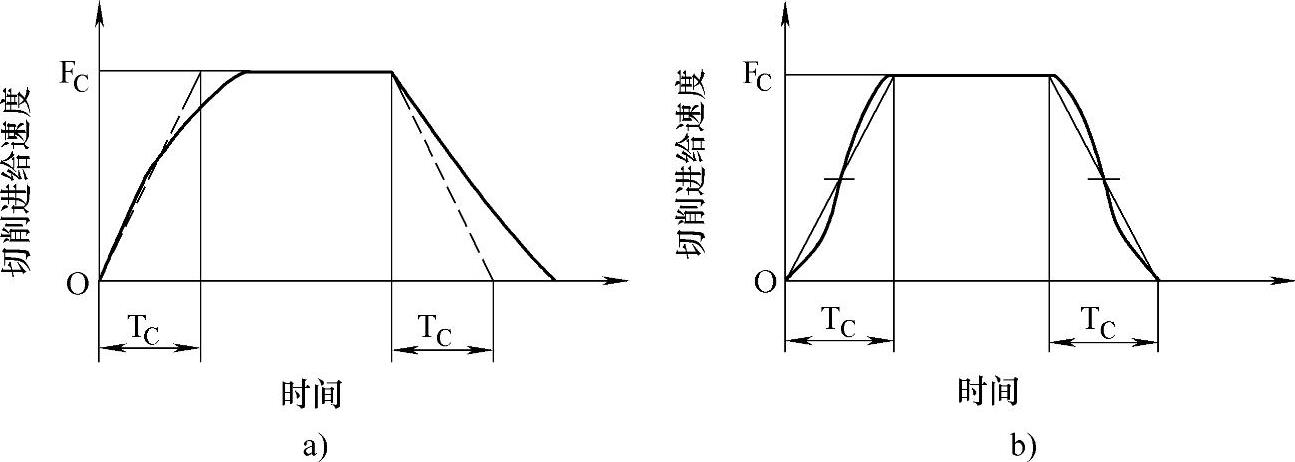
图1-50 进给速度加、减速曲线
a)指数型加、减速曲线 b)铃型加、减速曲线
(3)进给速度的钳制CNC系统可以对最大进给速度进行钳制,防止进给速度过大。
1)参数1422设定的是合成的最大进给速度。
2)参数1430设定的是各轴的最大进给速度。
(4)每分钟进给与每转进给的关系
vf=fn
式中vf——每分钟进给的移动速度(mm/min);
f——每转进给的移动速度(mm/r);
n——主轴转速(r/min)。
3.暂停指令(G04)
暂停指令的用法如表1-7所示。
表1-7 暂停指令的用法

说明:
1)参数3405的第1位(DEL)可对每转进给方式(G99)设定按转数暂停。
2)暂停指令可用于转角、切槽槽底和镗孔孔底处,保证转角、槽底或孔底的加工精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。