



1.机床坐标系指令(G53)
指令格式:G53 X__Z__;
其中,X__Z__表示刀具在机床坐标系中的绝对坐标尺寸。
执行G53指令后,不管刀具在什么位置,均会快速移动至机床坐标系中指令指定的位置,如图1-28所示的A点。
注意:
1)G53指令是非模态指令,仅在程序段中有效,其尺寸字必须是绝对坐标值。
2)执行G53指令之前必须执行手动或G28指令建立机床坐标系。
3)对于采用绝对位置检测元件的数控机床,开机启动后即会自动建立起工件坐标系。
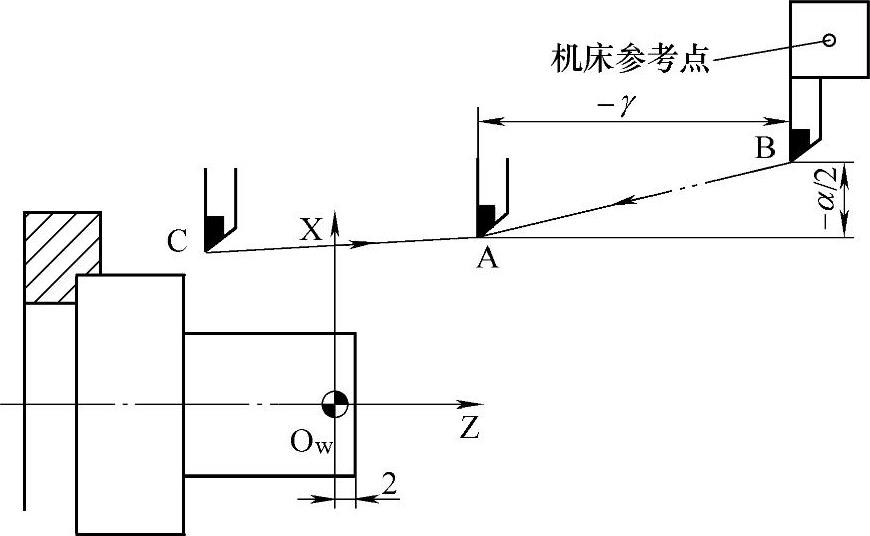
图1-28 G53指令动作
说明:
程序例一
G28 U1.0 W1.0; 返回机床参考点(B点),建立机床坐标系
G53 X-α Z-γ; 刀具快速移动至A点
……
程序例二
……
G01 X82.0 Z-58.0; 刀具运行至C点
G53 X-α Z-γ; 刀具快速移动至A点
……
2.工件坐标系设定指令G50(图1-29)
指令格式:G50 X__Z__;
作用:建立工件坐标系。
注意:
1)指令中,X__Z__只能是绝对坐标编程。
2)G50指令建立工件坐标系与刀具当前位置有关。
3)执行G50指令建立工件坐标系之前,必须将刀具移至工件坐标系中指令指定的位置处。
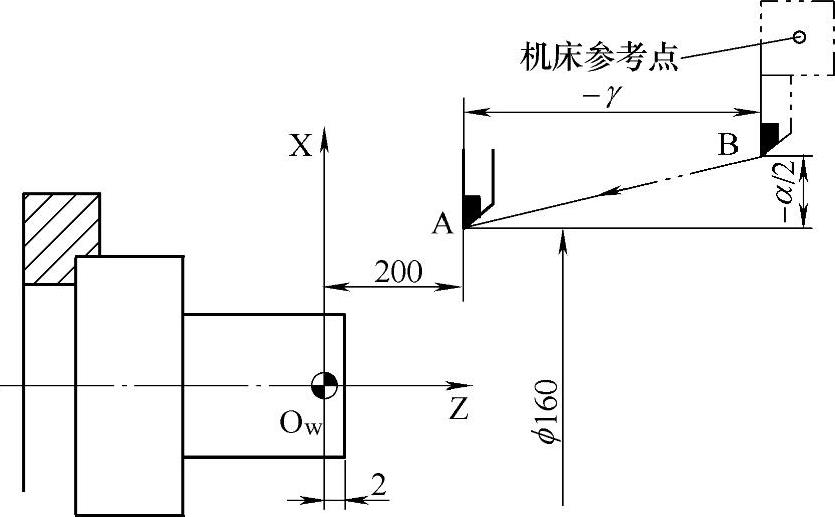
图1-29 G50指令动作
说明:
1)数控系统执行到G50指令时,虽然刀具本身并不会作任何移动,但数控系统会根据刀具的当前位置和G50指令的指定值建立工件坐标系。(https://www.xing528.com)
2)建立工件坐标系后,数控系统会记住该坐标值α和β,后续有关刀具移动指令执行过程中尺寸字的绝对值就是以该坐标系为基准的。
3)图1-29中,刀具当前位置已经移至A点,若执行完下述指令后,则建立起了图示的XOwZ工件坐标系。
G50 X160.0 Z200.0;
分析:G50指令建立工件坐标系的加工程序,在程序结束之前,一般要将刀具移动至对刀点A,否则,再次执行时会改变工件坐标系的位置。但若与G53指令巧妙组合,则可具备G54~G59指令的功效,读者可仔细品味以下程序。
/G28 U1.0 W1.0; 返回机床参考点(B点)
/G53X-α Z-γ; 刀具快速移动至对刀点A
G50 X160.0.Z200.0; 建立工件坐标系XOwZ
……
3.工件坐标系选择指令(G54~G59)
在数控系统中,可以通过LCD/MDI面板操作事先设置好六个不同的工件坐标系,如图1-30所示。机床通电并执行返回坐标参考点操作后即生效。
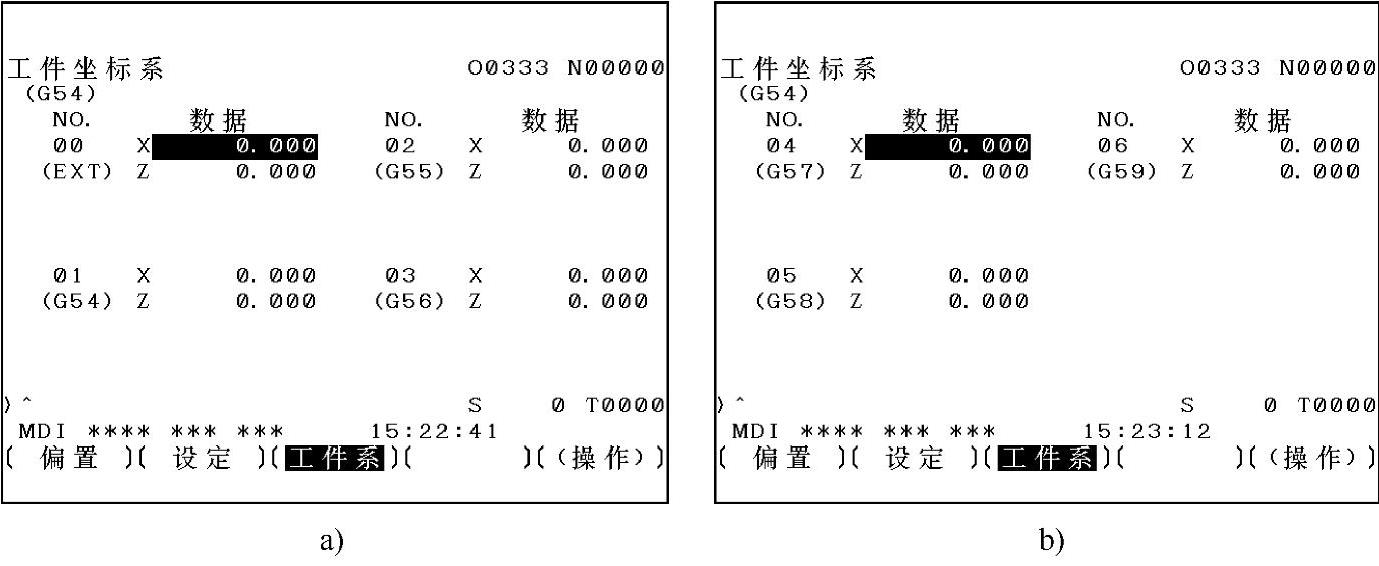
图1-30 工件坐标系设定画面
a)G54~G56 b)G57~G59
当程序段中出现指令G54~G59时,即选择相应的工件坐标系。以图1-29为例,若工件坐标系XOwZ设置为G55,则执行完下述指令后刀具快速定位至A点。
G55 G00 X160.0 Z200.0;
用G55指令建立工件坐标系与刀具当前位置无关。
4.刀具几何偏置设定工件坐标系
刀具偏置包括几何偏置(FANUC 0i系统的偏置画面称为外形,下同)与磨损偏置(常称补偿)两部分,利用几何偏置可以建立工件坐标系。
在图1-31中,若将工件坐标系XOwZ的Ow点相对于机床参考点的坐标(Gx和Gz)事先输入CNC系统刀具几何偏置画面中,则在程序执行时,通过刀具指令调用该几何偏置即可建立工件坐标系。
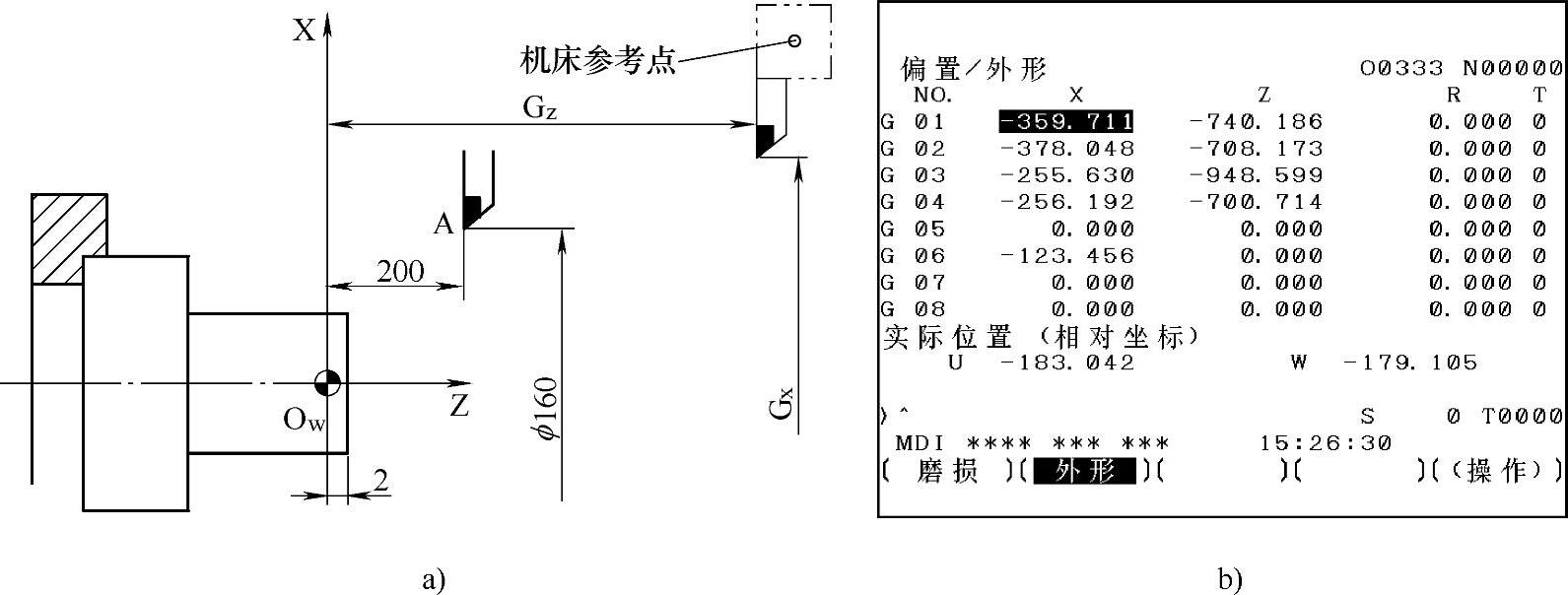
图1-31 刀具几何偏置建立工件坐标系
a)图例 b)几何偏置设置画面
以图1-31为例,假设Ow点相对于机床参考点的坐标输入在01号刀具补偿存储器中,则有
N010 M03 S300; 主轴正转,转速为800r/min
N020 G00 X160.0 Z200.0 T0101; 调用01号刀及01号刀补,建立工件坐标系,快速定位至A点
N030 G98; 指定进给量为每分钟进给
N040 G00 X60 Z0; 刀具快速定位至工件端面上
N050 G01 X0 Z0 F100; 车端面,进给速度为100mm/min
…… ……
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。