



【摘要】:在齿廓偏差测量时,先进行初始化中断向量和计数卡与分频卡,然后进入操作选择主画面。图6-4 齿廓偏差测量程序框图螺旋线偏差测量程序设计 螺旋线偏差测量程序框图如图6-5所示。第四步进行数据保存,测量后的数据一定要进行保存,以备后续计算处理。图6-5 螺旋线偏差测量程序框图直母线族测量与误差分离程序设计 直母线的测量与螺旋线测量在数据采样上基本相同。同时,为实现直母线族的测量而加入了被测齿轮或刃边齿条转动分度运动。
(1)齿廓偏差测量程序设计 齿廓偏差测量程序框图如图6-4所示。在齿廓偏差测量时,先进行初始化中断向量和计数卡与分频卡,然后进入操作选择主画面。第一步应当先进行分频设置,设定分频间隔。第二步进行中断采样。第三步进行数据保存,测量后的数据一定要进行保存,以备后续计算处理。最后,可以进行下一次测量,但是必须先进行清零,也可退出结束。
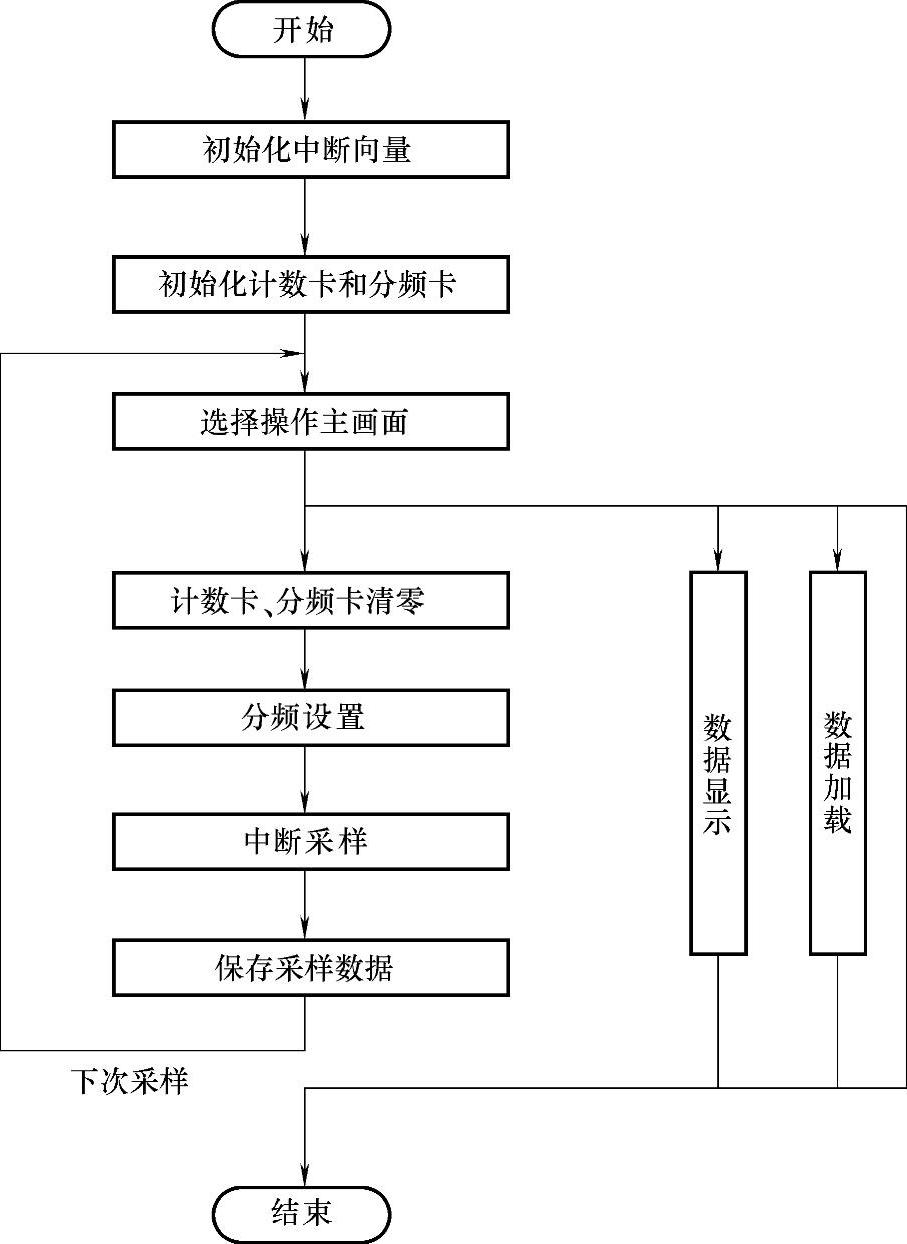
图6-4 齿廓偏差测量程序框图
(2)螺旋线偏差测量程序设计 螺旋线偏差测量程序框图如图6-5所示。在螺旋线偏差测量时,进入操作选择主画面后,第一步应当先进行分频设置,设定分频间隔。第二步进行计数设置,设定采样点个数。第三步进行中断采样,在中断采样过程中,首先要对各个接口卡的初始化设置,然后再进行中断采样。第四步进行数据保存,测量后的数据一定要进行保存,以备后续计算处理。最后,可以进行下一次测量,也可退出结束。
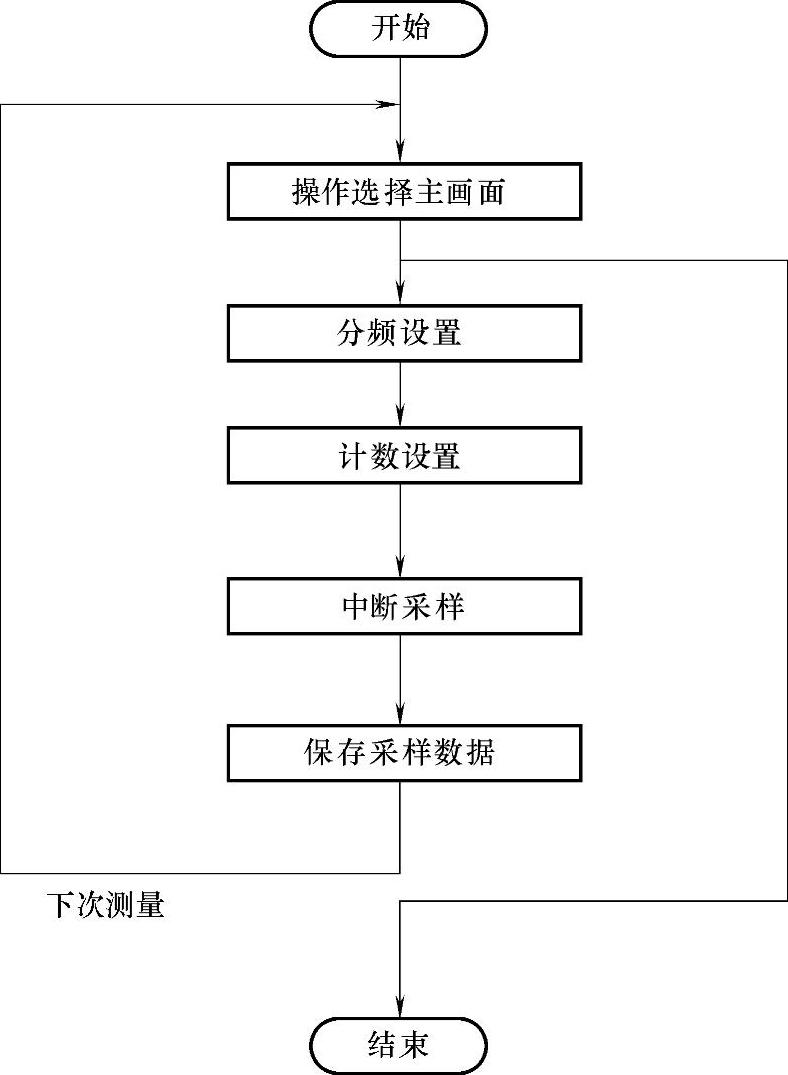
图6-5 螺旋线偏差测量程序框图(https://www.xing528.com)
(3)直母线族测量与误差分离程序设计 直母线的测量与螺旋线测量在数据采样上基本相同。不同之处在于螺旋线测量为Z轴驱动且跟踪被测齿轮的回转运动,而直母线测量为被测齿轮不动,齿条测头沿Z轴为主动驱动,Y轴靠齿面啮合约束被动移动。同时,为实现直母线族的测量而加入了被测齿轮或刃边齿条转动分度运动。
通过对直母线族误差的分离,可获得齿廓偏差和螺旋线偏差,误差分离程序框图如图6-6所示。
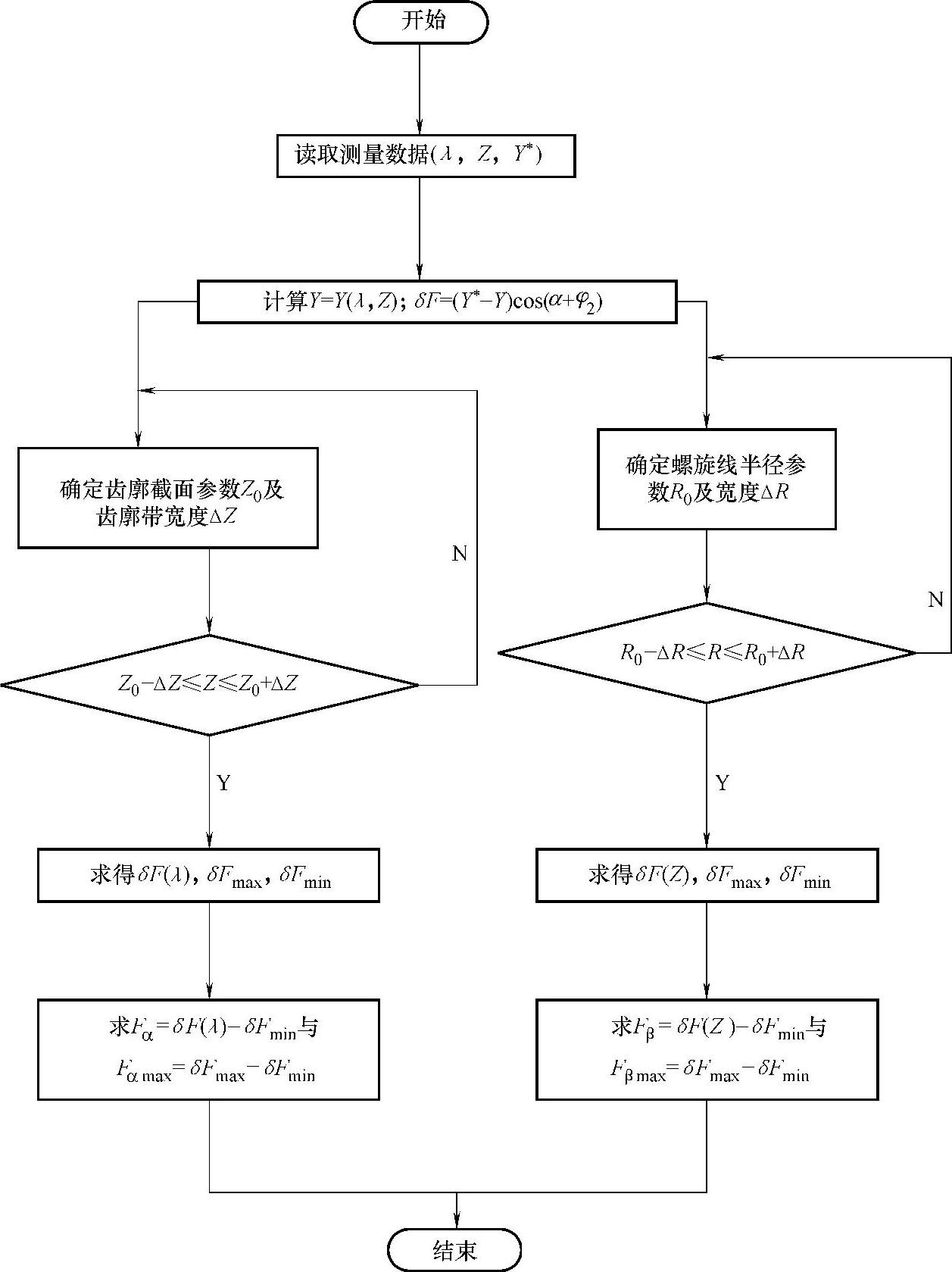
图6-6 误差分离程序框图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。