



测量中,齿条测头刃边与被测齿面满足啮合关系,故测量中不存在基圆对正误差,这也是此种测头不同于点测头需要对正基圆的优点之一。以测量齿廓偏差为例,概要分析如下几个主要方面:
(1)测头的制造误差对测量精度的影响 若测头的理论齿形角为α,当测头有齿形角误差Δα时,使得测量时齿条测头刃边与被测齿面不满足啮合关系,在啮合线(齿轮廓面的法线)上引起的测量误差为
Δcα=-lsinΔα (5-1)
式中,l为测头刃边参与测量的长度。
若齿条测头刃边存在直线度误差f-,因测头刃边与啮合线应垂直,其误差基本以1∶1的比例反映在测量结果中,有:
Δcf=f- (5-2)
上述两项误差属于常值,在对测量系统检定时可精密测出此类误差,在测量软件中进行补偿。
(2)测量导轨的制造误差对测量精度的影响 测量导轨的直线度误差可以影响测头的直线行走精度,所引起的测量误差为
Δgh=δhsinα (5-3)
Δgv=δvtanβ (5-4)
式中,δh为测量导轨在齿轮端截面内的直线度误差;δv为测量导轨在垂直于端截面内的直线度误差;α为齿形角;β为螺旋角。
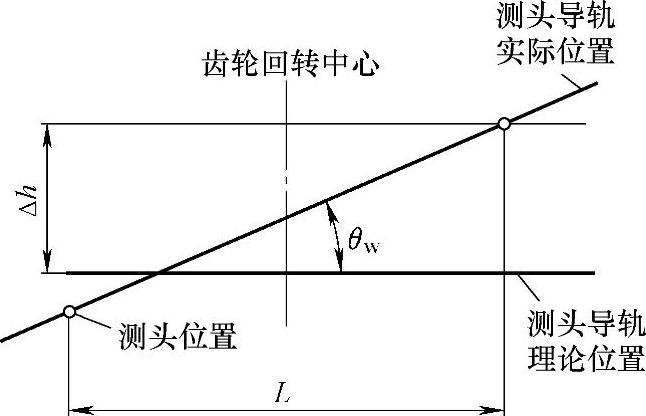
图5-5 测量导轨倾斜误差
(3)测头的安装位置误差对测量精度的影响 设水平测量导轨安装角度误差为θw,如图5-5所示,则测头在测量过程中沿齿轮轴线移动的距离为
Δh=Ltanθw (5-5)
 (https://www.xing528.com)
(https://www.xing528.com)
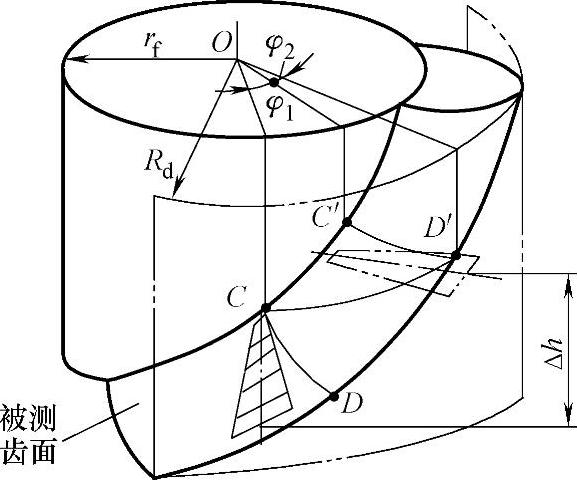
图5-6 齿廓测量过程分析
如图5-6所示,由于θw的影响,使得测斜齿轮齿形时,测头实际在被测齿轮上的接触点轨迹为CD′(CD、C′D′为两个不同截面的渐开线齿形),可以看出,CD′对应于齿轮的角度为φ1和φ2两部分之和。这里,φ1为沿齿根螺旋线上升轴向位移Δh引起的转角;φ2为在齿轮的横截面上从齿根到齿顶引起的齿轮转角。
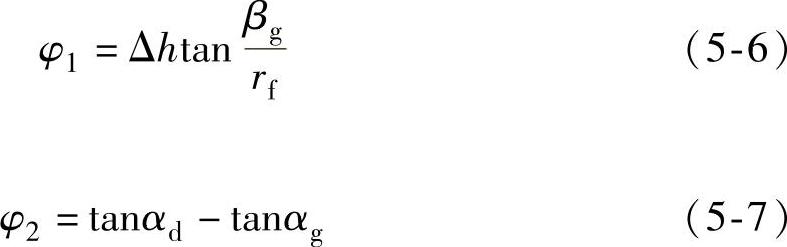
式中,rf、βg分别为齿根圆半径和螺旋角;αd、αg分别为齿轮的齿顶圆和齿根圆压力角。
还应该看到,水平测量导轨的安装角度误差θw导致了测头刃边的旋转位移,如图5-7所示,即从AP(齿形角为α)位置转到A′P位置,将A′P投影到OAP平面得投影线A″P,设A″P与OP的夹角为αw,则有
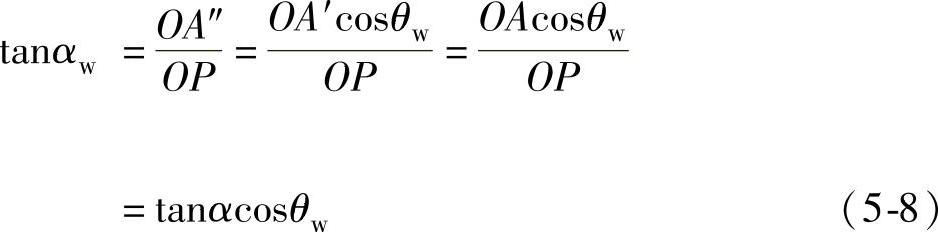
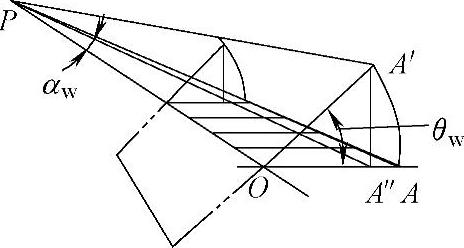
图5-7 导轨倾角引起齿形角变化
可以认为,此时的测头刃边为A″P(齿形角为αw),测量过程可以看成是包括了测头刃边A″P先沿齿根螺旋线位移轴向距离而后又在齿轮的横截面上沿齿形线啮合至齿顶两个过程,于是由θw产生的齿廓测量误差为

将上面的相应公式代入式(5-9)整理得

当βg=0°时即对应于直齿轮的情况。
上述几项误差影响按误差合成原则,其总测量误差为

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。