



在第3章所实施的在机测量大齿轮的齿廓总偏差与螺旋线总偏差中,由于齿轮的质量大而产生的惯性大,致使测量过程中产生相应的麻烦。如完成一个轮齿廓面的齿廓偏差或螺旋线偏差的测量后,想要测量其相邻齿面的偏差时就很困难。因为测量过程是从齿轮开始转动到测头划出齿顶(齿廓总偏差测量),或测头从轮齿的一端走到另一端(螺旋线总偏差测量)。由于齿轮惯性大,完成一个轮齿的测量后,即使停止工作台的回转,其测头的终止位置很难精确控制,还需重新调整齿轮轮齿相对于测头的正确位置,开始下一个齿廓面的测量。
此外,在螺旋线总偏差的测量中,由于采用点测头随齿轮转动同步跟踪的测量方案,测量中理论上是点测头的轴向位移(z轴方向)根据齿轮回转的角度信号指令按螺旋线展开规律实现。而实际测量中,当角度信号发出,转变为伺服电动机的驱动信号,电动机旋转由滚珠丝杠带动测头位移时总是存在着滞后的问题。因此,测头跟踪问题成为影响测量精度的重要因素,尤其是在螺旋角较小的情况下,其影响更突出。
考虑到测量大型齿轮,测头需具有较大的刚度,点测头即球测头的直径应较大。而在螺旋线偏差测量中,由于斜齿轮螺旋角的影响,使得球测头与接触点发生变化,如图4-1所示。此时,测头与轮齿廓面接触点不是B点而是A点,A点到测头中心的水平距离a不等于测头半径。
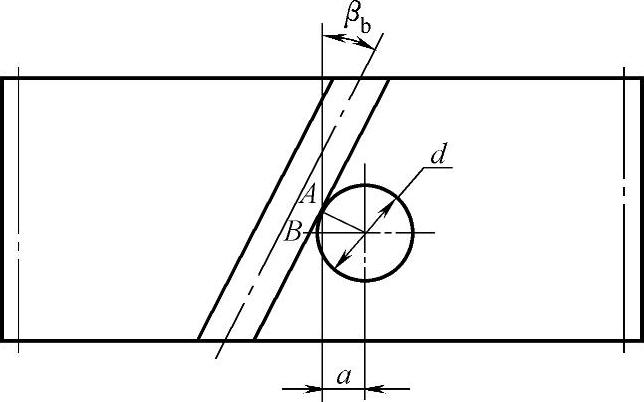
图4-1 球测头测量(https://www.xing528.com)

式中,d为测头直径;βb为基圆螺旋角。
此项偏差的影响随测头的直径和基圆螺旋角的增大而增大,由此产生的测量误差是很大的。即使此项偏差的影响可以采用修正值加以补偿,但由于轮齿廓面的形状误差等因素的存在,其影响不可忽略。同样,此项偏差也影响测头随齿轮转角的轴向同步跟踪。
即使具有较强刚度的点测头,在测量中,由于大齿轮的惯性,也存在不安全因素,容易碰断。综合分析,采用点测头在机测量大齿轮的螺旋线总偏差存在着诸多的不利因素。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。