



1.电子整机产品装配工艺过程
电子整机产品装配工艺过程即电子整机产品的装接工序安排,就是以设计文件为依据,按照工艺文件的工艺规程和具体要求,把各种电子元器件、机电元器件及结构件装连在印制电路板、机壳、面板等指定位置上,构成具有一定功能的完整的电子产品的过程。电子整机产品装配工艺过程根据产品的复杂程度、产量大小等方面的不同而有所区别。但总体来看,有装配准备、部件装配、整件调试、电子整机产品检验、包装入库等几个环节。电子整机产品装配工艺过程如图1-55所示。
2.流水线作业法
通常电子整机产品的装配是在流水线上通过流水线作业的方式完成的。流水线作业虽带有一定的强制性,但由于工作内容简单、动作单纯、记忆方便,故能减少差错、提高功效,保证产品质量。
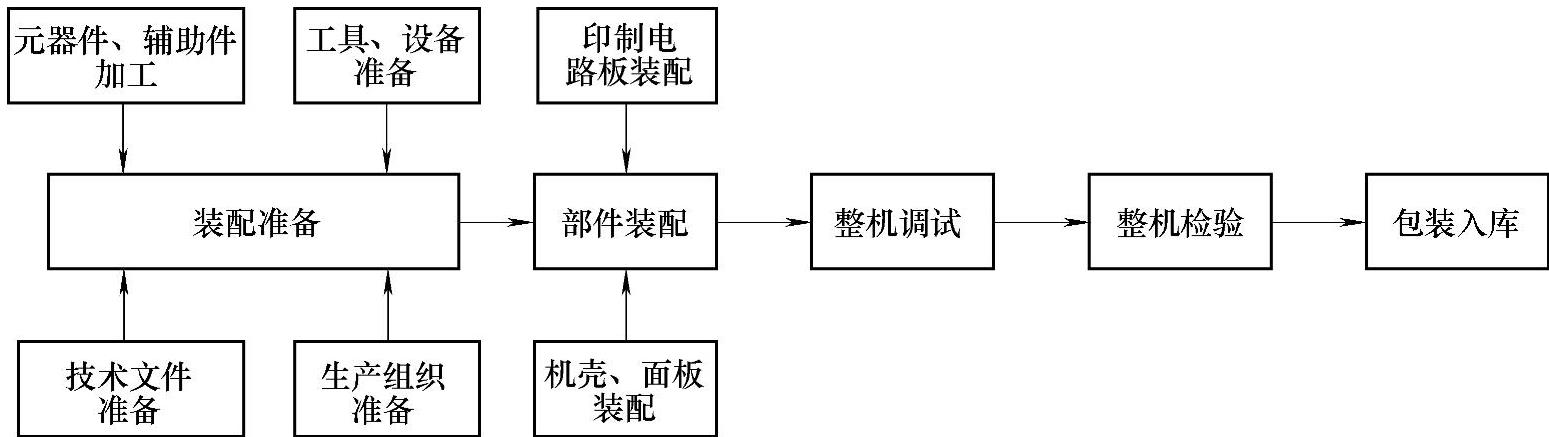
图1-55 电子整机产品装配工艺过程
为提高生产效率,确保流水线连续均衡地移动,应合理编制工艺流程,使每道工序的操作时间(称节拍)相等。
3.电子整机产品装配顺序
按装配级别来分,电子整机产品装配按“元器件级—插件级—插箱板级—箱、柜级”顺序进行。
1)元器件级:是最低的装配级别,其特点是结构不可分割。
2)插件级:用于装配和互连电子元器件。
3)插箱板级:用于安装和互连的插件或印制电路板部件。
4)箱、柜级:它主要通过电缆及连接器互连插件和插箱,并通过电源电缆送电构成独立的有一定功能的电子仪器、设备和系统。
4.电子整机产品装配原则
电子整机产品装配的一般原则是:先轻后重,先小后大,先铆后装,先装后焊,先里后外,先下后上,先平后高,易碎易损坏后装,上道工序不得影响下道工序。
5.电子整机产品装配基本要求
1)未经检验合格的装配件(零件、部件、整件)不得安装,已检验合格的装配件(零件、部件、整件)必须保持清洁。
2)认真阅读工艺文件和设计文件,严格遵守工艺规程。装配完成后的电子整机产品应符合图样和工艺文件的要求。
3)严格遵守装配的一般顺序,防止前后顺序颠倒,注意前后工序的衔接。
4)装配过程不要损伤元器件,避免碰坏机箱和元器件上的涂敷层,以免损害绝缘性能。
5)熟练掌握操作技能,保证质量,严格执行三检(自检、互检和专职检验)制度。
6.装配特点(https://www.xing528.com)
电子产品的装配在电气上是以印制电路板为支撑主体的电子元器件的电路连接,在结构上是以组成产品的钣金硬件和模型壳体,通过紧固件由内到外按一定顺序安装。电子产品属于技术密集型产品,装配电子产品的主要特点是:
1)装配工作需用到多种基本技术。
2)装配操作质量难以精确地分析。在多种情况下,都难以进行质量分析,如焊接质量的好坏通常以目测判断,刻度盘、旋钮等的装配质量多以手感鉴定等。
3)进行装配工作的人员必须进行训练和考核,不可随便上岗。
7.装配方法
装配在生产过程中要占去大量时间,因为对于给定的应用和生产条件,必须研究几种可能的方案,并在其中选取最佳方案。目前,电子产品的装配方法从装配原理上可以分为:
(1)功能法
这种方法是将电子产品的一部分放在一个完整的结构部件内,该部件能完成变换或形成信号的局部任务(某种功能)。
(2)组件法
这种方法是制造出一些外形尺寸和安装尺寸上都统一的部件,这时部件的功能完整性退居次要地位。
(3)功能组件法
这是兼顾功能法和组件法的特点,可制造出既有功能完整性又有规范化的结构尺寸和组件。
想一想
1)电子整机产品装配工艺有哪些主要过程?
2)电子整机产品装配前要做哪些准备工作?
3)流水线作业法有什么特点?
4)元器件级装配有什么特点?
5)电子整机产品装配的一般原则是什么?
6)电子整机产品装配有哪些基本要求?
7)电子整机产品的装配有什么特点?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。