



1.工艺概述与控制要求
某工厂铝连铸连轧机的主要工作是将经原炉熔炼、静止炉精炼后的高温铝液在快速冷却的同时轧制成铝板,最终通过卷取机卷成铝卷。该设备主要有主轧机、铝液位控制装置、钛丝进给、铸嘴小车、石墨喷涂及行走、平动液压剪、卷取机、卸卷车等,如图6-11所示。
该轧机的系统技术性能参数为:最高轧制速度为2.0m/min、最大卷重为5000kg、卷径为φ610~φ1920mm、板宽为1400mm、板厚为6~8mm,轧机上下辊电动机为90kW。
针对铸轧机成套电控系统的工艺特点(长期稳定连续生产、一旦事故停车将造成严重损失),选择高性能、高可靠性的控制元器件是满足控制要求的关键。

图6-10 闭环矢量转矩控制
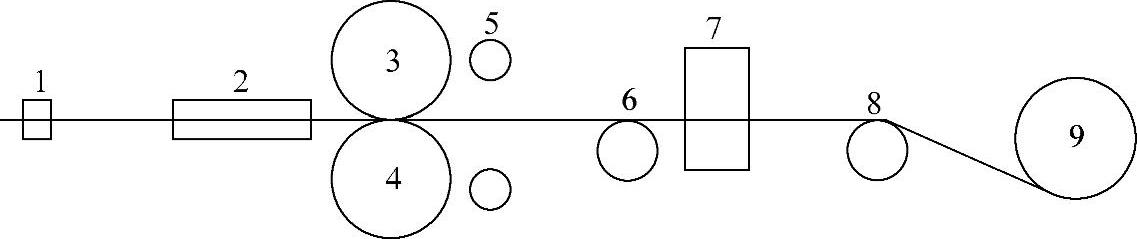
图6-11 铝板轧机
1—铝液位控制装置 2—铸嘴小车 3—主机上辊 4—主机下辊 5—石墨喷涂及行走 6—入口导向辊 7—平动液压剪 8—出口偏导辊 9—卷取机
现要求:轧机下辊采用速度控制,上辊采用转矩控制,且都采用带编码器的变频电动机。请设计合适的变频控制系统。
2.控制原理
速度和转矩控制是轧机上下辊传动电动机的核心控制原理,其示意图如图6-12所示。M1和M2的设定如下。M1为主传动,采用双闭环速度/转矩矢量控制方式,速度环为V速度给定和编码器PG返回的实际速度的控制回路,其输出值再乘以一定的比值就是M2的转矩控制输入值。转矩环为内部闭环。M2为从传动,速度闭环的输出值并不直接控制转矩,而只是限定M2转矩的幅度,以最终保证轧机上下两辊电动机在线速度上的紧密性和同步性,M2转矩的输入值是来自主传动M1的转矩值,以决定M2的转矩输出值。

图6-12 轧机控制原理
3.硬件选型与设计
本次轧机电动机选用国产YVP系列变频电动机,其选用强制风冷和OMRON差动式编码器E6B2-CWZ1X,由于三菱变频器所选配电动机基本都是国产电动机,并非选用三菱电动机,因此,这里有必要将编码器的具体接线与原理解释清楚。
(1)编码器的具体指标
A.分辨率
轴旋转1次时输出的增量信号脉冲数或绝对值的绝对位置数。
B.输出相
增量型的输出信号数。包括1相型(A相)、2相型(A相、B相)、3相(A相、B相、Z相)。Z相输出1次即输出1次原点用的信号。
C.输出相位差
轴旋转时,A相、B相各信号相互间上升或下降中的时间偏移量与信号1周期时间的比,或者用电气角表示信号1周期为360°。A相、B相用电气角表示为90°的相位差(见图6-13)。
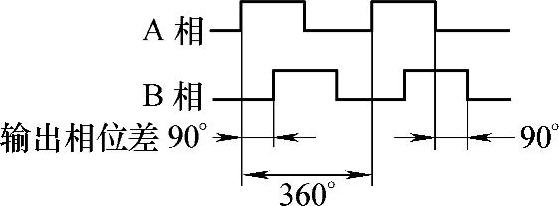
图6-13 输出相位差
D.CW
即顺时针旋转(Clock Wise)的方向。从轴侧面观察为向右旋转,在这个旋转方向中,通常增量型为A相比B相先进行相位输出,绝对型为代码增加方向。CW方向反旋转时为CCW(Counter Clock Wise)。
E.输出功效比
使轴以固定速度旋转时输出的平均脉冲周期时间与1周期的H位时间的比。
F.最高响应频率
响应信号所得到的最大信号频率。
G.上升时间、下降时间
输出脉冲的10%~90%的时间,如图6-14所示。
H.输出电路
◇开路集电极输出
以输出电路的晶体管发射极为共通型,以集电极为开放式的输出电路。
◇电压输出
以输出电路的晶体管的发射极为共通型,在集电极与电源间插入电阻,并输出因电压而变化的集电极的输出电路。
◇线路驱动器输出(又称差动输出)
本输出方式采用高速、长距离输送用的专用IC方式,是依据RS422-A规格的数据传送方式。信号以差动的2信号输出,因此抗干扰能力强。(https://www.xing528.com)
◇补码输出
输出上具备NPN和PNP两种输出晶体管的输出电路。根据输出信号的H、L,两个输出晶体管交互进行“ON”、“OFF”动作。使用时,请在正极电源、OV上进行上拉、下降后再使用。补码输出,包括输出电流的流出、流入两个动作,其特征为信号的上拉、下降速度快,可延长代码的距离。可与开路集电极输入机器(NPN、PNP)连接。
I.起动转矩
旋转式编码器的轴旋转起动时必须的旋转转矩。轴为防水用密封设计时,起动转矩的值较高。
J.惯性转矩
表示旋转式编码器的旋转起动、停止时的惯性力的大小。
K.轴容许力
是加在轴上的负载负重的容许量。径向以直角方向对轴增加负重,而轴向以轴方向增加负重。两者都为轴旋转时的容许负重,该负重的大小对轴承的寿命将产生影响。
L.绝对代码
◇二进制代码
本代码为纯二进制代码,用2n表示。可通过位置的转换变换复数的位。
◇格雷码
转换位置时,只有1位发生变化的代码。旋转式编码器的代码板为格雷码。
◇余格雷码
是用格雷码表示36、360、720等2n以外的分辨率时的代码。余格雷码的性质为:格雷码的最上位从“0”切换至“1”时起,当数值小的一方和数值大的一方分别只取相同区域时,在该范围内从代码的结束与开始进行转换时,只改变1位信号。根据这种性质,可按格雷码进行任意的偶数分辨率设定。但此时,代码的起始不是从0位置开始,而是从中途的代码开始,所以实际使用时,需要进行代码转换处理,转换至由0位置起的代码后再使用。二进十进制代码(Binary Coded Decimal Code),是分别用二进符号表示十进制各位的代码。
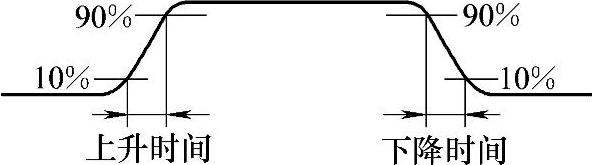
图6-14 上升时间、下降时间
M.中空轴型(空心轴型)
旋转轴为中空轴形状,通过将驱动侧的轴直接与中空孔连接,可节省轴方向的空间。以板簧为缓冲,可吸收驱动轴的振动。
N.金属盘
编码器的旋转板(盘)是用金属制成的,与玻璃旋转板(盘)相比,强化了耐冲击性。但受到狭缝加工的制约,不能应用于高分辨率。
(2)编码器E6B2-CWZ1X接线与输出示意
图6-15所示为编码器E6B2-CWZ1X接线。
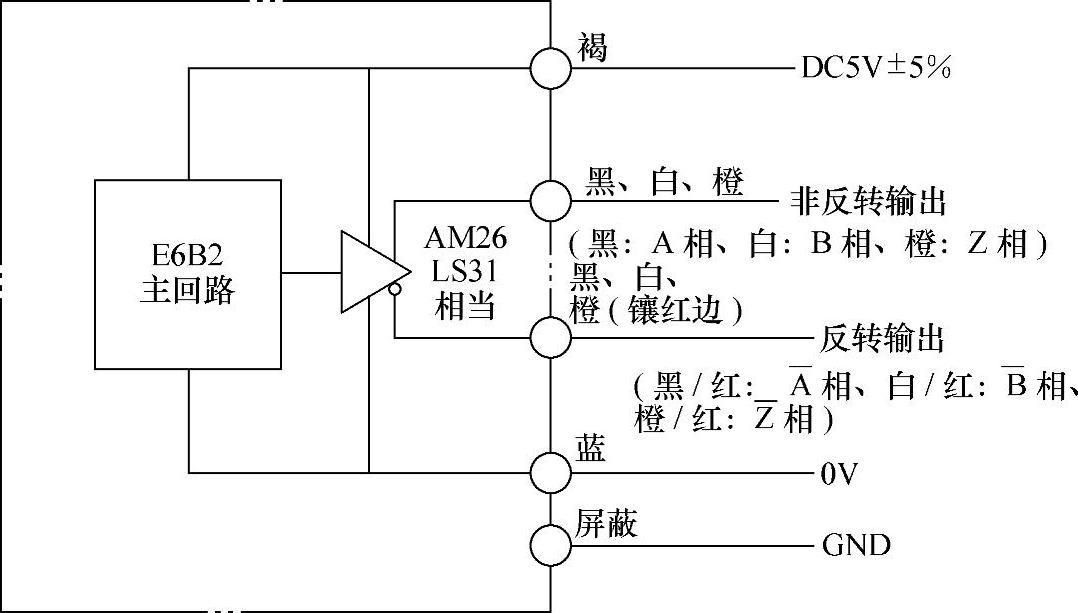
图6-15 编码器E6B2-CWZ1X接线
表6-4为编码器E6B2-CWZ1X接线端子功能定义,它采用DC 5V电源,输出3对A、B、Z相差动信号。
表6-4 编码器E6B2-CWZ1X接线端子功能定义

(3)轧机变频器硬件接线图
图6-16所示为轧机变频器硬件接线图。VF1下辊变频器的速度设定采用电位器,并连接了PLG差动输入信号作为闭环矢量控制的反馈信号,跳线设置如图所示,同时输出转矩信号给VF2上辊变频器。VF2上辊变频器采用转矩控制,其转矩命令来自于VF1的输出,速度限幅来自于VF1的速度。

图6-16 轧机上下辊变频控制解决方案
4.轧机变频控制系统的参数设置
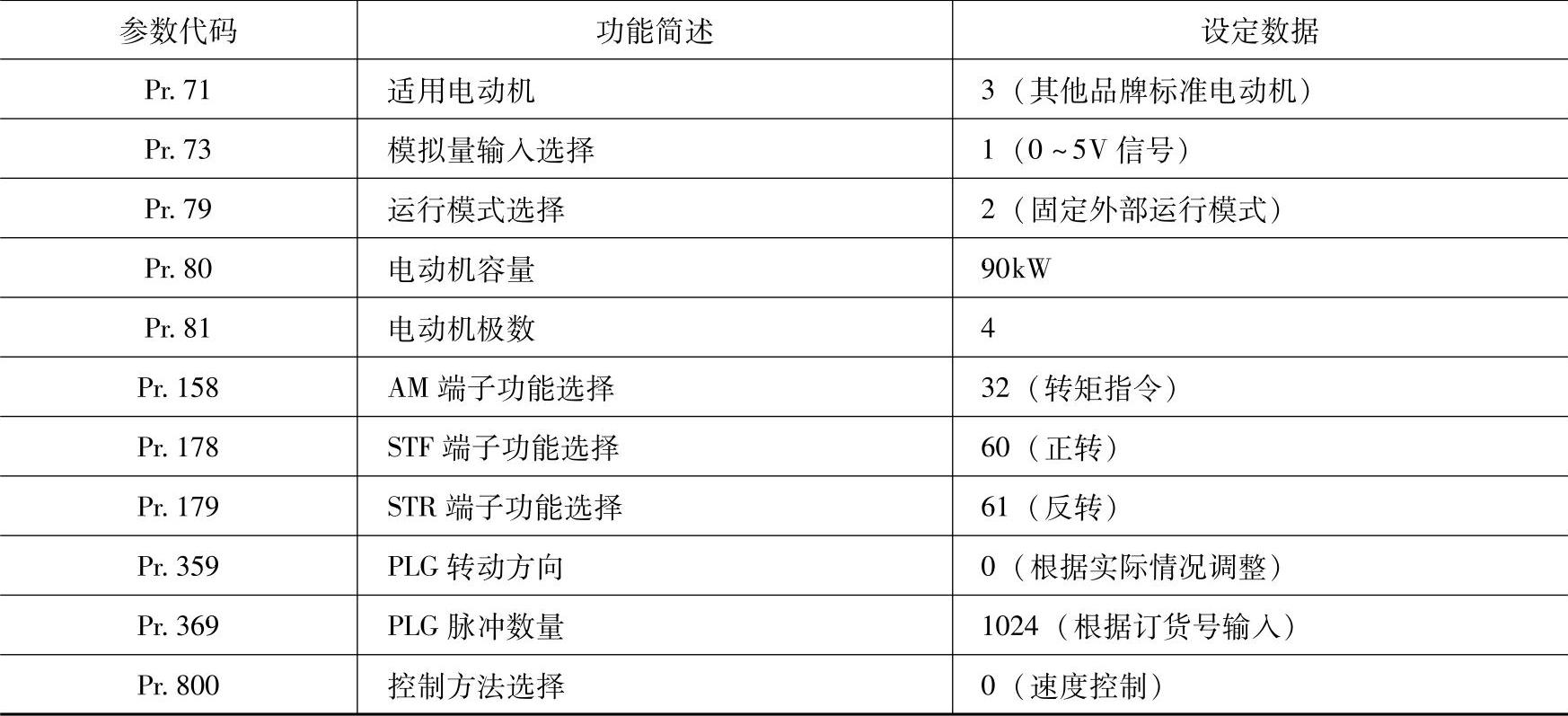
(1)VF1速度控制参数设置(见表6-5)
表6-5 VF1速度控制参数设置
(2)VF2转矩控制参数设置(见表6-6)
表6-6 VF2转矩控制参数设置

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。