



1.电动角向磨光机的结构
电动角向磨光机由电动机、减速箱、手柄、开关、纤维增强拨形砂轮及砂轮夹紧装置等组成,结构如图3-61所示。
2.拨形砂轮夹紧压板的结构
拨形砂轮的夹紧压板的结构如图3-62所示,夹紧压板尺寸及轴伸端尺寸列于表3-46。
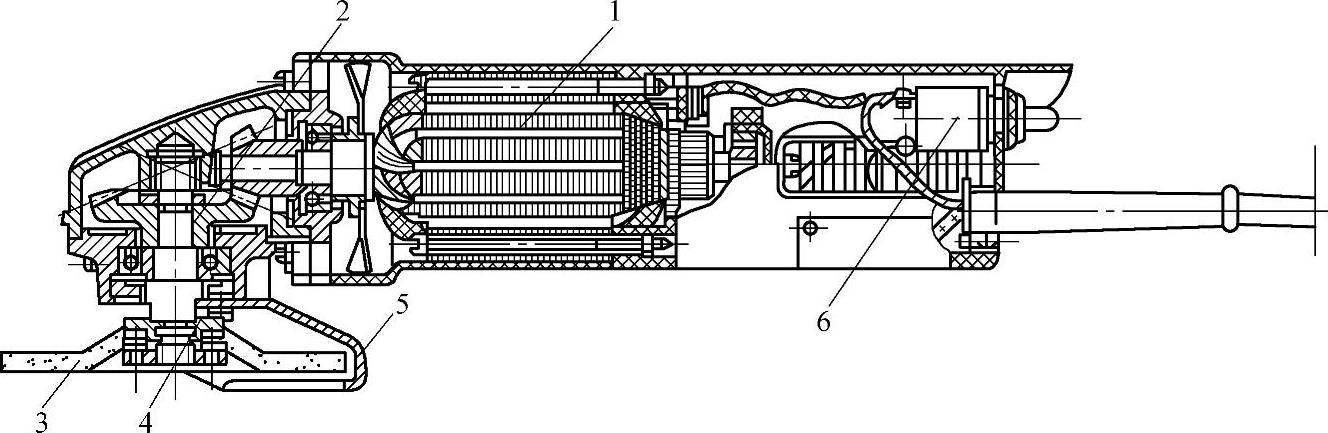
图3-61 电动角向磨光机
1—电动机 2—减速箱 3—砂轮 4—砂轮压板 5—砂轮护罩 6—开关
3.电动角向磨光机电子控速装置
电子控速装置的原理是用两只晶闸管控制输出给单相串励电动机的端电压,属调压控制。电子控速运用一只测速元件,装置在转子的尾部,如图3-63所示。
测速信号通过控制反馈线路改变晶闸管的导通角,使单相串励电动机的端电压随负载和转速而变化。晶闸管元件和控制回路一般置于外壳后端与手柄之间,测速元件的结构如图3-64所示。
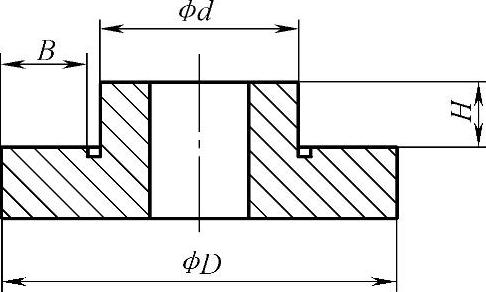
图3-62 砂轮压板的结构
表3-46 砂轮夹紧压板尺寸和轴伸端螺纹的直径 (单位:mm)
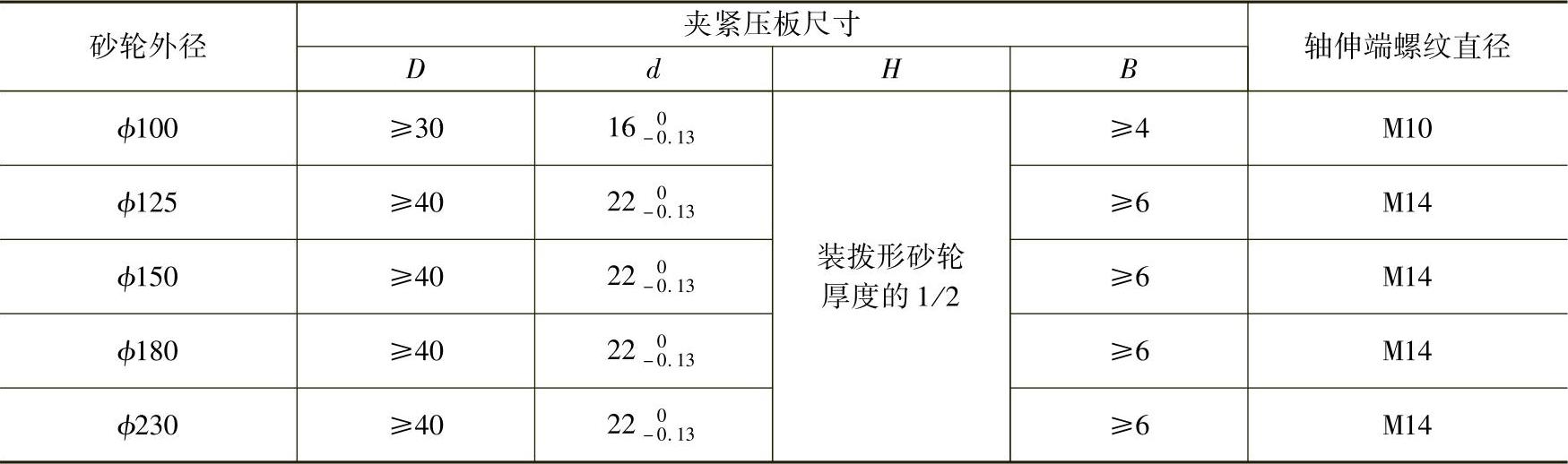
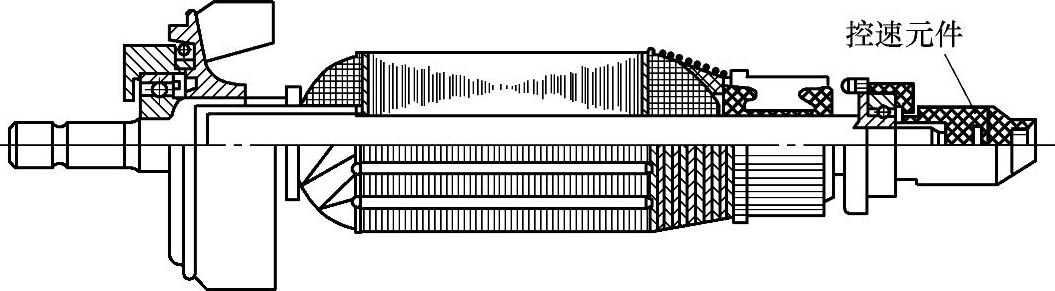
图3-63 装有控速元件的转子结构
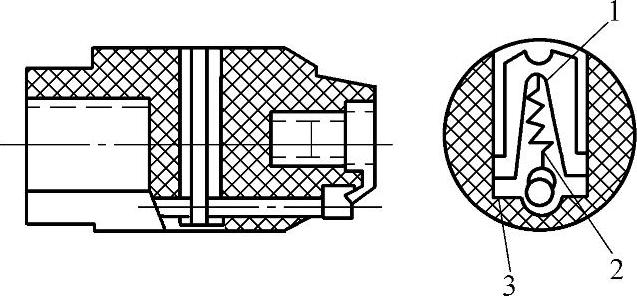
图3-64 测速元件的结构
1—离心滑片 2—小弹簧 3—胶木板
4.电动角向磨光机的技术性能(https://www.xing528.com)
电动角向磨光机的规格指所装拨形砂轮的直径并分A、B、C型。电动角向磨光机有单相串励角向磨光机和三相中频角向磨光机两个品种,规格有100mm、115mm、125mm、150mm、180mm、230mm,均采用安全线速度为80m/s的纤维增加树脂拨形砂轮。单相串励角向磨光机的技术参数列于表3-47,三相中频角向磨光机的技术参数列于表3-48。
表3-47 电动角向磨光机的技术参数
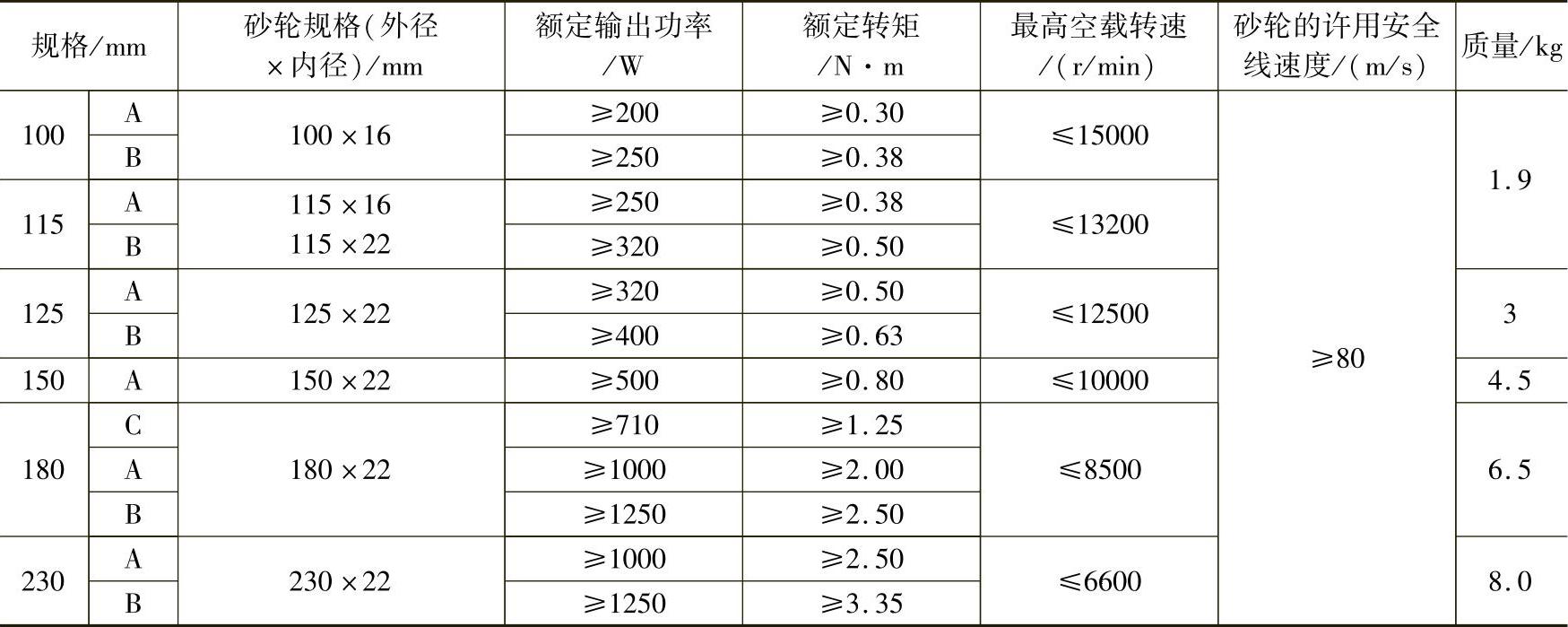
表3-48 三相中频角向磨光机的技术参数

5.电动角向磨光机的使用方法
电动角向磨光机以高速旋转驱动作业工具来进行磨削、坡口、切割、砂光、抛光及除锈等作业,使用中要注意的安全事项与手持式直向砂轮机基本相同。除此之外需注意的事项如下。
1)使用前要检查拨形砂轮,砂轮厚薄应一致,砂粒分布应均匀,内孔偏差应为0.11~0.13mm;外圆与内孔的同轴度应较小,一般为0.15~0.20mm。用木槌轻击砂轮应无破裂声。砂轮出厂日期应在一年之内,如超过一年,由于增强树脂性能改变,应重新进行回转强度试验,以保证使用安全。
2)在起动电动角向磨光机进行磨削或切割前,应先检查砂轮静旋转方向与齿轮箱头部标记的表示旋转方向的箭头方向是否相符,如一致才能进行作业。
3)使用前必须检查拨形砂轮的安全线速度,不能低于80m/s。
4)操作电动角向磨光机不要用力过猛或冲撞工件,以免拨形砂轮受冲击使砂轮爆裂而引起伤亡事故。
5)砂光、抛光作业时应按下述事项进行操作。
①进行砂光作业应先卸下砂轮,装上专用的弹性圆盘和圆盘式砂布或砂纸。砂布或砂纸一般粘有36号或46号磨料,适用于去毛刺、爪痕、锈刃及打底和腻平前的粗磨等。
②进行抛光作业时应先卸下砂轮和防护罩,装上抛盘,但抛盘的直径应比砂轮直径小,以不大于抛盘的允许线速度为准。抛光常用的磨料有氧化铬、氧化铁、硅藻石或由这些磨料组成的各种混合物等。氧化铬磨料主要是作硬度高的金属抛光用;氧化铁磨料供镍、钢、铜抛光用;硅藻石供软金属抛光用。
③弹性圆盘和抛盘的线速度对工件的砂光和抛光有很大影响。表3-49列出了加工各种材料时推荐的线速度。
④进行除锈作业时应先卸下砂轮和防护罩,装上钢丝刷。换装的钢丝刷的外径一般应比砂轮小(如ϕ100mm电动角向磨光机装用ϕ75mm外径的钢丝刷),以免过载。
表3-49 材料加工时线速度推荐值 (单位:m/s)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。