



【摘要】:电冲剪作业时,只是用上、下冲模代替电剪刀的刀片。表3-11 单相串励电冲剪的性能参数3.电冲剪的使用方法电冲剪在冲剪时如果发现上冲模与下冲模配合位置不当而不能冲剪时,可以拧动定位螺钉、定位螺母来调整下冲模的位置。如最大冲剪厚度为1.5mm的电冲剪,间隙为0.1mm;最大冲剪厚度为2.5mm的电冲剪,间隙为0.25mm。
1.电冲剪的结构
电冲剪的结构与电剪刀相似。电冲剪作业时,只是用上、下冲模代替电剪刀的刀片。电冲剪由电动机、齿轮箱、偏心轴、导向杆、连杆、上冲模、下冲模、冲模座及电源开关等组成,结构如图3-18所示。
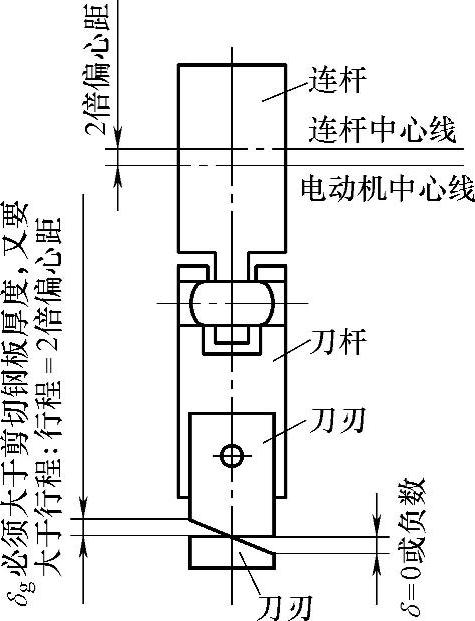
图3-17 刀刃的间隙
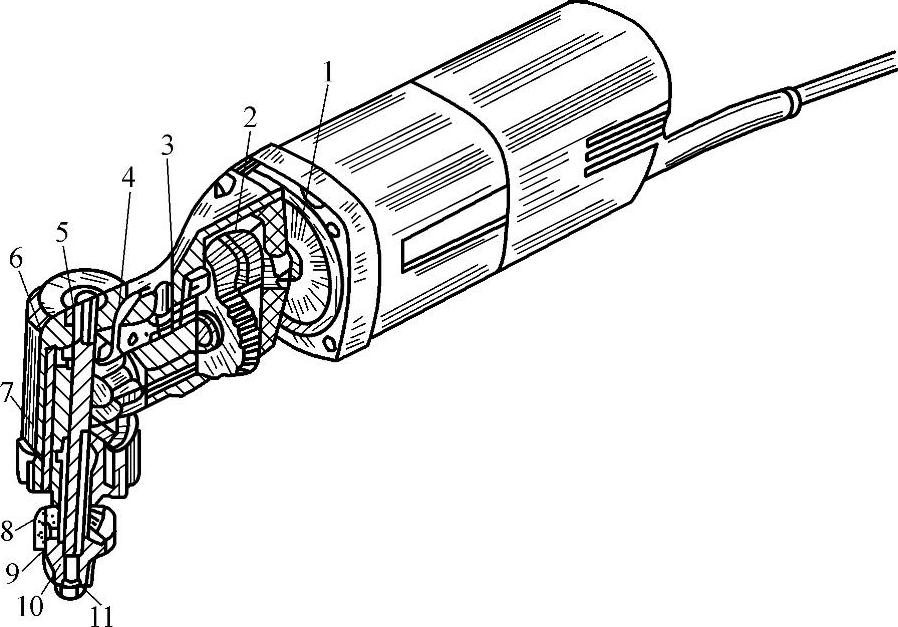
图3-18 单相串励电冲剪结构
1—电动机 2—齿轮箱 3—偏心轴 4—滚针轴承 5—导向杆 6—连杆 7—罩壳 8—上冲模 9—下冲模 10—冲模座 11—定位螺钉及定位螺母
2.电冲剪的技术性能(https://www.xing528.com)
电冲剪按冲剪抗拉强度为390N/mm2热轧钢板的最大厚度划分规格。双重绝缘单相串励电冲剪的性能参数列于表3-11中。
表3-11 单相串励电冲剪的性能参数

3.电冲剪的使用方法
电冲剪在冲剪时如果发现上冲模与下冲模配合位置不当而不能冲剪时,可以拧动定位螺钉、定位螺母来调整下冲模的位置。
上冲模与下冲模的间隙是固定的,间隙随电冲剪的规格而异。如最大冲剪厚度为1.5mm的电冲剪,间隙为0.1mm;最大冲剪厚度为2.5mm的电冲剪,间隙为0.25mm。因此,上冲模和下冲模在使用中磨损或损坏应及时更换。
如果用电冲剪在金属或塑料平板或金属器上冲剪窗孔,则应预先在被冲剪窗孔的平板或容器上加工一个孔洞,然后将电冲剪冲头从孔洞伸入平板或容器内即可冲剪窗孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。