



在各种加工厂矿企业中,电钻是一种在金属、塑料及类似材料上钻孔的工具,它的使用率最高。电钻的品种多、规格齐、产量大,并且携带方便、操作简单、使用灵活,因此电钻的使用得到了很好的普及。
1.电钻的结构
电钻的基本结构如图3-1所示,它由电动机、减速箱、手柄、钻夹头或圆锥套筒和电源连接组件等组成。
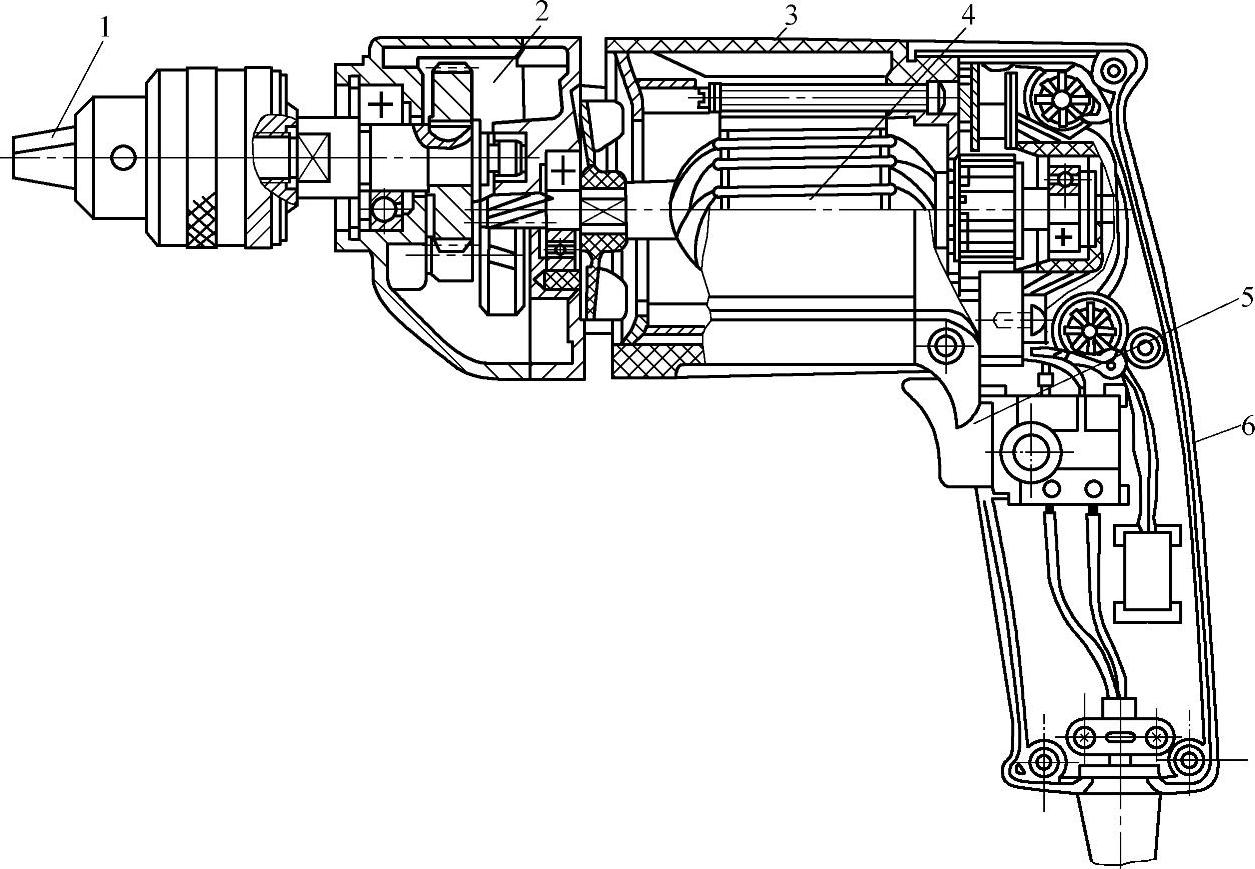
图3-1 电钻的基本结构
1—钻夹头 2—减速箱 3—机壳 4—电动机 5—开关 6—手柄
电钻选用的电动机有单相串励电动机及三相工频、中频笼型异步电动机等类型。电钻按其选用的不同形式电动机可分为单相串励电钻、三相工频电钻、三相中频电钻等品种。三相中频电钻因需要相应的中频电源供电,在国内应用很少。电钻除上述3个品种外,还有一种适用于野外作业,无电源线,由内装电池供电,以永磁直流电动机作动力的小型轻巧的直流永磁电钻。
电钻的电动机轴上装有冷却风扇,风扇大多采用离心式。电钻的冷却方式有自扇内冷式和自扇外冷式。电钻的减速箱由前罩和齿轮组成,用以减速,或既减速又能改变传动方向。使用电钻钻孔时应尽可能减少过载和卡转现象,以使齿轮有足够的使用寿命。
(1)双速电钻
双速电钻设计制造有两档转速的齿轮机构,常见的双速机构有双联滑动齿轮结构和双速齿轮离合器结构两种。双联滑动齿轮结构如图3-2所示。
双联齿轮在轴上能自由滑动,中间轴上的齿轮是固定的。移动双联齿轮,变换与中间轴啮合的齿轮,即改变转速比。双联齿轮与轴用花键连接。双速齿轮超越离合器结构如图3-3所示。调节转速时可推动电钻外壳上的拨钮,带动拨叉,使双联齿轮(或齿轮离合器)变换其啮合的齿轮来实现。
(2)多速电钻和无级调速电钻
电钻除采用齿轮变速外,有的还采用电气变速和电子变速制造多速电钻和无级调速电钻。电气变速是在单相串励电动机的定子铁心上设置两组绕组,用换接开关将两组绕组接成串联或并联,以改变励磁安匝及定子阻抗压降,从而获得两档转速。
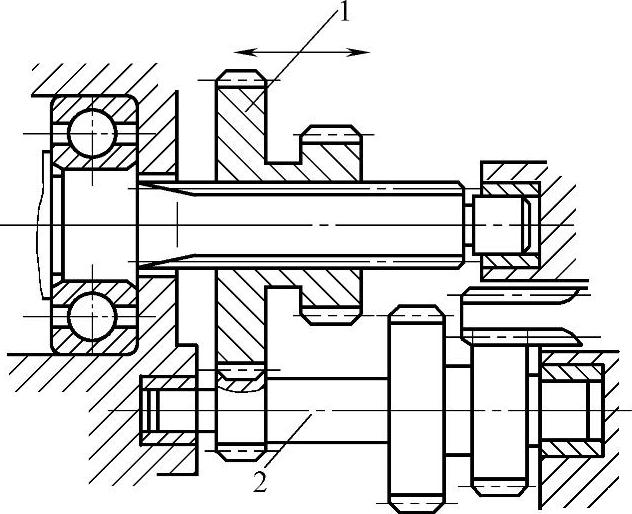
图3-2 双联滑动齿轮的结构
1—双联齿轮 2—中间轴
无级调速电钻中装置有晶闸管、集成电路、动静触头和外壳等组成的无级调速开关。无级调速开关串接在电动机电路中,既作为电源开关,又是控制器。调速时,调节调速开关的按钮或旋钮,以控制晶闸管的导通角,从而调节电动机的端电压,实现无级调压调速。
(3)角向电钻和万向电钻
角向电钻的齿轮箱中有一对螺旋锥齿轮,使钻头与电动机的轴线成90°夹角。如果采用两对相同的锥齿轮,一对起传动作用,另一对作传动和调节角度,就能使钻头与电动机轴线成任意角度,制成万向电钻。电钻工作时要施加一定的轴向推压力,该力借助于电钻的手柄来实现。
手柄的结构随电钻的规格大小而有所不同。4mm电钻一般采用直筒式,如图3-4所示。6mm多用手枪式结构,如图3-5所示。
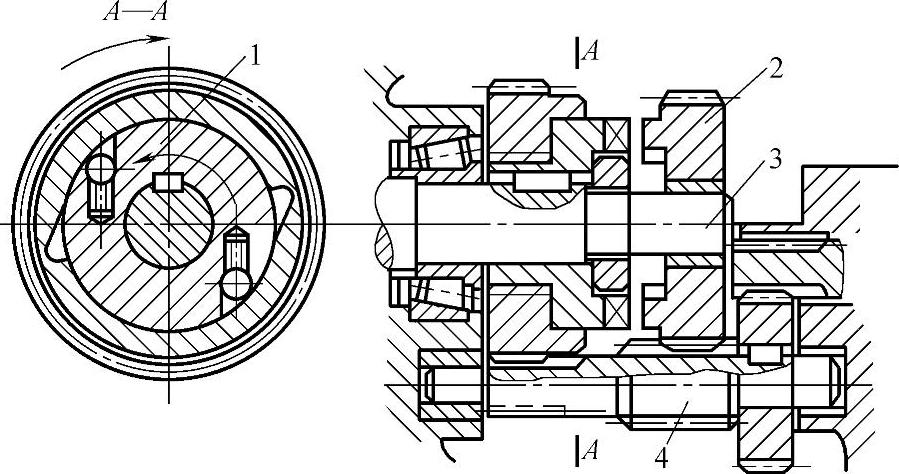
图3-3 双速齿轮超越离合器的结构
1—超越离合器 2—端面有齿的齿轮 3—输出轴 4—中间轴
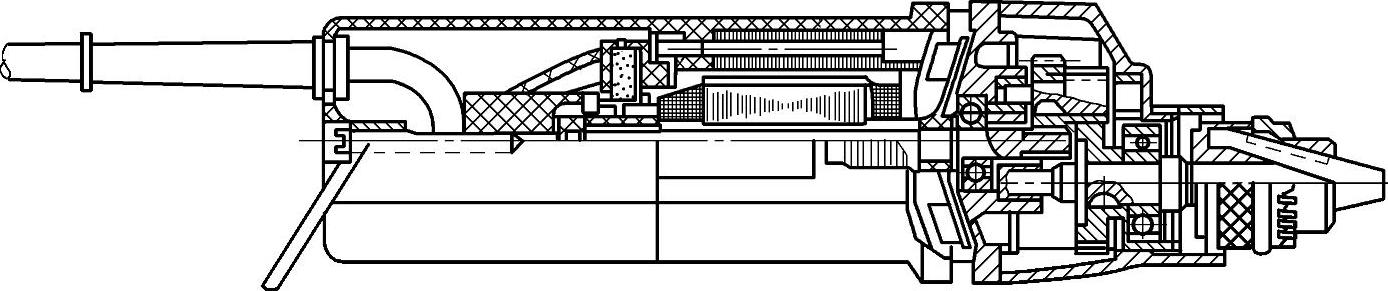
图3-4 直筒式电钻
10~13mm电钻采用后直手柄结构,有的在电钻左侧再加一个辅助手柄,如图3-6所示。13~23mm电钻采用双横手柄结构,并设计有后托架(板),它的一个侧手柄直接与外壳铸成一体或用螺纹联接成一体,另一个侧手柄用螺纹联接,如图3-7所示。这种中型电钻单靠双手的推压力还不够,还要辅以后托架(板)用胸或棒施加压力。32mm以上电钻采用双横手柄,并带有进给装置,以获得更大的推压力。除直筒式电钻外,电钻的开关及无线电干扰抑制元件均装置在手柄的型腔内。
钻头用钻夹头或圆锥套筒夹持,进行钻孔作业。19mm以下的电钻多采用扳手式钻夹头。一般电钻采用专门设计制造的电动工具钻夹头。钻夹头与电钻主轴的连接形式有螺纹联接和锥孔连接两种。结构如图3-8所示。
2.电钻的性能和技术参数
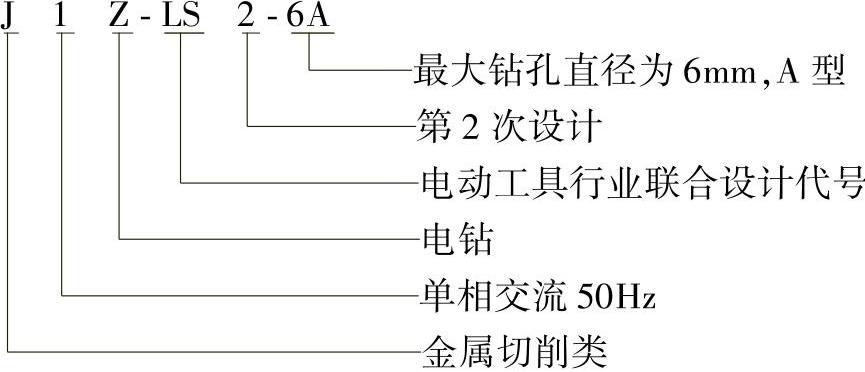
(1)电钻的型号
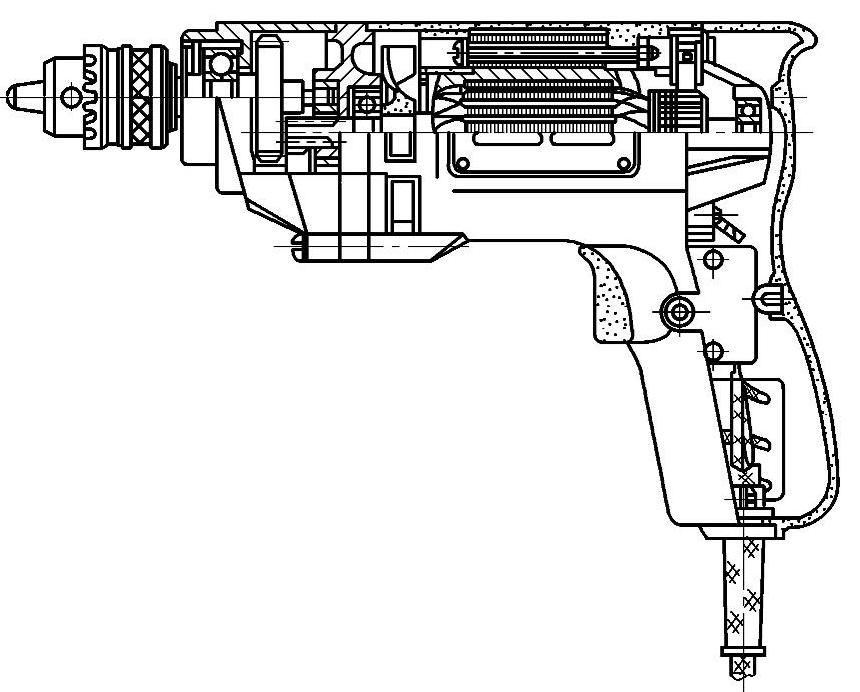
图3-5 手枪式电钻
不同的电钻适应于不同的工作场合以及钻孔要求。
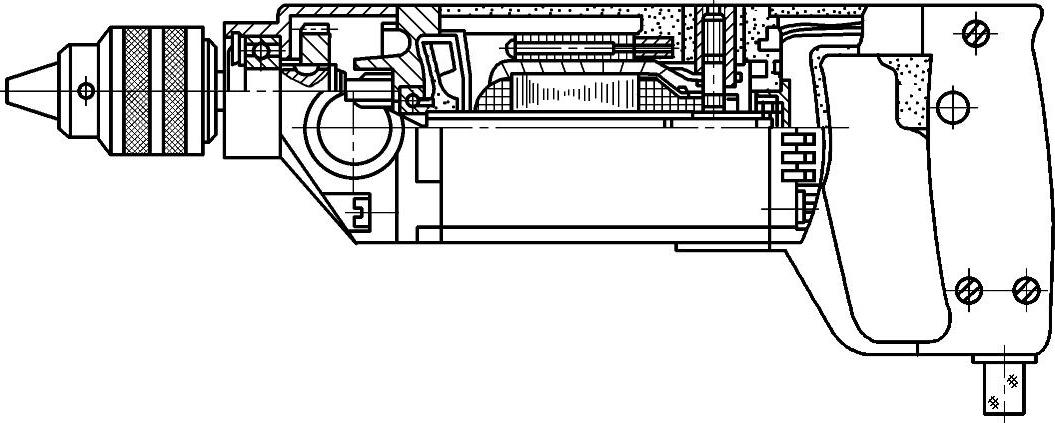
图3-6 后直手柄电钻
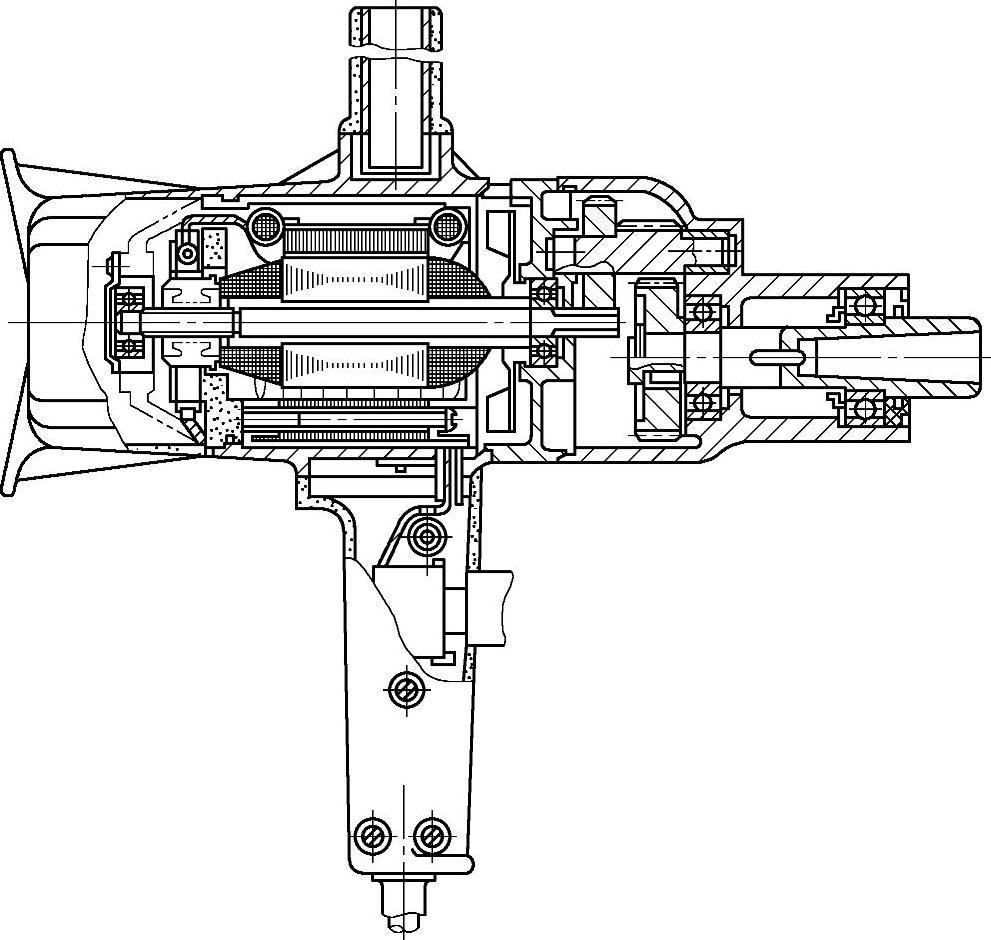
图3-7 双横手柄电钻
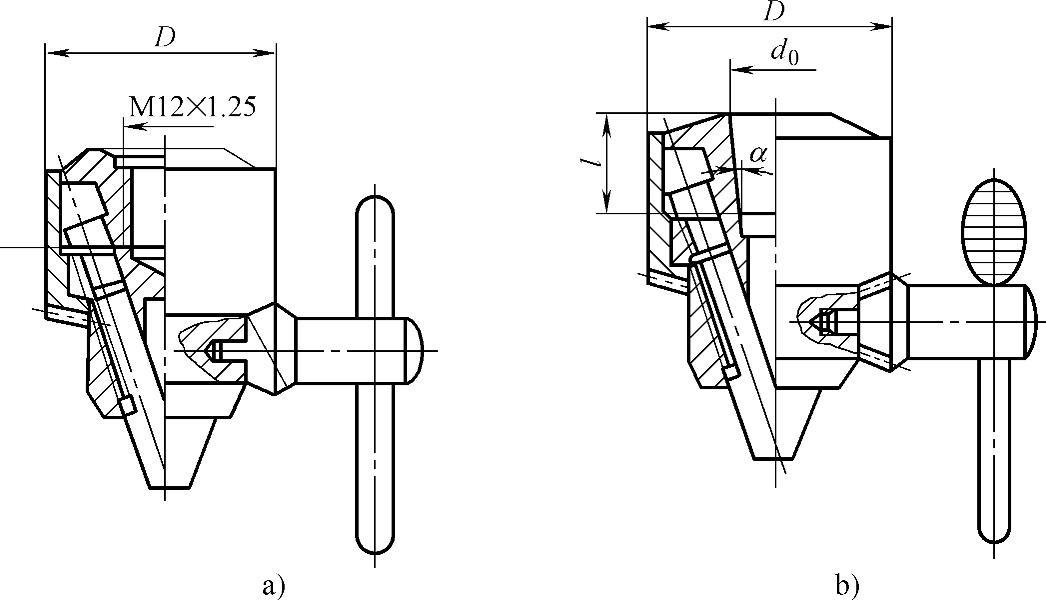
图3-8 电动工具用钻夹头结构
a)螺纹钻夹头 b)锥孔钻夹头
例:电钻型号的识读
(2)电钻的规格
电钻规格指电钻钻削钢材时所允许使用的最大钻头直径。同一直径,根据其参数不同可分为A型、B型和C型。
A型电钻主要用于普通钢材的钻孔,如Q235-A钢、25~45钢、角铁等。它具有较高的钻削效率;通用性强,适用于一般负载。规格整齐,大多数采用二级变速。
B型电钻主要用于优质钢材的钻孔,具有很高的钻削效率。适应于长时间连续使用和较高的钻削容量。该型电钻的额定输出功率和转矩比A型大,持续和过载能力强,转速与A型相仿,以二级变速为主。(https://www.xing528.com)
C型电钻主要用于铝、铜等有色金属及其合金、塑料和铸铁等材料的钻孔,并具有较高的钻削效率,同时能用于普通钢材的钻孔。该型电钻具有轻便和结构简单的特点,钻孔时不能施以强力。电钻的额定输出功率和转矩比A型小,转速较高,以一级变速为主。
用A型和B型电钻对有色金属、塑料、木材等钻孔时,最大钻孔可相应增大30%~50%。
电钻的规格按实际使用需要、切削效率、质量等因素予以分级。电钻有4mm、6mm、8mm、10mm、13mm、16mm、19mm、23mm、32mm、38mm、49mm等规格。
(3)电钻的性能和技术数据
单相串励电钻系列的性能参数见表3-1,三相工频电钻系列的性能参数见表3-2。
表3-1 单相串励电钻系列的性能参数

(续)
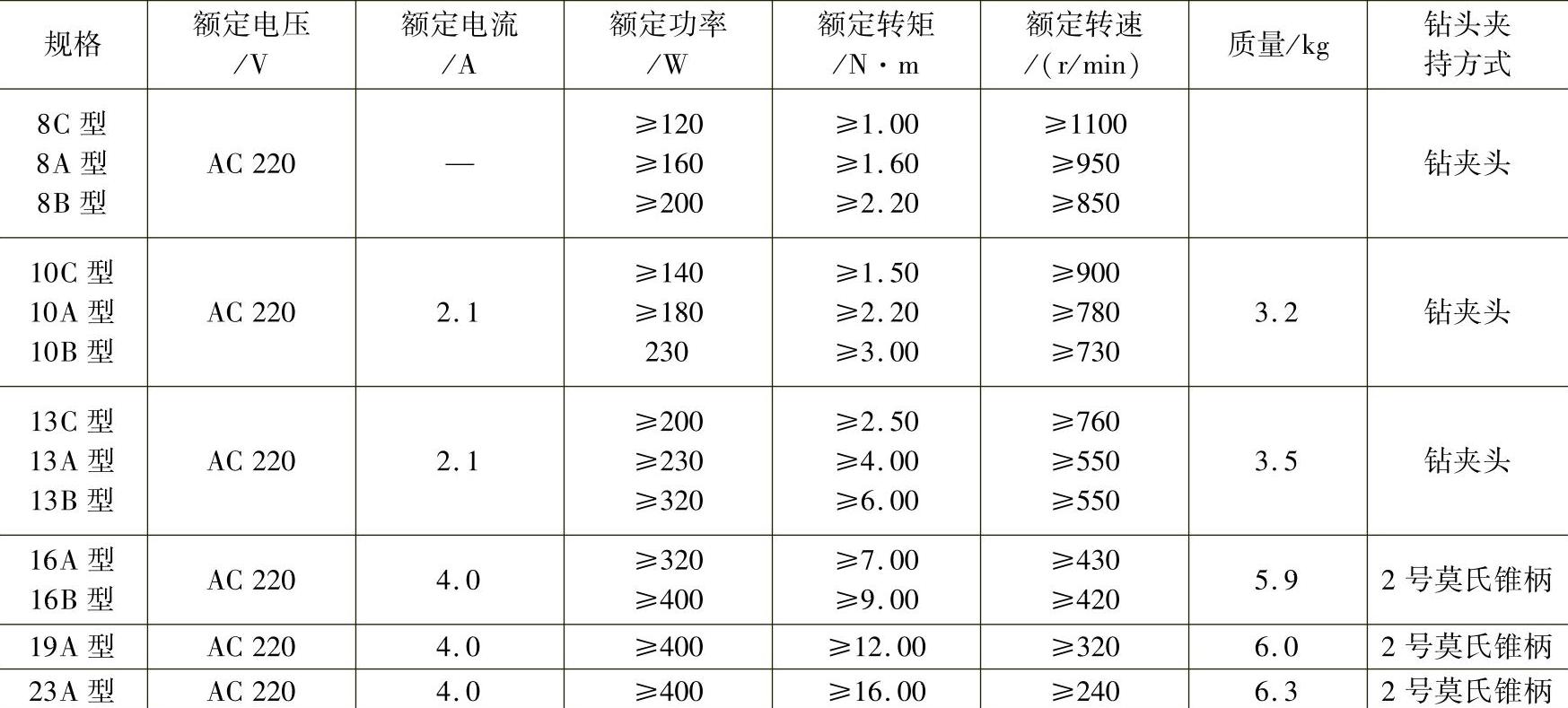
注:额定转矩、额定功率为GB/T 5580—2007《电钻》规定的最低值。
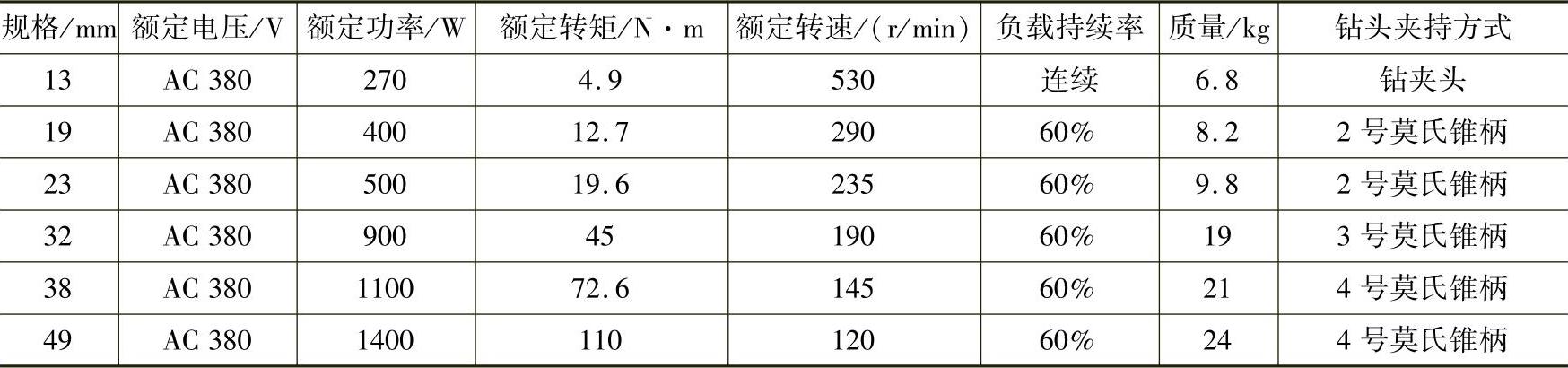
表3-2 三相工频电钻系列的性能参数
(4)电钻的转速
在电钻额定输出功率基本不变的情况下,适当提高转速有利于提高钻削效率和节约体力。但是,提高转速受到钻头允许线速度的约束。一般高速钢钻头在无冷却液的条件下钻削钢材时的钻头线速度选择在20~30m/min。C型电钻因考虑到有色金属及塑料等钻削性能,转速较高,但一般不超过35m/min。电钻的转速在设计时,对于小规格电钻取上限值,大规格的电钻由于钻削量和轴向力大,在钻削时易引起钻头发热退火和钻头刃口崩裂,所以取下限值。
单相串励电钻的空载转速比满载转速高40%~50%,在不同负载时具有不同的转速特性,以满足当轴向推力及钻孔直径不同时,负载不同其转速也有不同的要求。对于不同的钻孔,为了达到理想的切削速度,要求转速也不同。换句话说,钻大孔时,转速要低;反之,转速则要高。
(5)电钻的钻夹头的性能和技术数据
电动工具用钻夹头均为扳手夹紧式。钻夹头夹爪空程移动应保持灵活、均匀。用扳手夹紧或扳开夹爪时,夹爪进出和扳轮环齿啮合无阻滞现象。钻夹头的规格与技术参数见表3-3。
表3-3 钻夹头的规格与技术参数

注:螺纹联接钻夹头的螺纹尺寸均是M12×1.25。
钻夹头零件选用优质钢材制造,硬度值规定为:夹爪刃口部位不低于58HRC;与夹爪相配的螺母不低于53HRC;扳轮及环齿的硬度不低于48HRC;钻体扳手孔的表层硬度不低于48HRC。
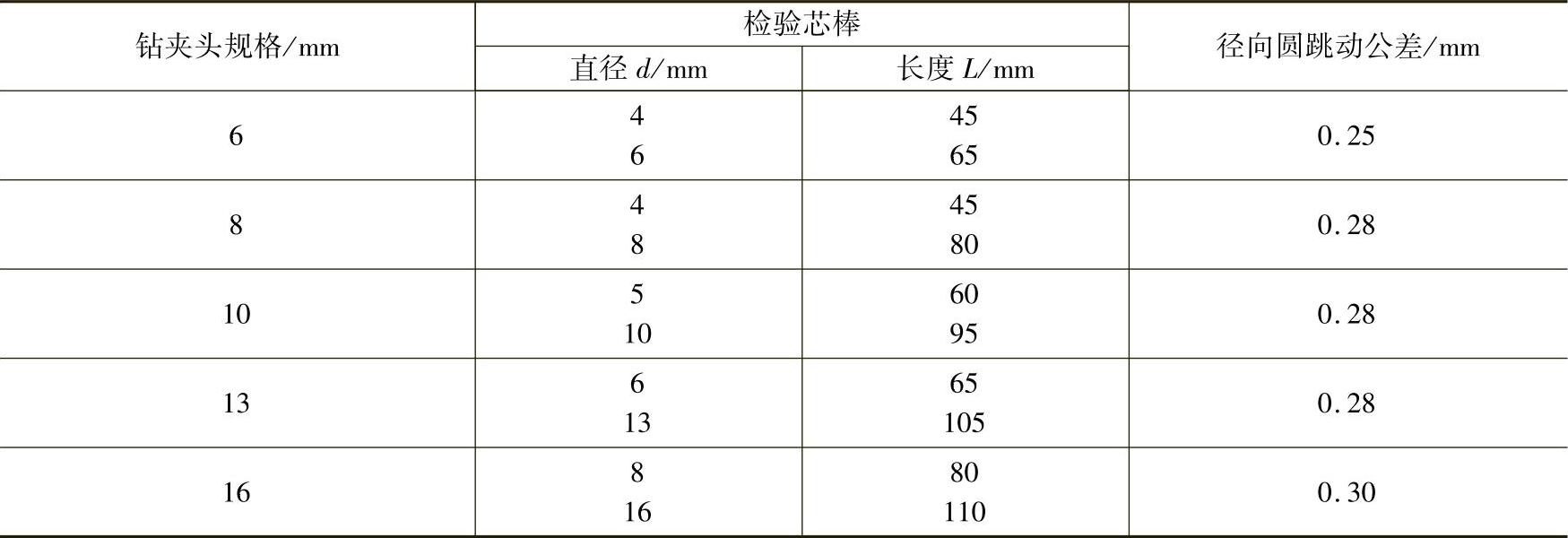
用检验芯棒检验钻夹头径向圆跳动的精度时,跳动值不允许超过表3-4的值。
表3-4 钻夹头最大径向圆跳动允许值
19mm以上的电钻均采用莫氏圆锥套筒。19mm、23mm电钻采用3号莫氏圆锥套筒;38mm、49mm电钻采用4号莫氏圆锥套筒。
钻头选用锥柄麻花钻头。根据锥柄麻花钻头规格,莫氏锥度如下:
15.5mm以下钻头的锥柄为1号莫氏圆锥;
15.6~23.5mm钻头的锥柄为2号莫氏圆锥;
23.6~32.5mm钻头的锥柄为3号莫氏圆锥;
32.6~49.5mm钻头的锥柄为4号莫氏圆锥。
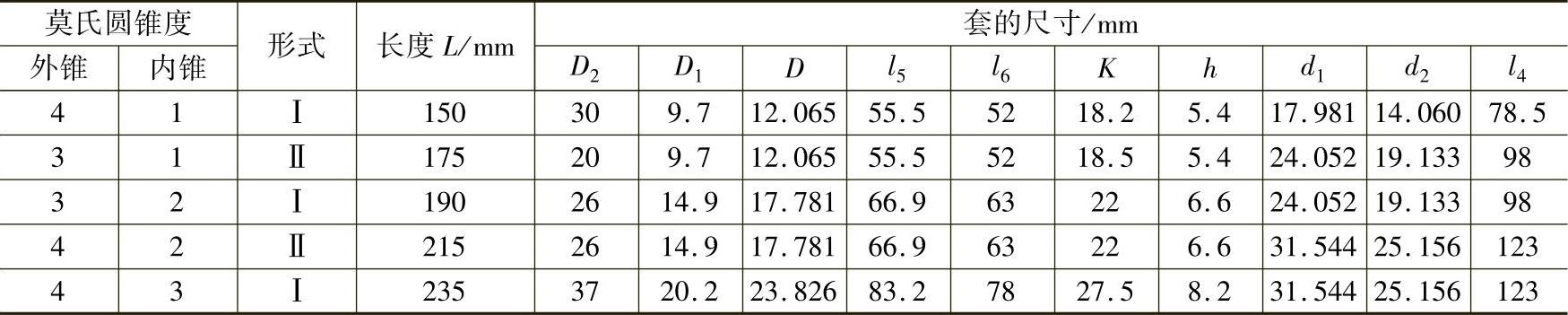
大规格电钻钻削小孔因钻头莫氏锥柄与电钻莫氏圆锥钻轴不匹配时,可用锥柄工具衬套作过桥连接。莫氏圆锥衬套的结构如图3-9所示,主要尺寸见表3-5。
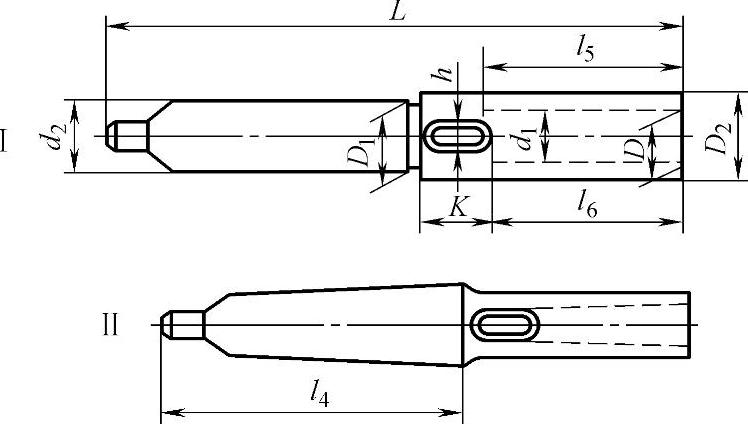
图3-9 圆锥衬套的结构
表3-5 莫氏圆锥衬套的主要尺寸
电源连接组件在电钻中用作电动机与电源的连接,以通断电源。它由开关、电源线、电源插头等组成。
Ⅰ类单相串励电钻用三极电源插头;三相工频电钻用四极电源插头,其中截面最大一极为接地极。Ⅱ类单相串励电钻用二极电源插头,并且电源线与插头必须压制成一体。Ⅲ类单相串励电钻用二极电源插头;三相工频电钻用三极电源插头。Ⅲ类电钻的电源插头均不允许设置接地极,且插脚的形式、参数和尺寸也不能与Ⅰ类和Ⅱ类电钻的电源插头、插脚通用,以防止误插入高于50V的电源而烧毁电动机。
3.电钻的使用方法
使用电钻钻孔时,不同的钻孔直径应该尽可能选用相应规格的电钻,以充分发挥各种规格电钻的钻削性能及结构特点,达到良好的切削效率。避免用小规格电钻钻大孔而造成灼伤钻头和电钻过热,甚至烧毁钻头和电钻;用大规格电钻钻小孔而造成钻孔效率降低,且增加劳动强度。
使用电钻时,钻头必须锋利。钻孔时,在电钻上应施加不超过表3-6规定的轴向压力,并不宜用力过猛,以免过载。钻孔中当转速突然下降时,应立即降低压力;当钻孔时突然制动,必须立即切断电源;当被钻削的孔即将钻通时,施加的轴向压力应适当减小。
电钻使用时,轴承温升不能过高。在钻孔中轴承和齿轮运转声音应均匀而无撞击声。当发现轴承温升过高或齿轮、轴承有异常杂声时,应立即停钻检查。如果轴承、齿轮有损坏现象,应立即换掉。
表3-6 电钻钻孔时的轴向压力

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。