



电缆矫直机是机械性地将电缆弧形改变成平直状况的一种液压机具,其外形如图1-67所示。
图1-66 削制反应力锥专用卷刀
1—螺钉 2—刀片 3—手柄
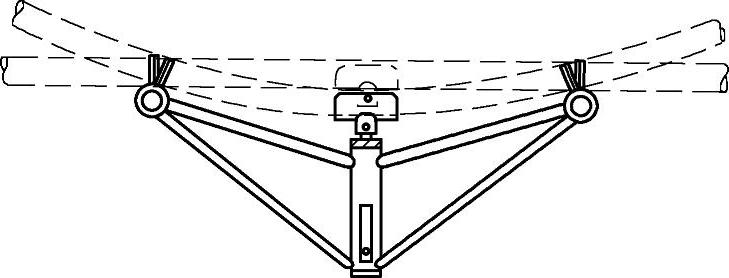
图1-67 电缆刮起机示意图
1.电缆矫直机的使用
在安装高压大截面电缆的过程中,需要将电缆端部原呈弧形状的一段改变成平直状,而有时候又需要将一段原呈平直状的电缆,局部改变成弧形状。要完成电缆弧形变为平直状况,单凭人力是不行的,需要借助机械的力量。
矫直机是一种液压机具,它有4个或者3个支点,将边上两个支点固定在电缆上,当中间两个或者一个支点通过液压给予电缆一个向内推力时,电缆可从弯曲状改变成平直状;反之,将边上两个支点反向固定,当中间两个或一个支点通过液压给予电缆一个向外推力时,电缆可从平直状改变成弧形状。所以矫直机不仅能“矫直”而且也能“矫弯”。
2.高压交联聚乙烯电缆的加热矫直(https://www.xing528.com)
高压交联聚乙烯电缆在制作接头和终端时,除应用机械矫直外,还必须对电缆端部进行加热矫直。加热矫直有以下两个作用:
1)利用加热来加速交联聚乙烯沿导体轴向的“绝缘回缩”,使其在制造过程中存留在材料内部的热应力得到释放,从而减少安装后在接头处产生气隙的可能性。
2)消除电缆由于装在电缆盘上形成的自然弯曲的影响。电缆在制造过程中,从热状态经过冷却,而后上盘存放,使电缆呈圆弧形状。在制作接头和终端时,必须使端部电缆平直,用加热矫直,使电缆经过数小时加热,而后被夹在金属“哈夫管”(两个半爿合成的钢管)中缓慢冷却,可使电缆端部保持平直,不会产生“反弹”。
加热矫直的工艺方法为:
1)绕包加热带、安装热电偶、接入温度控制箱,通电加热;
2)加热温度控制在80~90℃,温度控制箱必须有专人监视,不得超过控制温度;
3)终端加热时间为3h,接头为6h;
4)应用两个半爿合成的钢管绑扎固定,加热完毕后,自然冷却至室温。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。